Изобретение относится к области прокатного обо,р|удования.
Известна двухвалковая рабочая клеть прокатного стана, преимущественно формовочного, содержащая Сталины, р.абочие валки, подушки рабочих валков с подшнпяиками, фи-ксирующие плавки, закреплен«ые на стаяине и имеющие на своих поверхностях, прилегающих к торцовым поверхиостям подушек, сферические выступы, а также и регулировочные ви,нты
1. :
Недостатком известного устройства является прогиб рабочих валков -в процессепрокатки, приводящий к появлению дефектов геометрии профиля проката.
Целью изобретения является компенсация прогиба валков при прокатке.
Это достИгается тем, что подушки верхнего валка снабжены жестко смонтированньгми на их торцовых поверхностях клиньямй, контактирующими со сферическими выступами планок.
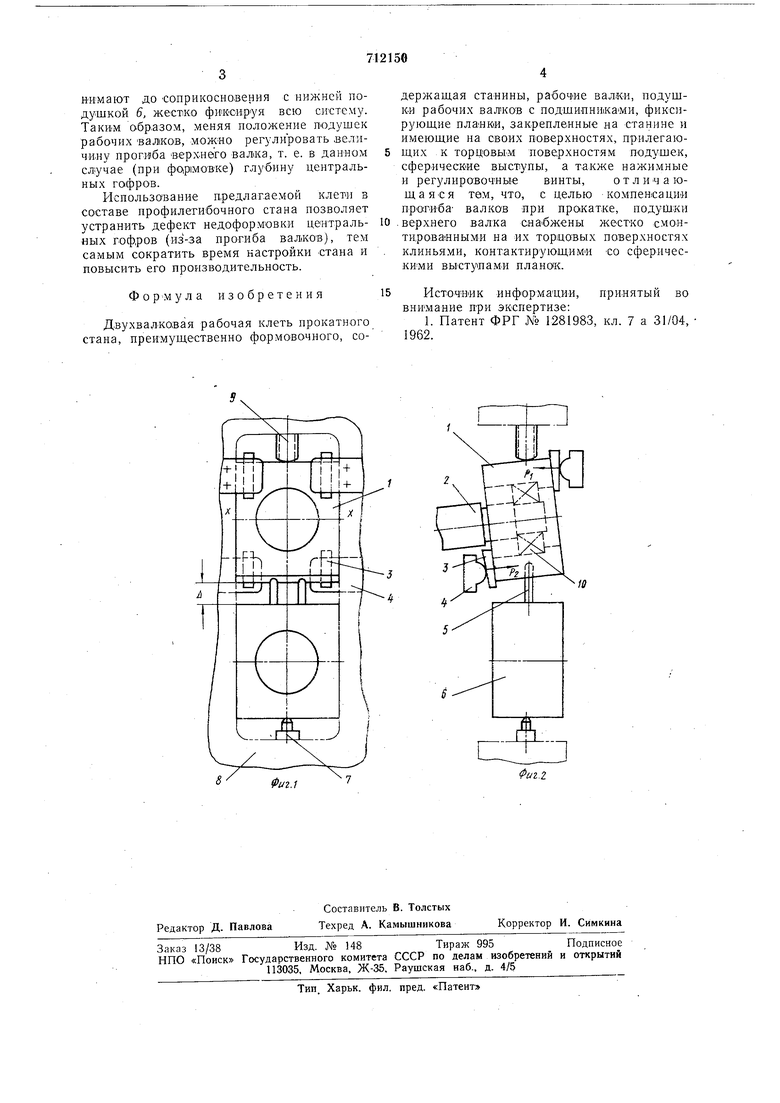
На фиг. 1 изображены подушки двухвалковой клети; на фиг. 2 - то же, вид сбоку.
Верх:няя подушка 1 рабочего валка 2 снабжена на обоих торцоЬььх поверхностях клиновидными элемента.мИ 3, контактирующими со сферическими выступами, фиксирующих планок 4. Верхляя подушка / жестко связаНа тягами 5 с нижней подуш-. кой 6; тягзми 5 можно регулировать зазор Д менсду подушками / и 6. Тяги 5 допускают возможность поворота верхней подушки 1 вокруг оси X-X. Н11ЖНЯЯ подушка 6 опирается на регулировочный винт 7, входящий в Tevio станины 8. С помощью винта 7 устанавливается .необходимый уровень
прокатки.
Устройство работает следующим образам.
При движении нажимного винта 9 со сфер ическим концом вниз верхняя подущка
/ перемещается в этом направлении (винт 7,должен находиться в крайнем нижнем положении). Нри этом вследствие контакта клиновых элементов 3 со сферическими выступа-ми плано;к 4 возникает вращающий, момент от пары сил PI и Р, напразлен.ный (для данной системы) против часовой стрелки. Этот момент через подшипник W передается на ось рабочего валка 2. На прот ИВополон ный .конец осп валка 2 также действует момент от пары сил по часовой стрелке, в результате чего ось изгибается выпуклостью вниз, создавая изгиб валка 2 в направлений, противоположном . его прогибу припрокатке. Если полученный изгиб валка 2 является достаточным, винт 7 подиимают до Соприкосновения с нижней подушкой 6, жестко фиксируя всю систему. ТакиМ образом, меняя положение подушек рабочих валков, можно регулировать ,величи.ну прогиба верх-него валжа, т. е. в данном случае (при фар1МОВке) глубину центральных гофров. Использование предлагаемой клети в составе профилетибочного стана позволяет устранить дефект недоформовки центральных гофров (из-за прогиба валков), тем самым сократить время настройки стана и повысить его производительность. Формула изобретения ДвухваЛКОвая рабочая клеть прокатного стана, преимущественно формовочного, содержаш,ая станины, рэбочйе валки, подушки рабочих валков е подшипниками, фиксируюшие планки, закрепленные на станине и имеюшие на своих поверхностях, прилегающих к торцовым поверхностям подуше.к, сферические выст.упы, а также нажимные и регулировочны-е вннты, о т л и ч а ющаЯСЯ тем, что, с целью компенсации прогиба- валков при прокатке, подушки верхнего валка снабжены жестко смонтированными на их тортовых поверхностях клиньями, контактирующими со сферическими выступами планак. Источник информации, принятый во внимание при экспертизе: 1. Патент ФРГ № 1281983, кл. 7 а 31/04, 1962.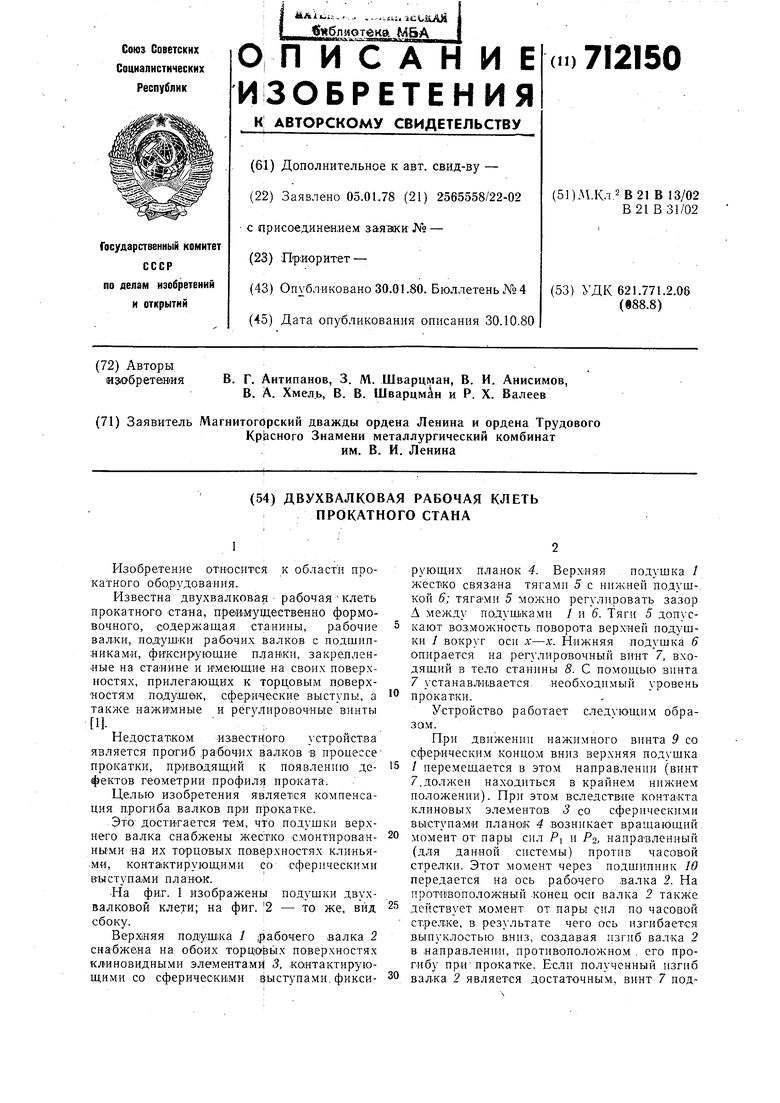
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2330738C2 |
| РАБОЧАЯ КЛЕТЬ ДУО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2187397C2 |
| ПРОКАТНАЯ КЛЕТЬ | 2000 |
|
RU2171725C1 |
| Универсальная клеть двойного назначения для прокатных станов и устройство для замены валков на таких клетях | 1989 |
|
SU1729281A3 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2152832C1 |
| Устройство для измерения натяжения полосы при смотке в рулон | 1981 |
|
SU1044358A1 |
| Клеть прокатного стана | 1988 |
|
SU1581210A3 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Реверсивная клеть дуо для прокатки профилей | 1990 |
|
SU1838007A3 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1990 |
|
SU1764239A1 |
(иг.}
Фиг.г
