1
Изобретение относится к измерительной технике и может быть использовано в металлургическом производстве, в, частности при контроле неплоскостности полос проката, листов из черных и цветных металлов.
Целью изобретения является повышение точности контроля и расширение сферы применения за счет измерения неферромагнитного проката.
На фиг. 1 схематически представлено- устройство, для осуществления способа; на фиг. 2 - схема реализации каналов контроля неплоскостности
Контроль неплоскостности производится на выходе клети 1, между ней и моталкой (фиг. 1). Контролируемая полоса 2, проходящая между рабочими валками ютети 1, на пути следования к моталке протягивается в зоне действия тяговых электромагнитов 3 и датчиков 4 неплоскостности, расположенных рядом с электромагнитами поперек полосы. В этой зоне на ферромагнитной полосе, вследствие притяжения к.электромагнитам, возникают местные прогибы, соотношение которых характеризует неплос- костность полосы. Для исключения влияния случайных изменений натяжения полосы на процесс выявления неплоскостности обмотки электромагнитов 3 питают от источника 5 постоянного тока, управляемого датчиком 6 натяжения полосы таким образом, что ток в обмотках (и, следовательно, сила притяжения электромагнитов) возрастает при увеличении степени натяжения.
Для контроля выявленной указанным образом неплоскостности по участку полосы, находящемуся в зоне измерения, пропускают переменный ток высокой частоты от генератора 7, а в качестве датчиков 4 неплоскостности используют измерители индукции магнитного поля этого тока. При этом рассматриваемый участок полосы пре- -вращается в проводник с током и создает в окружающем пространстве собственное магнитное поле, силовые линии которого концентрически охватывают полосу, а величина магнитной индукции в любой точке однозначно характеризуется расстоянием до полосы. Необходимое количество датчиков 4 и шаг установки их по ширине полосы определяются в каждом конкрет606732
ном случае шириной полосы и желаемой величиной разрешающей способности. Измеряемая каждым датчиком величина индукции является функцией расстоя5 ния от этого датчика до поверхности полосы, а ВЫХОД-НОЙ сигнал - функцией величины прогиба полосы в месте .установки этого датчика. Совокупность указанных сигналов в полной мере
описывает текущую форму профиля поверхности контролируемой полосы, а взятая во времени - ее неплоскостность.
Датчик может представлять собой,
5 например, катушку индуктивности, включенную в резонансный контур, настроенный на несущую частоту генератора 7. Выделенный контуром сигнал высокой частоты детектируют, в ре20 зультате чего на выходе датчика формируется электрический сигнал, являющийся функцией текущего значения расстояния между этим датчиком и близлежащим участком поверхности контролируемой полосы.
Для осуществления силового воздействия на неферромагнитную полосу в магнитном поле с целью выявления скрытой неплоскостности по участку
25
30
полосы, находящемуся в зоне измерения, пропускает постоянный электрический ток от источника 8. Выявление скрытой неплоскостности неферромагнитной полосы происходит за счет
взаимодействия поля одного или нескольких тяговых электромагнитов 3 с полем постоянного тока, протекающего по полосе. Силы, возникающие в результате этого взаимодействия,
приложены приблизительно перпендикулярно к поверхности полосы.
Для стабилизации выявления неплоскостности источник 8 должен автоматически поддерживать заданное значе-ни.е постоянного тока, протекающего по полосе.
Подключение источника 8 постоянного тока и генератора 7 высокой частоты к контролируемой полосе может быть выполнено в простейшем случае, как показано на фиг. 1, - через общие токоподводы, в качестве которых могут быть использованы, например, изолированные от земли
направляющие ролики 9 и 10, а также заземленные рабочие валки клети 1. Для обеспечения совместной работы генератора 7 и источника 8 на об31
щую нагрузку - участок полосы в зоне измерения - последовательно с ними включаются заградители 11 и . Заградитель 11 (например, конденсатор) препятствует проникновению постоянного тока источника 8 в генератор 7. Заградитель 12 (например,- дроссель) препятствует проникновению тока высокой частоты от генератора 7 в источник постоянного тока 8. .
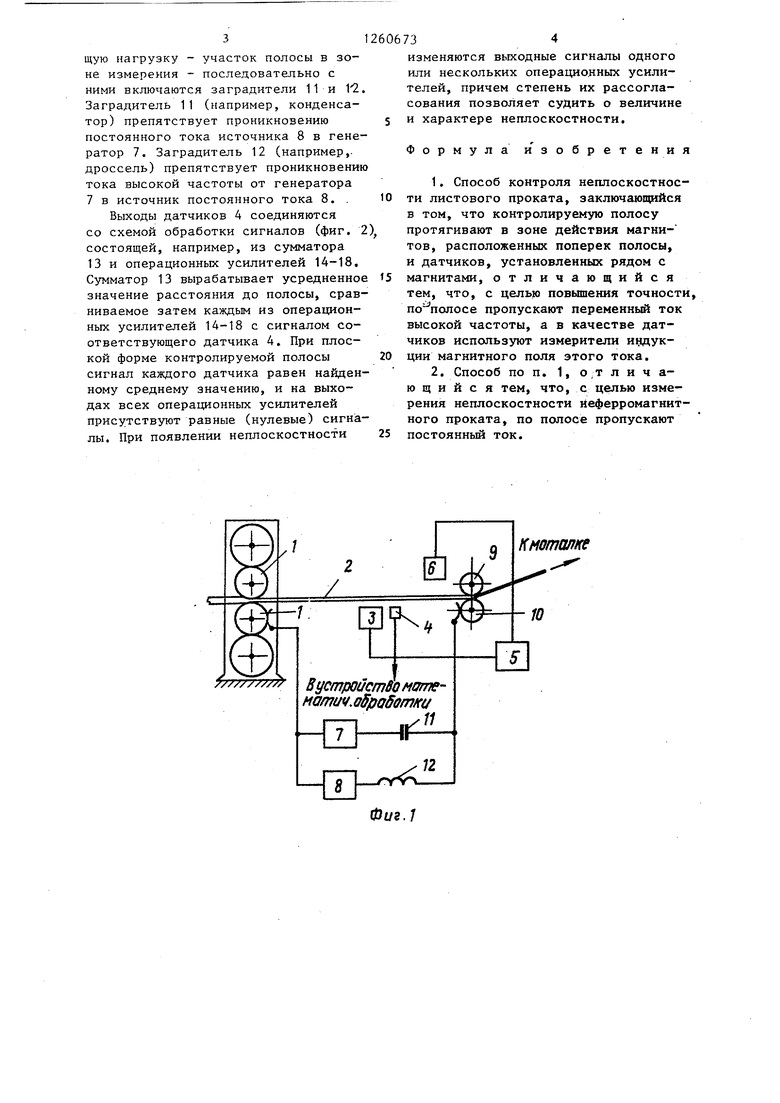
Выходы датчиков 4 соединяются со схемой обработки сигналов (фиг. 2 состоящей, например, из сумматора 13 и операционных усилителей 14-18, Сумматор 13 вырабатывает усредненное значение расстояния до полосы, сравниваемое затем каждым из операционных усилителей 14-18 с сигналом соответствующего датчика 4. При плоской форме контролируемой полосы сигнал каждого датчика равен найденному среднему значению, и на выходах всех операционных усилителей присутствуют равные (нулевые) сигналы. При появлении неплоскостности
s
5
0
5
734
изменяются выходные сигналы одного или нескольких операционных усилителей, причем степень их рассогласования позволяет судить о величине и характере неплоскостности.
Формула и зобретения
1,Способ контроля неплоскостности листового проката, заключающийся в том, что контролируемую полосу протягивают в зоне действия магии- тов, расположенных поперек полосы,
и датчиков, установленных рядом с магнитами, отличающийся тем, что, с целью повышения точности, по полосе пропускают переменный ток высокой частоты, а в качестве датчиков используют измерители ивдук- ции магнитного поля этого тока.
2.Способ по п, 1, о,т л и ч а- ю щ и и с я тем, что, с целью измерения неплоскостности неферромагнитного проката, по полосе пропускают постоянный ток.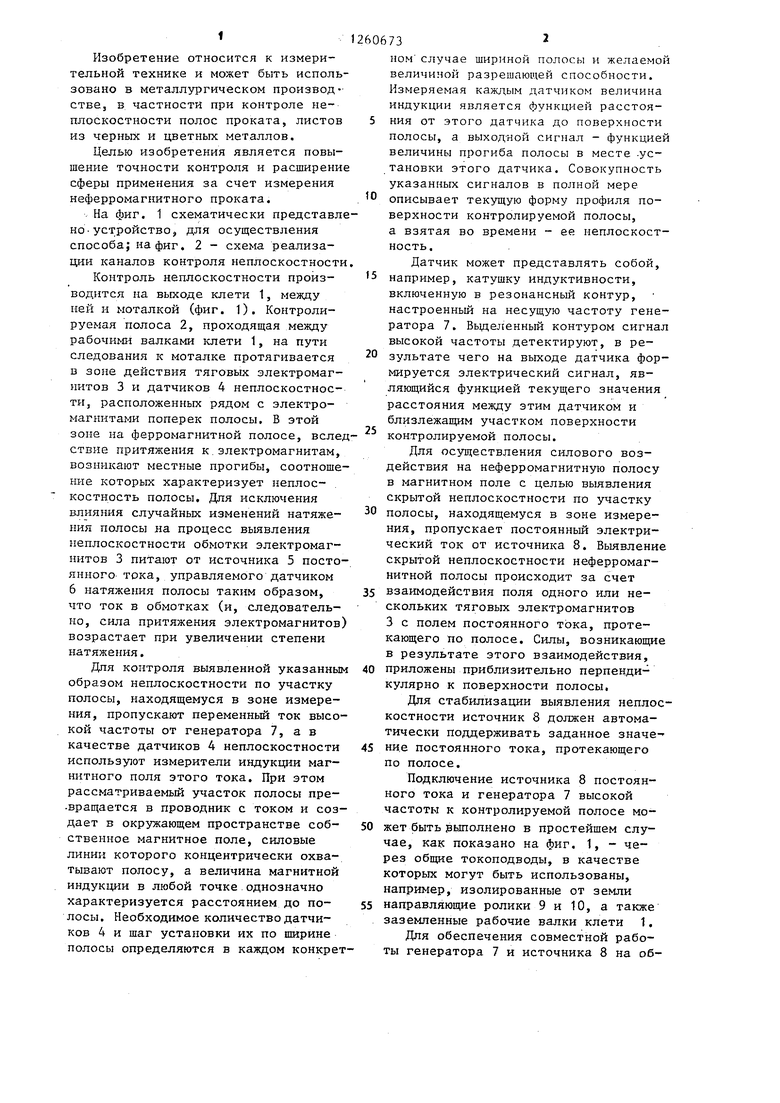
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РЕЛАКСАЦИОННОЙ КОЭРЦИТИВНОЙ СИЛЫ И РЕЛАКСАЦИОННОЙ НАМАГНИЧЕННОСТИ ПРОТЯЖЕННЫХ ИЗДЕЛИЙ ИЗ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2627122C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗБЫТОЧНОЙ КОРРОЗИИ СТАЛИ | 2015 |
|
RU2570704C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301998C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2301119C1 |
| Электромагнитоакустический преобразователь для контроля цилиндрических изделий | 1973 |
|
SU484457A1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310526C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС, В ТОМ ЧИСЛЕ ТЕРМООБРАБОТАННЫХ, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2295404C1 |
| СПОСОБ НЕПРЕРЫВНОГО КОНТРОЛЯ ИСПРАВНОСТИ ОБМОТКИ ЭЛЕКТРОМАГНИТНОГО МЕХАНИЗМА, ЦЕЛОСТНОСТИ ЦЕПЕЙ УПРАВЛЕНИЯ ТАКОЙ ОБМОТКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2020 |
|
RU2759588C1 |
| КОЭРЦИТИМЕТР НА ПОСТОЯННЫХ МАГНИТАХ | 2001 |
|
RU2210786C2 |
| СПОСОБ АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2825120C1 |
Изобретение относится к измерительной технике и может быть использовано в металлургическом производстве, в частности при контроле не- плоскостности полос проката, листов из черных и цветных металлов. Кроме того, оно может быть использовано при измерении малых расстояний и перемещений в различных областях техники. Целью изобретения является повьшение точности контроля и расширение сферы применения. Указанная цель достигается тем, что по контролируемой полосе, протягиваемой в зоне действия магнитов, расположенных поперек полосы, и датчиков, расположенных рядом с магнитами, пропускают переменный ток высокой частоты, а в качестве датчиков используют измерители индукции магнитного поля этого тока, С целью изме.рения неплоскостности неферромагнитного проката способ предусматривает пропускание по полосе постоянного тока. При этом контролируемая полоса превращается в проводник с током, благодаря чему достигается силовое взаимодействие неферромагнитной полосы с тяговыми магнитами для выявления скрытой неплоскостности, 1 з.п. ф-лы, 2 ил. о (/) О 9д 00
Bycmpoi/cmSo математик. о5ро6отки
«
Кмоталке
фуг./
D Q P
Редактор Н.Горват
Составитель А.Куликов Техред Л.Олейник
Заказ 5214/36 Тираж 670Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
фиг. 2
Корректор М.Самборская
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля плоскостности стальной полосы | 1976 |
|
SU710702A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
