I
Изобретение относится к прокатному производству, а именно к устройствам контроля плоскостности стальной полосы при холодной прокатке.
Известно устройство контроля плоско гности полосы контактного типа, содержащее набор расположенных по ширине полосы роликов, связанных с чувствительными элементами выходные сигналы которых используют для управления работой клети 1.
Однако для уменьшения проскальзывания, роликов их необходимо поджимать к поверхности полосы со значительным усилием. При работе с сильно натянутой полосой это требует применения массивных, громоздких роликов и несущих конструкций. Кроме того, в местах контакта с роликами на поверхности полосы остаются следы.
Наиболее близким к описьгваемому изобретению по технической сушности и достигаемому результату является устройство, контроля плоскостности ферромагнитных полос, принцип действия которого основан на замере пере.мещения участков полосы под действием
силы притяжения магнитов. Устройство содержит ряд закрепленных на станине и расположенных по ширине прокатываемой полосы электромагнитов, вблизи которых размешены чувствительные элементы в виде индуктивных датчиков, электрически связанных со схемой обработки сигналов. В процессе прокатки индуктивные датчики выдают сигналы, пропорциональные расстояниям до отдельных участков полосы, притягиваемой магнитами. При появлении коробоватости или волнистого края расстояние от полосы до соответствующего датчика изменяется и последний выдает сигнал, свидетельствующий о наличии дефекта плоскостности 2.
Известное устройство имеет недостаточное быстродействие, чувствительность и точность, что особенно О1цутимо при высоких скоростях прокатки. Указанные недостатки в значительной мере обусловлены относительно большой инерционностью устройства, проявляющейся,. в частности, при работе с массивной, сильно натянутой полосой, слабо реагирующей на притяжение даже мощных, крупногабаритных магнитов. Кроме того, расположение ивдуктивных датчиков вблизи взаимодействующих с полосой магьгитов снижает точность измерения расстояния до полосы вследствие неизбежных наводок. Точность работы устройства ограничена также тем, что процесс измерения в нем состоит из двух этапов: притяжение деформированного участка магнитами и измерение величины этого перемещения. При этом, в ходе каждой операции вносятся погрешности, которые, суммируясь, отрицательно сказываются на точности выходного сигнала.
Цель изобретения - устранение указанных недостатков, т.е. разработка конструкции устройства для определения .плоскостности полосы, обеспечивающей повышение быстродействия, чувствительности и точности контроля.
Поставлекиая цель достигается тем, что в устройстве ii:-i i контроля плоскостности стальной полосы, содержащем станину, несущую, ряд расположенных по цшрине полосы магнитов и чувствнтепьшлхэлементов, соединенных со схемой обработки сигналов, магниты связаны со станиной через жестко закрепленные на ней чувствительные элементы в виде силоизмерительнььч датчиков. .На чертеже схематически изображено предлагаемое устройство.
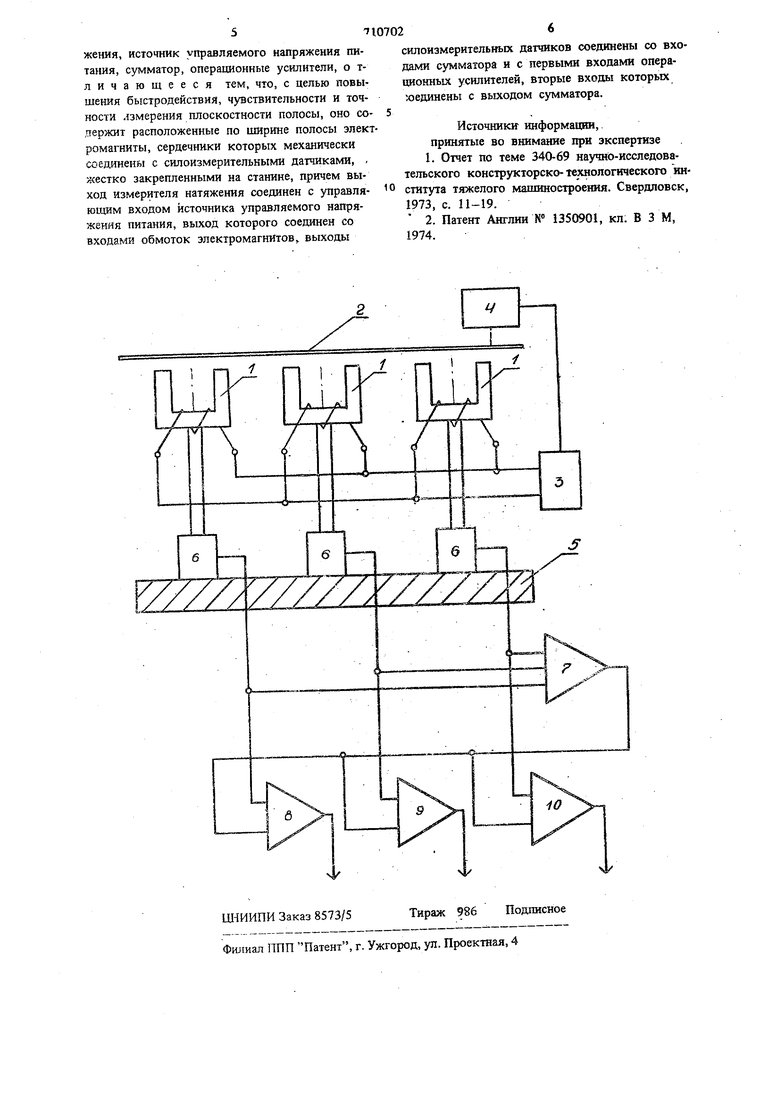
Схема устройства содержит электромагниты 1 постоянного тока, расположенные по ширине контролируемой полосы 2 на равном расстоянш- от псе. Число магнитов зависит от .ширины .прокатываемой полосы и требуемой точности контроля и составляет не менее трех. Питание обмоток магнитов осуществляется от источника 3, управляемого измерителем 4 натяжения полосы таким образом, что с увеличением натяжения полосы ток в обмотках магнитов, а сле.цовательно и тянущее усилие по- следних, увелячивается. Магниты 1 механически соедд1пеи;-,1 со станиной 5 через жестко закрепленаьге.ги;; ней гувствительные элементы 6. В качестве чувствительных элементов могут быть npiihjeitiCHbi любьш электрические силоизмерительйые датчики, например тензометрические. 4 1зс1вителькые элементы 6 соединены со схемой обработки сигналов, содержащей сумматор 7, входы которого соединены с выходами увстБИтельных элементов 6, а выход соединен со входами огйрадионных усилителей 8, 9 и 10, вторые входы которых соединены с выходами п вствительнь х элементов 6. Выходы операционных усилителей соединяются со входами индикаторного устройства и регулятора раствора валкоз (на чертеже не показаны).
Устройство работает следующим образом. При подаче тока в обмотки электромагнитов 1, между магнитами и равномерно натянутой полосой 2 возникает зона взаимного критяжения. Тянущие усилия магнитов, определяемые величиной тока в их обмотках и расстоянием до полосы, передаются закрепленным на станине чувствительным элементам (тензодатчикам) 6, которые замеряют усилие притяжения каждого магнита. С11гналы с элементов 6 поступают на вход сумматора 7, который вырабатывает усредненное значение тянущего усилия,.сравниваемое затем в каждом из операционных усилителей 8, 9 и 10 с сигналом соответствующего чувствительного элемента 6. При равных усилиях притяжения каждого из магнитов, что бьшает при плоской полосе, сигнал каждого из чувствительных элементов равен найденному среднему значению и на выходах всех трех операционных усилителей присутствуют равные (нулевые) сигналы.
При появлении дефекта типа коробоватости или волнистого края имеющий меньшее натяжение дефектный участок полосы под. действием соответствующего магнита приближается к последнему, что резко увеличивает тянущее усилие данного магнита, возрастающее, в силу известной зависимости, обратно пропорционально квадрату расстояния между магнитом и полосой. Это ведет к изменению выходного сигнала одного (или нескольких) операционных усилителей, причем степень рассогласования позволяет судить о размерах дефекта. Соединение операционных усилителей с регулятором раствора валков дает возможность использовать сигнал рассогласования для регулирования работы клети таким образом, чтобы устранить отклонения натяжения, а следовательно и форм полосы, от среднего значения.
Благодаря наличию механического соединения между магнитами и чувствительными элементами, выполненными в виде силоизмерительных датчиков, не реагирующих на наводки, такое устройство позволяет судить о дефектах плоскостности непосредственно по изменениям тянущего усилия магнитов без последующего преобразования этого усилия в изменение расстояния между магнитами и полосой, причем магниты могут обладать меньшей по сравнению с известным устройством массой и инерцией, что повышает быстродействие, чувствительность и точность контроля, и позволяет снизить процент брака, в особенности при скоростной прокатке, вести более тщательный контроль и регулирование параметров прокатываемой полосы.
Формула изобретения
Устройство для контроля плоскостности стальной полосы, содержащее измеритель натя
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля плоскостности полосы при холодной прокатке | 1979 |
|
SU854478A1 |
| Устройство для автоматического регули-РОВАНия плОСКОСТНОСТи пРОКАТыВАЕМыХпОлОС | 1978 |
|
SU827204A1 |
| Устройство для контроля плоскостности полосы при холодной прокатке | 1980 |
|
SU884766A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| Система автоматического регулирования профиля и формы полосы | 1980 |
|
SU942842A1 |
| Устройство для определения удельных натяжений по ширине прокатываемой полосы | 1988 |
|
SU1622051A1 |
| Устройство для контроля плоскостности полосы при холодной прокатке | 1987 |
|
SU1419776A1 |
| Способ контроля неплоскостности листового проката | 1982 |
|
SU1260673A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
