Изобретение относится к области обработки металлов давлением, а точнее к прокатному производству, и наиболее эффективно может быть использовано в главных линиях станов винтовой прокатки при производстве труб и круглого сорта.
Известна главная линия шаропрокатного стана, см. авторское свидетельство №1655030, кл. В21Н 1/14, заявл. 24.04.89 г., опубл. 20.05.99 г.
Эта линия содержит рабочую клеть с валками, соединенными с универсальными шпинделями, которые через промежуточные валы связаны с приводом, а также механизм разворота одного валка относительно другого.
Недостатком указанной конструкции являются значительные простои оборудования, связанные с использованием ручного труда и цехового грузоподъемного крана во время перевалки валков в рабочей клети, когда необходимо "стянуть" универсальные шпиндели с концов приводных валов рабочих валков. Во время этой операции, поддерживая поочередно каждый универсальный шпиндель грузоподъемным краном, вручную отсоединяют их от приводных валов рабочих валков, что при наличии сопрягаемого оборудования (например, загрузочно-выгрузочных столов, транспортных, передающих средств и так далее) вызывает большие затруднения для работы обслуживающего персонала.
Другим недостатком указанной линии являются значительные непроизводительные простои оборудования, связанные с низкой долговечностью универсальных шпинделей и частой их заменой, что особенно актуально в тяжелонагруженных прокатных станах, где масса шпинделя может достигать 10-ти и более тонн.
Указанный недостаток объясняется тем, что для компенсации изменения расстояния между шарнирами универсального шпинделя для различных настроек валков клети рабочей линии прокатного стана, что особенно характерно для станов винтовой прокатки, непосредственно вал шпинделя выполнен из двух частей, подвижно соединенных друг с другом с помощью шлицевого или какого-либо другого соединения, что снижает его жесткость и долговечность и требует частой замены.
Из известных наиболее близкой по технической сущности является главная линия стана винтовой прокатки, описанная в патенте США №4118967, кл. 72-239, заявл. 25.07.77 г., опубл. 10.10.78 г.
Известная линия содержит рабочую клеть с валками, фланцы которых соединены с универсальными шпинделями, гидроцилиндры перемещения шпинделей вдоль их осей и привод. Каждый из гидроцилиндров перемещения шпинделей закреплен на двух стойках рамы, в направляющих которой с возможностью перемещения от этих гидроцилиндров размещены две тележки, несущие каждая замковую головку с гидрозажимом. Тележки с замковыми головками размещены вне рабочей зоны универсальных шпинделей. На шейках валков рабочей клети закреплены шарниры универсальных шпинделей, соединяющие валки с приводом рабочей клети.
При перевалке валки рабочей клети разводятся от оси прокатки, при этом шарниры шпинделей ориентируются в замковых головках и фиксируются гидрозажимами, после чего гидроцилиндры перемещают тележки вместе с замковыми головками и зажатыми в них шарнирами шпинделей вдоль оси валов шпинделей, отодвигая шарниры от приводных шеек валков рабочей клети на требуемое расстояние, позволяя, тем самым, беспрепятственно произвести перевалку валков рабочей клети.
Недостаток известной конструкции главной линии стана винтовой прокатки заключается в значительных непроизводительных простоях прокатного стана при замене шпинделей, связанных с тем, что гидроцилиндры перемещения универсальных шпинделей закреплены на стойках рамы, которая закрывает сверху как сами шпиндели, так и примыкающее к рабочей клети технологическое оборудование (например, передний или задний стол прокатного стана).
Значительные непроизводительные простои прокатного стана связаны также с частой заменой шпинделей из-за их низкой долговечности, особенно в тяжелонагруженных прокатных станах, где масса шпинделя составляет более 10 тонн. Это объясняется тем, что для изменения расстояния между шарнирами универсального шпинделя при настройках валков прокатного стана вал шпинделя выполнен из двух частей, подвижно соединенных между собой, например, шлицевых соединением, что снижает его жесткость и долговечность и требует частой замены.
Наличие подвижного соединения предопределяет наличие в нем гарантированного бокового зазора и, как результат, прогиб вала в этом соединении под воздействием силы тяжести. Во время работы при вращении шпинделя за один его оборот происходит два раза изменение знака прогиба вала, что является причиной возникновения вибрационной динамической нагрузки, воздействующей на шлицевое (или другое) подвижное соединение, но что более отрицательно - эти нагрузки передаются на подшипники шарниров универсального шпинделя, которые и без этого уже нагружены значительными (статическими и динамическими) нагрузками, передавая крутящий момент от валков рабочей клети к приводу.
Наличие рамы, размещенной на четырех стойках и закрывающей сверху шпиндели и примыкающее к ним оборудование, значительно затрудняет работу обслуживающего персонала при использовании грузоподъемного крана во время замены изношенных шпинделей на новые, что особенно актуально на тяжелонагруженных прокатных станах, и приводит к значительным потерям рабочего времени.
Аналогичные потери рабочего времени могут возникать в нештатных ситуациях, когда грузоподъемным краном необходимо извлечь из-под упомянутой рамы либо захоложенную заготовку, либо застрявшее прокатанное изделие.
Задача настоящего изобретения состоит в создании главной линии стана винтовой прокатки, позволяющей сократить непроизводительные простои стана винтовой прокатки, связанные с затратами рабочего времени при перевалке валков на рассоединение (соединение) фланцев валков рабочей клети и шарниров универсальных шпинделей без использования на эту операцию грузоподъемного крана и с сокращением количества замен изношенных шпинделей на новые.
Поставленная задача достигается тем, что главная линия стана винтовой прокатки, содержащая рабочую клеть с валками, соединенными своими фланцами с универсальными шпинделями, шарниры каждого из которых соединены между собой валом, гидроцилиндры перемещения шпинделей вдоль их осей и привод, согласно изобретению снабжена расположенными со стороны рабочей клети под каждым универсальным шпинделем поддерживающими роликами с приводом качания от гидроцилиндров и соединяющими шпиндели с приводом промежуточными валами, размещенными в подшипниковых опорах корпусов, установленных на опорной раме, а гидроцилиндры перемещения шпинделей установлены попарно в расточках, выполненных в корпусах подшипниковых опор промежуточных валов, расположенных вблизи универсальных шпинделей, при этом на концах штоков каждой пары гидроцилиндров размещена установленная с возможностью перемещения относительно промежуточного вала профильная доска с центральным отверстием и опорным роликом, опирающимся на кронштейн, смонтированный на корпусе подшипниковой опоры, а на ступице фланца, установленного подвижно на конце промежуточного вала, закреплены две кольцевые шпонки для ограничения перемещения профильной доски, при этом вал универсального шпинделя выполнен целиковым.
Такое конструктивное выполнение главной линии стана винтовой прокатки позволит сократить непроизводительные простои прокатного стана за счет уменьшения потерь рабочего времени при перевалке валков на рассоединение (соединение) фланцев валков рабочей клети и шарниров универсальных шпинделей без использования цехового грузоподъемного крана и сокращения количества замен изношенных шпинделей.
Это достигается тем, что перемещение каждого шпинделя осуществляется от двух гидроцилиндров, смонтированных на опорной стойке промежуточного вала, а удержание каждого шпинделя производится размещенным под ним поддерживающим роликом с приводом его регулирования по высоте.
Кроме того, благодаря тому, что фланец промежуточного вала со стороны шарнира универсального шпинделя смонтирован подвижно относительно промежуточного вала, возможно использовать сам вал универсального шпинделя целиковым и, тем самым, значительно снизить вибрационные динамические нагрузки на узлы шпинделя, повысить его долговечность, что снизит количество его замен и затраты времени на эту операцию.
Предложенное решение позволит также улучшить условия обслуживания при использовании грузоподъемного крана во время замены изношенных шпинделей на новые и при нештатных ситуациях при извлечении захоложенных заготовок либо застрявшего проката.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен общий вид главной линии стана винтовой прокатки;
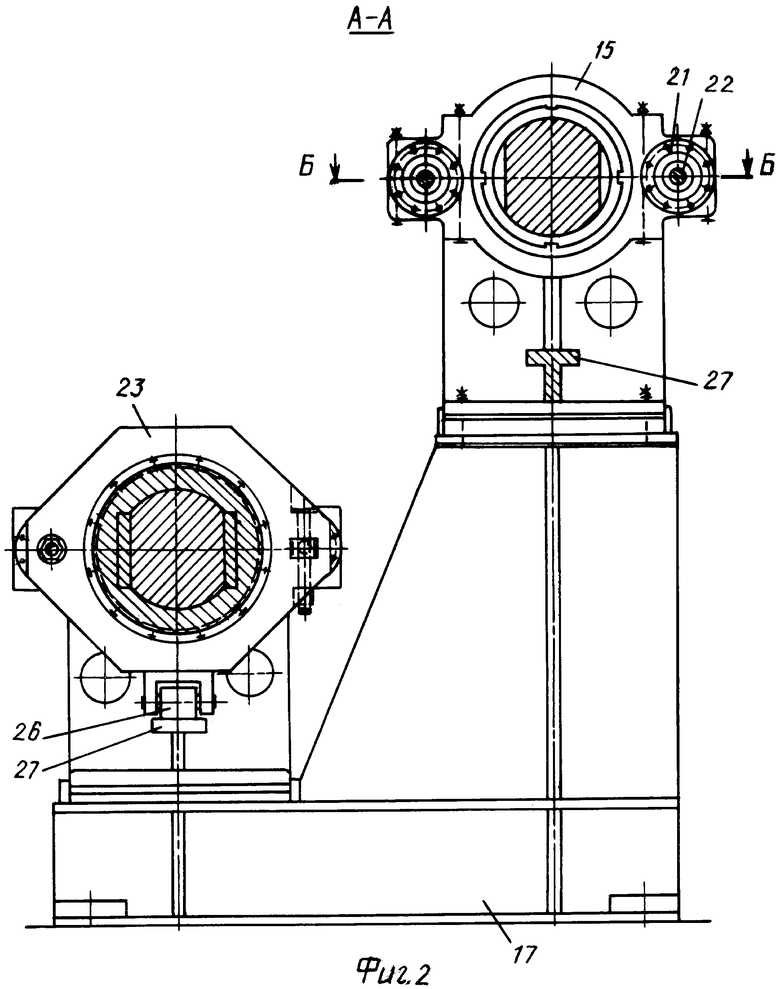
на фиг.2 - разрез А-А на фиг.1;
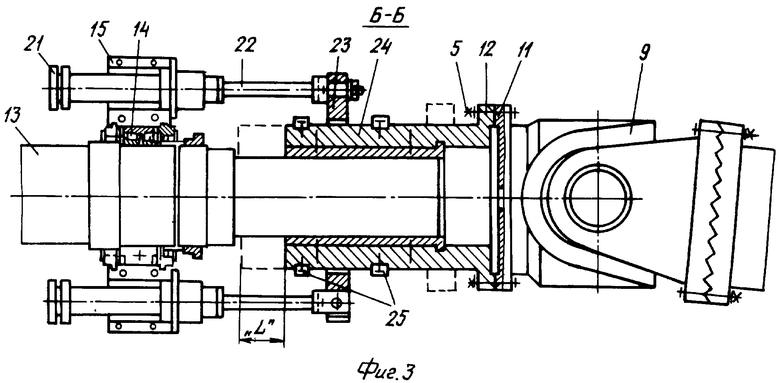
на фиг.3 - разрез Б-Б (повернутый) на фиг.2;
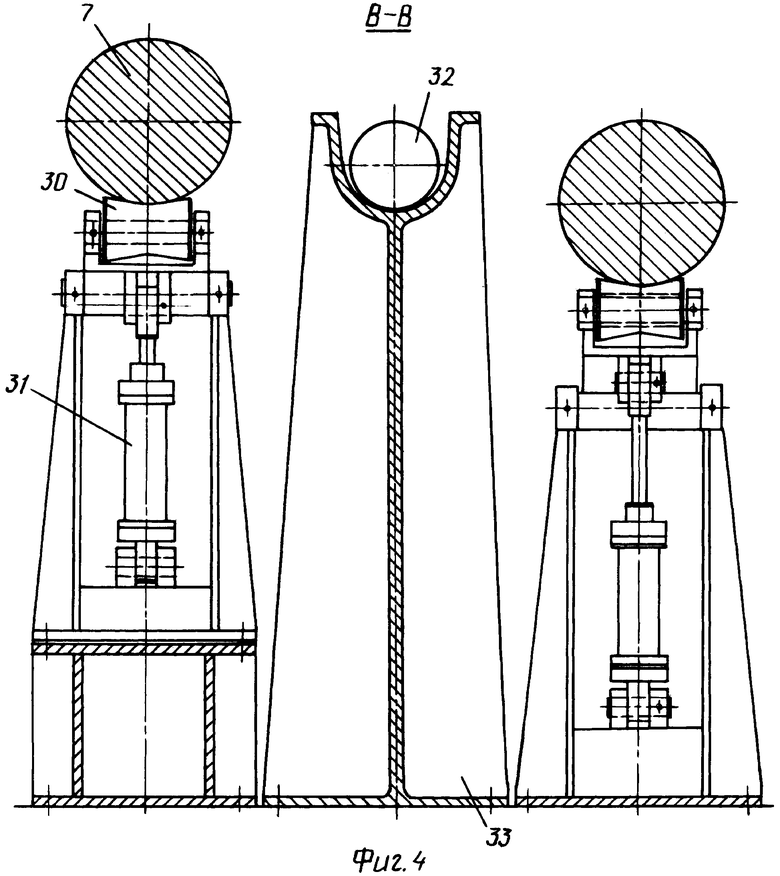
на фиг.4 - разрез В-В на фиг.1;
на фиг.5 - место Г на фиг 1 в увеличенном масштабе.
Главная линия стана винтовой прокатки содержит рабочую клеть 1 с валками 2, приводные шейки 3 которых снабжены фланцами 4, соединенными крепежными элементами 5 с соответствующими фланцами 6 универсальных шпинделей 7, шарниры 8, 9 каждого из которых соединены между собой целиковым жестким валом 10. Шарниры 9 своими фланцами 11 жестко соединены с фланцами 12, подвижно смонтированными на промежуточных валах 13, размещенных в подшипниковых опорах 14 корпусов 15, 16, смонтированных на опорной раме 17. Промежуточные валы 13 посредством зубчатых муфт 18 соединены с приводом, включающим шестеренную клеть 19 и электродвигатель 20. В расточках корпусов 15, 16 подшипниковых опор промежуточного вала 13 попарно установлены гидроцилиндры 21 перемещения шпинделей вдоль их осей. На концах штоков 22 каждой пары гидроцилиндров 21 размещена установленная с возможностью перемещения относительно промежуточного вала профильная доска 23 с центральным отверстием, диаметр которого превышает диаметр ступицы 24 фланца 12. На ступице 24 жестко закреплены две кольцевые шпонки 25 для ограничения перемещения профильной доски 23. Профильная доска 23 снабжена опорным роликом 26, контактирующим с кронштейном 27, смонтированным на корпусе 15 подшипниковых опор 14 и разгружающим штоки 22 гидроцилиндров 21 от консольной нагрузки веса профильной доски 23.
Каждый фланец 6 шарнира универсальных шпинделей 7 со стороны рабочей клети снабжен жестко закрепленным конусным пальцем 28, а во фланце 4 приводной шейки 3 каждого валка 2 выполнена конусная воронка 29, что облегчает центрирование фланцев 4 и 6 при соединении шпинделей 7 с валками 2.
Со стороны рабочей клети 1 под каждым универсальным шпинделем 7 расположен холостой поддерживающий ролик 30 с приводом качания от гидроцилиндра 31, который служит для удержания шпинделя навесу во время перевалки, а также для точной коррекции его положения в вертикальной плоскости во время рассоединения (соединения) фланцев 4 и 6.
При прокатке вращение и крутящий момент валкам 2 рабочей клети 1 передаются от электродвигателя 20, шестеренной клети 19 через зубчатые муфты 18, промежуточные валы 13 и универсальные шпиндели 7, фланцы 6 и 11 которых посредством крепежных элементов 5 жестко соединены соответственно с фланцами 4 валков 2 и фланцами 12 промежуточных валов 13. Подвижность фланцев 12 относительно промежуточных валов 13 компенсирует изменение трех пространственных координат шарниров 8 универсальных шпинделей 7 при различных перемещениях валков 2 при изменениях настройки рабочей клети 1. Для исключения механического трения поддерживающие ролики 30 опущены, а профильная доска 23 находится в среднем положении между разрезными кольцевыми шпонками 25.
При перевалке валки 2 механизмами рабочей клети 1 разводят в "положение перевалки", когда универсальные шпиндели 7 пространственно расположатся над поддерживающими роликами 30, которые затем поднимаются гидроцилиндрами 31 до соприкосновения с универсальными шпинделями 7, после чего снимают крепежные элементы 5, стягивающие фланец 4 валка 2 с фланцем 6 универсального шпинделя 7. Затем гидроцилиндрами 21 перемещают профильные доски 23 до упора каждой в соответствующую разрезную кольцевую шпонку 25 и далее перемещают фланцы 12 со ступицами 24, а соответственно, и полностью универсальные шпиндели 7 на величину "L", при этом происходит рассоединение фланцев 4 и 6 со стороны валков 2. После замены валков 2 на новые производят указанные выше операции в обратной последовательности. Гидроцилиндрами 21 проталкивают профильные доски 23, каждая из которых, перекатываясь своим опорным роликом 26 по кронштейну 27 корпуса 15 и упираясь во вторую разрезную кольцевую шпонку 25, перемещает соответствующий универсальный шпиндель 7 по направлению к рабочей клети 1. При этом конусный палец 28, жестко закрепленный во фланце 6, попадает в зону расположения конусной воронки 29 приводной шейки 3 валка 2 и центрирует фланцы 6 и 4. При необходимости возможно дополнительное корректирование в пространстве фланца 6 с помощью поддерживающего ролика 30 и гидроцилиндра 31. После этого монтируют крепежные элементы 5, опускают вниз поддерживающие ролики 30, профильную доску 23 устанавливают в среднее положение между двумя разрезными кольцевыми шпонками 25. После настройки рабочей клети 1 рабочая линия стана винтовой прокатки готова к работе.
Замену изношенных универсальных шпинделей 7 на новые осуществляют с помощью цехового грузоподъемного крана. Предварительно застропованный универсальный шпиндель разъединяют сначала от фланца 4 валка 2, затем отодвигают его с помощью гидроцилиндров 21 от рабочей клети 1 на величину "L", далее разъединяют фланцы 11 и 12 соответственно шпинделя 7 и промежуточного вала 13. Установку нового шпинделя производят в обратной последовательности.
При возникновении нештатных ситуаций, таких как извлечение захоложенных заготовок 32 из примыкающего к рабочей клети 1 оборудования 33 либо застрявшего проката, обеспечивается свободный доступ сверху при использовании в этих ситуациях цехового грузоподъемного крана, а также удобство в работе обслуживающего персонала.
Предложенная главная линия стана винтовой прокатки по сравнению с известными позволит сократить непроизводительные простои оборудования, уменьшить количество замен изношенных универсальных шпинделей и улучшить условия обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения вала рабочего валка с валом шестеренной клети прокатного стана | 1990 |
|
SU1755985A1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| МНОГОКЛЕТЕВОЙ СТАН ПРОДОЛЬНОЙ ПРОКАТКИ | 2008 |
|
RU2403106C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2004 |
|
RU2283707C2 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ ШПИНДЕЛЯ ПРОКАТНОГО СТАНА | 1994 |
|
RU2048221C1 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| Узел консольного валка прокатного стана | 1982 |
|
SU1034801A1 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |

Изобретение относится к прокатному производству и наиболее эффективно может быть использовано в главных линиях станов винтовой прокатки при производстве труб и круглого сорта. Главная линия стана винтовой прокатки содержит рабочую клеть с валками, соединенными своими фланцами с универсальными шпинделями, шарниры каждого из которых соединены между собой целиковым валом, гидроцилиндры перемещения шпинделей вдоль их осей и привод. Со стороны рабочей клети под каждым универсальным шпинделем установлены поддерживающие ролики с приводом качания от гидроцилиндров. Шпиндели соединены с приводом промежуточными валами, размещенными в подшипниковых опорах корпусов, установленных на опорной раме. Гидроцилиндры перемещения шпинделей установлены попарно в расточках, выполненных в корпусах подшипниковых опор промежуточных валов, расположенных вблизи шпинделей. На концах штоков каждой пары гидроцилиндров размещена установленная с возможностью перемещения относительно промежуточного вала профильная доска с центральным отверстием и опорным роликом, опирающимся на кронштейн, смонтированный на корпусе подшипниковой опоры. На ступице фланца, установленного подвижно на конце промежуточного вала, закреплены две кольцевые шпонки для ограничения перемещения профильной доски. Обеспечивается сокращение непроизводительных простоев оборудования, уменьшение количества замен изношенных универсальных шпинделей и улучшение условий обслуживания. 5 ил.
Главная линия стана винтовой прокатки, содержащая рабочую клеть с валками, соединенными своими фланцами с универсальными шпинделями, шарниры каждого из которых соединены между собой валом, гидроцилиндры перемещения шпинделей вдоль их осей и привод, отличающаяся тем, что она снабжена расположенными со стороны рабочей клети под каждым универсальным шпинделем поддерживающими роликами с приводом качания от гидроцилиндров и соединяющими шпиндели с приводом промежуточными валами, размещенными в подшипниковых опорах корпусов, установленных на опорной раме, а гидроцилиндры перемещения шпинделей установлены попарно в расточках, выполненных в корпусах подшипниковых опор промежуточных валов, расположенных вблизи универсальных шпинделей, при этом на концах штоков каждой пары гидроцилиндров размещена установленная с возможностью перемещения относительно промежуточного вала профильная доска с центральным отверстием и опорным роликом, опирающимся на кронштейн, смонтированный на корпусе подшипниковой опоры, а на ступице фланца, установленного подвижно на конце промежуточного вала, закреплены две кольцевые шпонки для ограничения перемещения профильной доски, при этом вал универсального шпинделя выполнен целиковым.
| US 4118967, 10.10.1978 | |||
| Главная линия стана для прокатки шаров | 1978 |
|
SU685399A1 |
| Главная линия стана поперечно-винтовой прокатки | 1976 |
|
SU700989A1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ДЛЯ ПРОКАТКИ ШАРОВ | 1998 |
|
RU2162025C2 |
| JP 2001232408, 28.08.2001 | |||
| JP 2000061516, 05.07.1999 | |||
| DE 19854330, 31.05.2000. | |||

