(5) СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОФИЛЯ И ФОРМЫ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования положения измерительного облика датчиков натяжения и формы движущейся полосы | 1981 |
|
SU992107A1 |
| Устройство для автоматической стабилизации толщины полосы на прокатном стане | 1991 |
|
SU1784317A1 |
| Устройство автоматического регулирования толщины прокатываемой полосы | 1990 |
|
SU1731321A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1990 |
|
SU1729643A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1989 |
|
SU1667972A1 |
| Устройство для регулирования жесткости прокатной клети | 1977 |
|
SU749479A1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЛЕДЯЩИЙ ПРИВОД | 1991 |
|
RU2029890C1 |
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ СЕРВОПРИВОД | 1992 |
|
RU2072544C1 |
| Устройство совмещенного регулирования толщины и формы полосы на стане | 1981 |
|
SU997880A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
1
Изобретение относится к прокатному производству, а именно к системам регулирования технологических параметров на станах холодной прокатки.
Известно устройство для устранения волнистости и коробоватости листового проката, в котором регулирование профиля и формы полосы производится следующим образом. Лист размещается между двумя параллельными опорными плитами, в которых смонтировано большое количество равномерно расположенных гидродомкратов и зажимается в вертикальном положении. Каждый домкрат содержит щуп, измеряющий искажение формы, для чего щупы одновременно подводятся к поверхности проката с двух сторон. Полученная информация поступает в блок, который вычисляет величину хода и усилия правки для каждого домкрата. Включаются домкраты, расположенные только с выпуклой стороны поверхности, которые осуществляют местный прогиб проката в сторону, обратную выпуклости 1 }.
Недостатками устройства яапяются громоздкость и сложность конструкции, введение процесса регулирования формы листа не в темпес процессом его прокатки, а после пореза на листы и установки каждого из них в опорные плиты.
10
Известно также устройство регу лирования профиля и формы полосы, содержащее секционный измеритель натяжения по ширине полосы, электромагниты, блоки сравнения и регулиро15вания, которое по информации от секционного измерителя натяжения управляет секциями электромагнитов, создающих различные по ширине полосы местные натяжения в ней, тем самым
20 устраняя искажения формы в процессе прокатки 2.
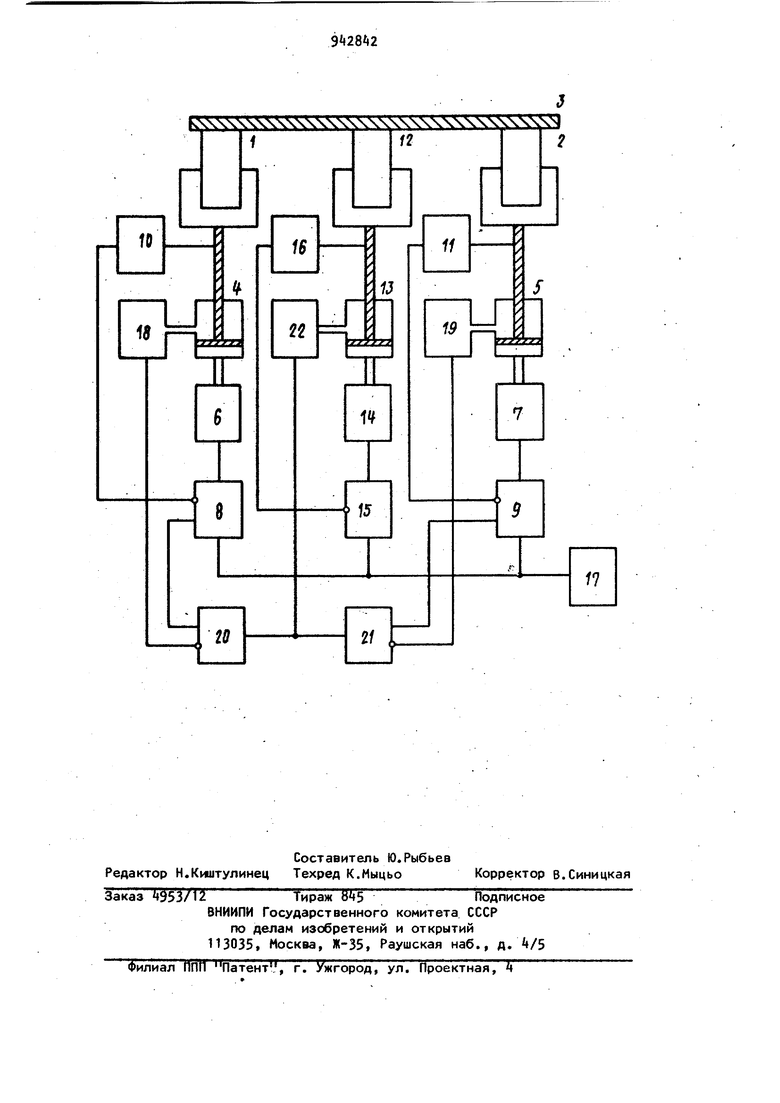
Недостатками таких устройств является невозможность их использования для регулирования формы полос из немагнитных материалов (например меди, латуни, алюминия), а также запаздывание управляющего воздействия при устранении искажений формы полосы. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является уст ройств для регулирования плоскостности метал лйческого листа при прокатке. Плоскостностью прокатываемого листа управляют путем изменения распределения натяжения по ширине листа с помощью коротких роликов, установленных по середине и краям полосы. Эти ролики механически связаны со штока ми гидроцилиндров которые в свою очередь через регулятор связаны с датчиками формы. По информации от д чиков формы, установленных на удалении от регулирующих роликов, гидроцилиндры через штоки перемещают ролики и устраняют искажения формы полосы Д, Однако это устройство характеризуется необходимостью использования при регулировании формы полосы датчиков формы, Мто приводит к усложнению конструкции, запаздыванием в отработке сигналов искажения профиля и формы полосы (величина запазды вания определяется расстоянием между измерительными и регулирующими р ликами) ; недостаточной точностью ре гулирования вследствие наличия погрешности в оценке формы полосы. Эт недостаток возникает из-за расположения измерительных роликов на расстоянии от регулирующих и является результатом дополнительного перерас пределения внутренних напряжений в полосе на удалении от очага деформа ции в соответствии с принципом СенВенана. Цель изобретения - улучшение качества прокатываемой полосы за счет устранения запаздывания в оценке и регулировании формы полосы. Указанная цель достигается тем, мто в устройстве, содержащем ролики установленные по краям полосы, меха нически связанные со штоками первого и второго гидроцилиндров, а также ролик, установленный по середине полосы и механически связанный со штоком третьего гидроцилиндра, дополнительно установлены ,по числу гидроцилиндров датчики положения, датчики давления, электрогидравлические преобразователи, а также сумматоры и задатчик положения, причем гидравлические входы первого и второго гидроцилиндров через электрогидравлические преобразователи соединены с электрическими выходами первого и второго сумматоров, инверсные входы первого и второго сумматоров подключены к выходам первого и второго датчиков положения, которые своими входами механически соединены со штоками первого и второго гидроцилиндров, гидравлический же вход третьего гидроцилиндра через электрогидравлический преобразователь соединен с электрическим выходом третьего сумматора, инверсный вход третьего сумматора подсоединен к выходу третьего датчика положения, который своим входом механически связан со штоком третьего гидроцилиндра, первые прямые входы первого, второго и третьего сумматоров подключены к выходу задатчика положения, кроме того, гидравлические выходы первого и второго гидроцилиндров подсоединены ко входам первого и второго датчиков давления, электрические выходы которых подсоединены к инверсным входам четвертого и пятого сумматоров, а гидравлический выход третьего гидроцилиндра подсоединен ко входу третьего датчика давления, электрический выход которого подсоединен к прямым входам четвертого и пятого сумматоров, выходы которых соединены со вторыми прямыми входами первого и второго сумматоров. . За счет использования одних и тех же роликов как для измерения искажений формы полосы путем обработки сигналов от дополнительно установленных датчиков давления в полостях гидроцилиндров, так и для регулирования искажений формы полосы путем воздействия на ролики со стороны гидроцилиндров с использованием датчиков положения, сумматоров и электрогидравлических преобразователей достигается устранение запаздывания в оценке и регулировании формы полосы, что приводит к повышению ее качества. На чертеже изображена схема предлагаемого устройства. Система автоматического регулирования профиля и формы полосы СО держит ролики 1 и 2, расположенные по краям полосу 3, механически связанные со штоками гидроцилиндров 4 и 5 гидравлические входы которых через электрогидрааличес кие 6 и 7 пр образователи связаны с электрическими выходами сумматоров 8 и 9, инверсные входы которых подключены к выходам датчиков 10 и 11 положения соответственно, которые своими входа ми механически связаны со штоками гидроцилиндров и 5, ролик 12, расположенный по середине полосы 3 меха нически связан со штоком гидроцилинд ра 13, гидравлический вход которого через электрогидравлический Н преобразователь связан с электрическим выходом сумматора 15, инверсный вход сумматора 15 подключен к выходу датчика 1б положения, который своим вхо дом механически связан со штоком гид роцилиндра 13, первые прямые входы сумматоров 8, Эй 15 подключены к выходу задатчика 1 положения. Кроме того, гидравлические выходы гидроцилиндров i и 5 подсоединены ко входам датчиков 18 и 19 давления, электрические выходы которых подключены к инверсным входам сумматоров 20 и 21, а гидравлический выход гидроцилиндра 13 подсоединен ко входу датчика 22 давления, электрический выхо которого подключен к прямым входам сумматоров 20 и 21, выходы которых связаны со вторыми прямыми входами сумматоров 8 и 9. Устройство работает следующим образом. Перед началом прокатки ролики 1, 2 и 12,установленные на выходе из клети по середине и по краям полосы 3, находятся в крайнем нижнем положении ГТосле заправки полосы 3 в последующую клеть или на моталку по команде от устройства наличия металла в валках последующей клети, или от датчик тока привода моталки подается сигнал из задатчика 1 положения через сумм торы 8, 9 и 15 на входы электрогидравлических 6, 7 и 14 преобразователей Выходной сигнал задатчика 17 положения характеризует заданное положение роликов 1, 2 и 12. воздействующих на прокатываемую полосу 3 с усилием , с ответствующим заданному натяжению. Задание на исходное положение роликов 1, 2 и 12 выбрано по середине диапазона его возможного изменения. Под действием этого сигнала электрогидравлические 6, 7 и преобразователи изменяют давления в полостях гидроцилиндров А, 5 и 13, вызывая перемещения их штоков, связанных с роликами 1, 2 и 12. Датчики 10, 11 и 16 положения механически связанные со штоком гидроцилиндров i, 5 и 13 соответственно и характеризующие положение роликов 1, 2 и 12, вырабатывают сигналы отрицательной обратной связи по положению этих роликов и подают их на инверсные входы сумматоров 8, 9 и 15. В результате при прокатке ролики 1, 2 и 12 находятся на заданном уровне от нижнего исходного положения и воздействуют на полосу 3 при отсутствии искажений формы типа волна или короб с равными усилиями. При этом выходные сигналы датчиков 18 и 22 давления, которые гидравлически связаны с полостями гидроцилиндров 4 и 13, поступают соответственно на 1(1нверсный и прямой входы сумматора 20 и на выходе его связанном со вторым прямым входом сумматора 8, отсутствуют сигналы. Аналогично выходные сигналы датчиков 19 и 22 давления, которые гидравлически связаны с полостями гидроцилиндров 5 и 13 поступают, соответственно на инверсный и прямой входы сумматора 21 и на выходе его, связанном со вторым прямым входом сумматора 9, отсутствует сигнал. При появлении дефекта формы полосы 3 типа волна, что сопровождается увеличением вытяжки и уменьшением натяжений по краям полосы по сравнению с ее серединой, уменьшаются усилия воздействия полосы 3 на ролики 1 и 2, расположенные по краям полосы 3 относительно усилия, воздействующего на ролик 12, что приводит к уменьшению величины сигналов на выходах датчиков 18 и 19 давления по сравнению с величиной сигнала на выходе датчика 22 давления, в результате чего на выходах сумматоров 20 и 21, появляются положительные сигналы, поступающие на вторые прямые входы сумматоров 8 и 9. Под действием этих сигналов элек трогидравлические 6 и 7 преобразователи через гидроцилиндры и 5, штоки которых связаны с роликами 1 и 2 увеличивают усилия воздействия роликов 1 и 2 на полосу 3 по ее краям, что приводит к такому перераспределению удельных натяжений по ширине полосы, которое посредством попвчэечного перераспределения деформации сплющивания в межвалковых заборах приводит к устранению дефекта формы полосы типа волна. Аналогично при появлении дефекта формы полосы 3 типа короб, что сопровождаетсй уменьшением вытяжки и увеличением натяжений по краям полосы по сравнению с ее серединой, увеличиваются усилия воздействия полосы на ролики 1 и 2, расположенные по краям полосы относительно усилия, воздействующего на ролик 12, что при вЬдит к увеличению величины сигналов на выходах датчиков 18 и 19 давления по сравнению с величиной сигнала на выходе датчика 22 давления, в резуль тате чего на выходах сумматоров 20 и 21 появляются отрицательные сигналы, поступающие на вторые прямые входы сумматоров 8 и 9. Под действием этих сигналов элект рогидравлические 6 и 7 преобразователи через гидроцилиндры 4 и 5, штоки которых связаны с роликами 1 и 2, уменьшают усилия воздействия роликов 1 и 2 на полосу 5 по ее краям что приводит к такому перераспределению удельных натяжений по ширине полосы, которое посредством поперечного перераспределения деформации сплющивания в межвалковых зазорах приводит к устранению, дефекта формы полосы типа короб. Экономический эффект от внедрения системы по предварительному расчету 00 тыс. руб, в год. Формула изобретения Система автоматического регулирования профиля и формы полосы, содержащая ролики, установленные по краям полосы, механически связанные со штоками первого и второго гидроцилиндров, а также ролик, установлен ный по середине полосы и механически связанный со штоком третьего гидроцилиндра, отличающаяся тем, что, с целью улучшения качества прокатываемой полосы за счет устранения запаздывания в оценке и регулировании ее формы, в ней дополнительно установлены по числу гидроцилиндров датчики положения, датчики давления, электрогидравлические преобразователи, а также сумматоры и задатчик положения, причем гидравлические входы первого и второго гидроцилиндров через электрогидравлические преобразователи соединены с электрическими выходами первого и второго сумматоров, инверсные входы первого и второго сумматоров подключены к выходам первого и второго датчиков положения, которые своими входами механически соединены со штоками первого и второго гидроцилиндров, гидравлический же вход третьего гидроцилиндра через электрогидравлический преобразователь соединен с электрическим выходом третьего сумматора, инверсный вход третьего сумматора подсоединен к выходу третьего датчика положения, который своим входом механически соединен со штоком третьего гидроцилиндра, первые прямые входы первого, второго и третьего сумматоров подключены к выходу задатчика положения, кроме того, гидравлические выходы первого и второго гидроцилиндров подсоединены ко входам первого и второго датчиков давления, электрические выходы которых подсоединены к инверсным входам четвертого и пятого сумматоров, а гидравлический выход третьего гидроцилиндра подсоединен ко входу третьего датчика давления, электрический выход которого подсоединен к прямым входам четвертого и пятого сумматоров, выходы которых соединены со вторыми прямыми входами первого и второго сумматоров. Источники информации, принятые во внимание при экспертизе 1.Патент Японии № 52-2/1, кл. 12 С 311, 1976. 2.Авторское свидетельство СССР № 523733, кл. В 21 В 7/06, 197. 3.Патент Великобритании № 1501836, кл. В 21 В 37/06, 1977.
