Уже известны крпсталлпзаторы для непрерывной отливки слитков, в которых смазка внутренней поверхности кристаллизатора осуществляется, например, через пористые стенки последнего или же путем подачи смазки внутрь кристаллизатора со стороны жидкого расплава во время перерывов li дви/кеиии отли15ки.
Согласно изобретению предлагается кристаллизатор для непрерывной отливки металлических изделий, выполне1П ый нз отдельиых кольне1 ых частей, установленных с зазорами, предназначенными для подачи смазки на внутренгпок) поверхность кристаллизатора.
В предлагаемом кристаллизаторе смазка, двигаясь вместе со слитком, выходит с ним из кристаллизатора отсасывается в запаспый резервуар через отверстия у выхода из кристаллизатора. В качестве смазки могут применяться нефтяные .масла илн тугоплавкие сол и окислы. В некоторых случаях для этой цели .могут быть при.менены чистые .металлы, напри.гер, свинец, впс.мут, серебро.
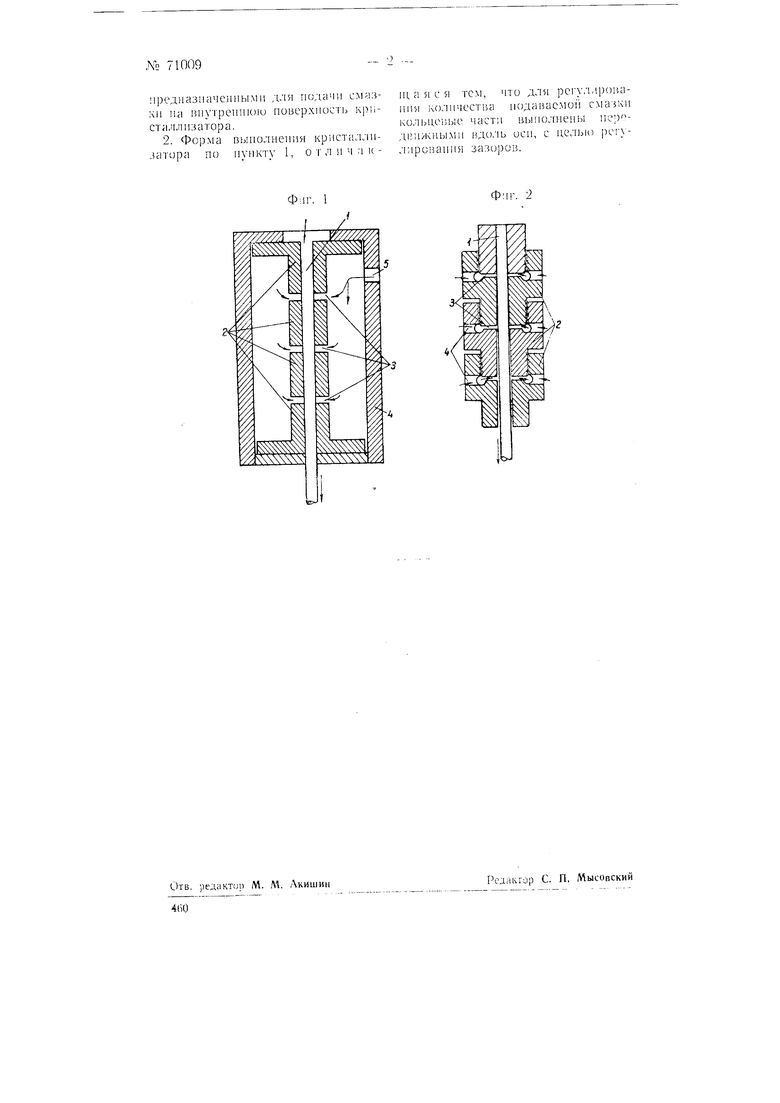
Варианты конструкции нредлагае.vtoro кристаллизатора приведены на фиг. 1 и 2Затвердевающий в кристаллизаторе расплав движется ио каналу / (фиг. 1), который состоит из отдельных кольцевых частей 2, разоб1Ценных зазорами .. В своем движении расплав }влекает смазку, подаваемую под давлением в эти зазоры. Сам кристаллизатор в.монтпрован в камеру 4, куда поступает с.мазка через трдбку J из резервуара.
Давление в камере зависит от скорости движения сл1ггка, величины зазоров, рода смазки и прочих факторов. В некоторых случаях давление с.мазки может быть меньгиим, чем металлостатическое да1,теиие расилава, или же быть переменны.м с частотой, С1П1Хроиизпрова 1ной со скоростью движения расплава.
С.мазка по схеме, приведенной на фиг. 2, нодается раз.тельио к каждо.му зазору 3 через трубки -/, а ве,аичина каждого зазора может регллироваться ко,тьцевы.ми частями, нередвигак;и1имися вдоль оси криста,т,тизатора.
Предмет изо б р е т е н и я
1. Кристаллизатор для неирерывной отливки (еталл11ческих изделий, о т л и ч а ю щ и и с я тем, что i.)n вынолнен нз отдельных кольцевых чаете, установленных с зазорами,
1ред}1азиаче11пым11 для подачи смаз- iii, а я с я тем, |1 на niiyipeiiiiioio поверхност) кристаллизатора. 2. Форма выполнения кристал;111затора по пункту 1, о т л и ч а кчто для рС1Ллл|)()1.аФ:1г. 2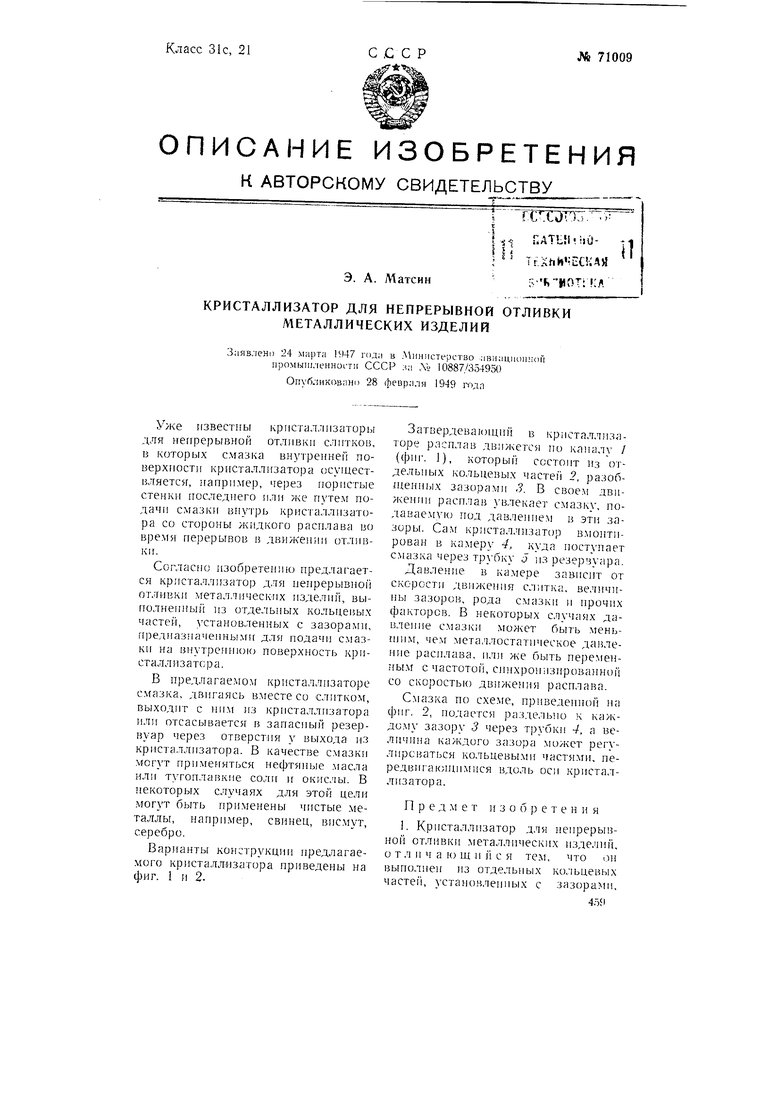
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ смазки внутренней поверхности кристаллизатора непрерывного литья | 1946 |
|
SU69635A1 |
| Кристаллизатор для непрерывной разливки металла | 1961 |
|
SU143215A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| Плазменная шахтная печь для переработки радиоактивных отходов низкого и среднего уровня активности | 1990 |
|
SU1810391A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| Способ литья слитков в кристаллизаторе скольжения | 1991 |
|
SU1826931A3 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1997 |
|
RU2162767C2 |
| Способ непрерывной разливки металлов | 1975 |
|
SU533129A1 |
| Способ отливки крупных слитков и устройство для его осуществления | 1981 |
|
SU1011330A1 |
| Способ изготовления профильных заготовок | 1986 |
|
SU1393492A1 |