(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для направления электрода по стыку свариваемых деталей | 1983 |
|
SU1117163A2 |
| Устройство для направления электрода по стыку свариваемых деталей | 1979 |
|
SU856709A1 |
| Устройство для сварки | 1987 |
|
SU1563916A1 |
| Устройство для сварки | 1987 |
|
SU1555078A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2000 |
|
RU2177860C1 |
| Устройство для управления электродуговой сваркой | 1983 |
|
SU1123802A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ДВИЖЕНИЕМ СВАРОЧНОГО ЭЛЕКТРОДА | 2002 |
|
RU2217276C1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
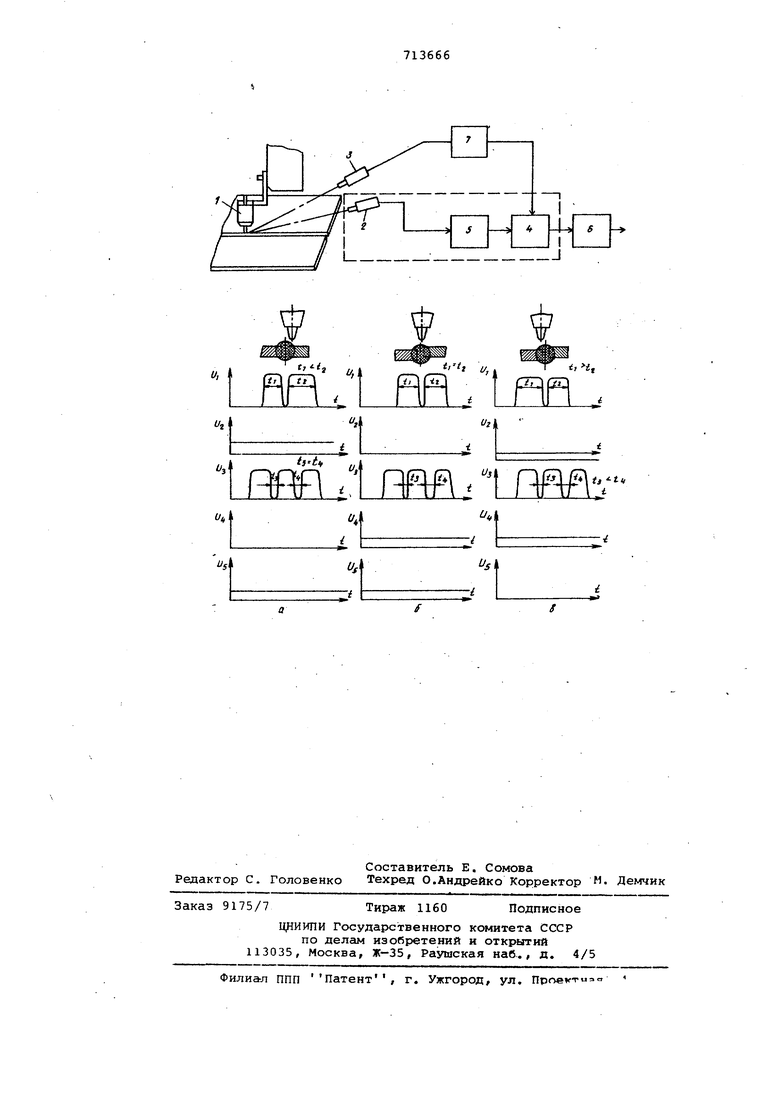
Изобретение относится к автоматизации сварочных процессов, а именно к системаии.слежения по стыку и может быть использовано при сварке стыковых соединений е невысокой точностью сборки кромок. Известно устройство для автоматического управления процессом сварки криволинейных швов Ц , в. котором ориентация сварочно головки осупест аляется с помощью сканирующего по кругу фотодатчика, который пересекает кромки стыка и шва, на выходе которого получается сигнал путем сравнения промежутков времени сканироваиия непосредственно меткду швом и кро ками стыка. Однако устройство не обеспечивает точности слежения при появлении технологических возмуиений Известно также устройство для автоматического управления процессом сварки, содержащее датчик положения стыка и датчик превышения кромок, жестко соединенные со сварочной головкой и сумматор, связанный одним входом с датчиком положения стыка через формирователь сигналов перемещения сварочной головки к оси стыка, а выходом - с блоком управления перемещением головки 2. Устройство обеспечивает слежение по стыку при появлении технологических возмущений в виде превышения кромок. Недостатком этого устройства является несимглетричное расположение шва относительно оси стыка. Цель изобретейия - обеспечение симметричного расположения иша относительно оси стыка. Поставленная цель достигается тем, что в устройство введен Формирователь сигналов перемещения сварочной головки к оси стыка, связанный с датчиком превышения кромок и со вторым входом сукя-iaTopa. На фиг. 1 представлена е5лок-схема предлагаемого устройства. Блок-схема включает сварочную головку 1, оптический датчик 2 положения стыка, оптический датчик 3 превышения кромок, сумматор 4, блок 5 Формирования сигналов перемегпения сварочной головки к оси стыка, блок 6 управления перемещением сварочной головки, формирователь 7 сигнгшов перемещения сварочной головки к оси стыка. На фиг. la, 16, IB напряжением U представлен сигнал на выходе датчика 2, напряжением Uj - сигнал на
выходе блока 5, напряжением Ug - сигнал на выходе датчика 3, напряжением 1) - сигнал на выходе блока 7 и напряжением Uc - сигнал на выходе сумматора.
Устройство работает следующим образом.
Оптические датчики 2 и 3 жестко связаны со сварочной головкой 1 и расположены под угле к сварочному электроду таким образом, что датчик
2ска нирует осв еще иные дугой кромки у входа их в зону сварки, а датчик
3сканирует конец сварочного электрода и освещенные дугой кромки свариваеквох изделий.
Выходной сигнал датчика 2 U несет инАорма1|ик о положении стыка относительно сварочного электрода. При несовпадении оси стыка с осью электрода (иг. 1а) tj tj, блок 5 формирования сигнала преобразует поступающий с датчика 2 Сигнал в постоянное напряжение Л, , полярность которого определяет направление смещения электрода относительно оси стыка. При отсутствии превышения кромок сигнгш и., поступающий с выхода датчика 3 симметричен tj t. При этом сигнал на выходе Лормирователя 7 - и - отсутствует. Сигнал управления и, поступает на один вход сумматора 4 и на выходе сумматора появляется сигнал Uj на перемещение сварочной головки к оси стыка. В случае расположения головки по оси стыка при наличиии превыщения кромок {фиг. 16) сигнал и I симметричен
t t., на выходе блока 5 сигнал отсутствует. Сигнал же Uj с датчика 3 несимметричен, и на выходе блока 7 появляется постоянное напряжение.и. полярность которого соответствует .тому, какая из кромок ci eineHa. Сигнал и поступает на второй вход сумматора 7, на выходе которого появляется сигнал Tig на перемещение сварочной головки к оси стыка, обеспечивая симметричное расположение шва относительно оси стыка. При сдвиге горелки в сторону от стыка (фиг. 1в) на выходе блока 5 появится сигнал Ц4 , который поступит на второй вход сумматора, и на выходе сумматора сигнал исчезнет.
Сварка со смещенным электродом будет длиться до тех пор, пока не исчезнет превышение свариваемых кромок, не пропадет сигнал U, и электрод будет перемещаться от сигнала U управления,полученного на выходе блока 5.
формула изобретения
0 Устройство для управления процессом сварки/ содержащее датчик положе ния стыка и датчик превышения кромок, жестко соединенные со сварочной головкой, сумматор связанный одним
5 входом с датчиком положения стыка через формирователь сигналов перемещения сварочной головки к оси стыка а выходом с блоком управления перемещения головки, отличающеQ е с я тем, что, с целью обеспечения
силадетричного положения мва относительно оси стыка, в устройство введен формирователь сигналов перемещения сварочной головки к оси стыка,
, связанный с датчиком превышения кромок и со вторым входом сумматора.
Источники информации, принятые во внимание при экспертизе
t,4
r (-
t
u,,
i,tt
t
/I
1
u,.
