Для подачи восстановительного газа в зону сварки, предлагается плоскости прилегания двух предварительно подготовленпых заготовок снабжать канавками и заполнять их вендестном, выделяющим при нагреве восстановительные газы, например, углем.
Канавки можно образовывать на наружной поверхности свариваемых заготовок у места нх взаимного прилегания.
Предлагаемый способ осуществляется следующим образом.
Заготовки / и 2, подлежащие сварке, фрезеруют по плоскостям 3 ссприкосновепия. Затем в них прорезаются канавки 4, например, как указано на фнг. 1. Обе загото-тлс далее складывают так, что канавки 4 образуют закрытый канал. Канал заполняют углем или отработанным карбюризатором, после чего гтпотзводят заварку загрузочных отверстий 5, оставляя только небольшое дренажное отверстие. После этого заготовки подвергают нагреву до 1200. При этом в зоне, окружающей свариваемые поверхиости, парниальное давление кислорода равно нулю, что, в свою очередь.
гарантирует отсутствие окислешш в свариваемой зоне.
Поате нагрева заготовки подают под пресс илн молот, где производится опрессовка по всей плоскости одновременно.
Затеи заготовки подают к прокатному стану и прокатывают на заданный профиль.
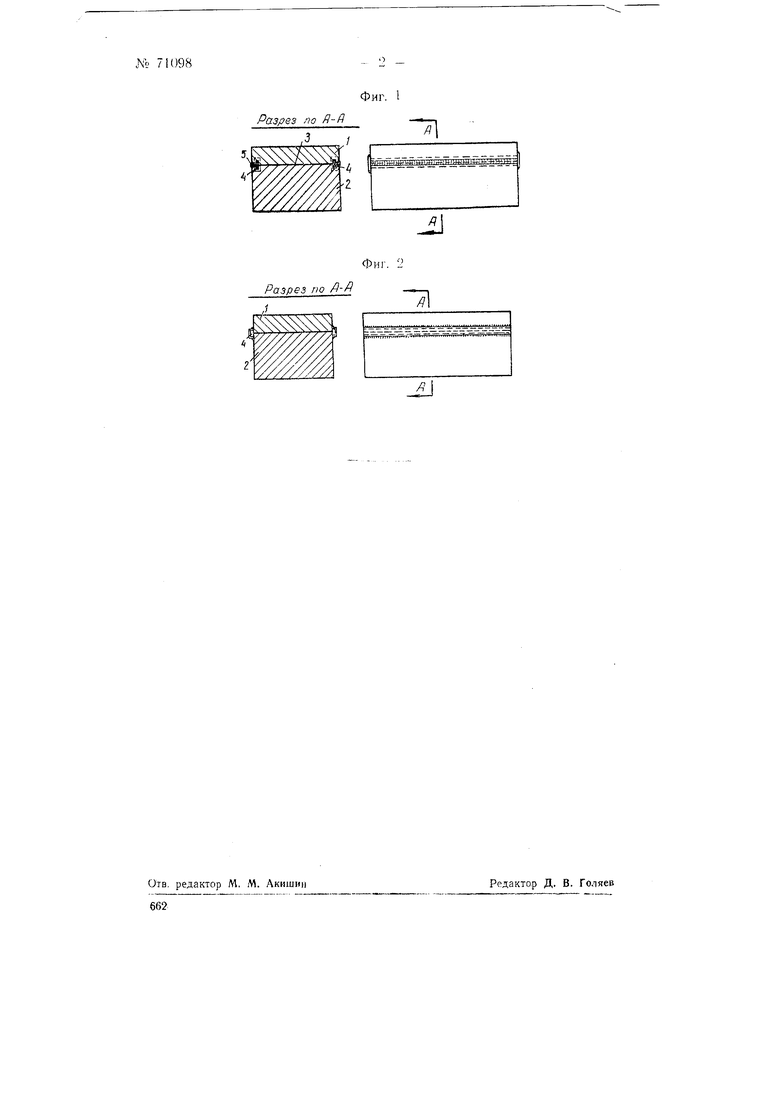
Каналы 4 с восстановнтелСМ могут также привариваться к боковым поверхностям заготовок, как указано на фиг. 2.
Предмет изобретения
1.Сиособ сварки биметаллов в восстановительной атмосфере, о тл и ч а ю щ и и с я те.м, что для подачи восстановительного газа в зону сварки плоскости прилегания двух предварительно нодготовле.нных заготовок снабжают канавками и заполняют их веществом, выделяющим при нагреве восстановите.пьные газы, например, углем.
2.Прием осуществления способа -по п. 1, отличающийся тем,
что канавки образуют на наружной поверхности свариваемых заготовок у места взаимного прилегания поаиедних.
Разрез ло й-и /
птлта1дтаг Ш1Ц11Д1 ШЩ1ЯГ11Дготсдтрг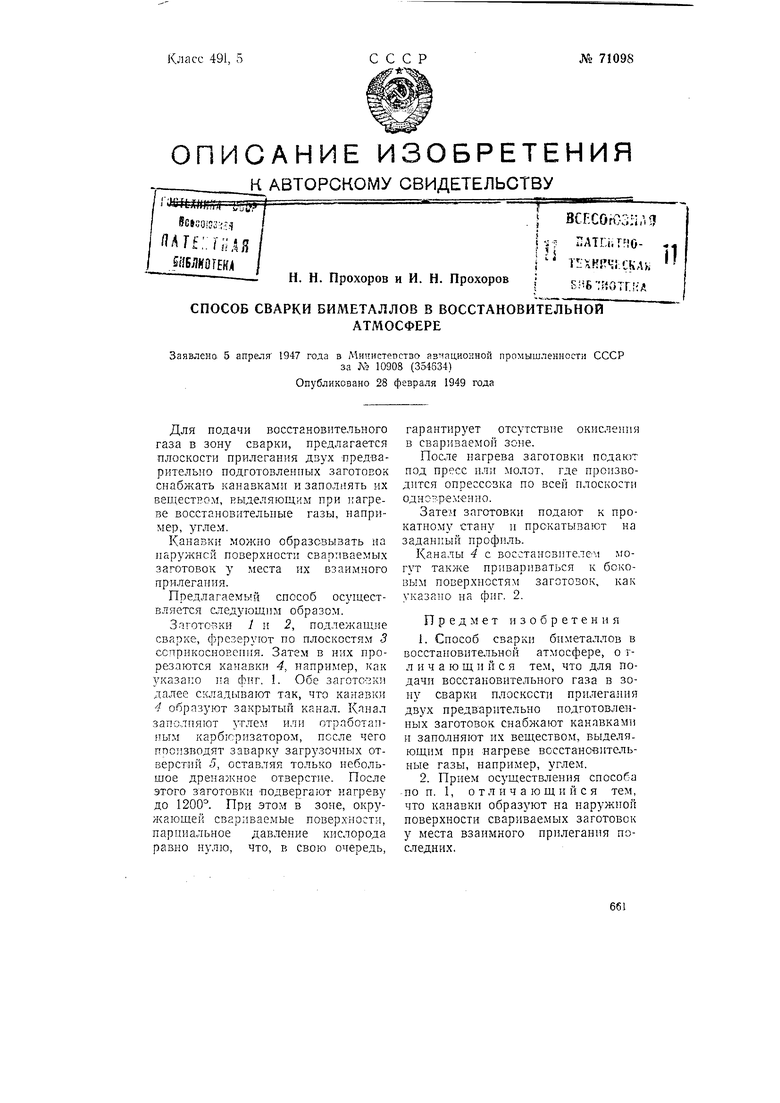
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для газопрессовой стыковой сварки труб | 1946 |
|
SU69984A1 |
| Устройство для газопрессовой сварки продольных швов обечаек труб | 1947 |
|
SU75716A1 |
| Способ лазерной сварки вакуумно-плотных кольцевых, спиральных и прямолинейных швов металлических деталей и устройство для его осуществления | 2019 |
|
RU2715930C1 |
| Способ контроля процесса сварки трением | 1988 |
|
SU1696227A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ИЗ ФОРМУЕМОГО СИНТЕТИЧЕСКОГО МАТЕРИАЛА | 1990 |
|
RU2023633C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОХЛАЖДАЮЩЕГО ПОДДОНА МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ | 2015 |
|
RU2600046C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2013 |
|
RU2555274C1 |
Разрез по fl-fl
Фиг. 2
