Изобретение относится к области сварочного производства, в частности к флюсам для сварки титана и его сплавов, и может найти применение в химическом, судовом, энергетическом и авиационном машиностроении. Известны-флюсы, содержащие хлориды и фториды различных металлов, спо собствующие повышению проплавляющей спосхэбности сварочной дуги при свар ке титановых сплавов 1. Известен, например, флюс для свар ки титана, содержащий, вес,%г Ф,тористый магний 35-40 Фтористый барий 8-10 Фтористый стронций 25-30 .Фтористый лантан Остальное , Применение данного флюса затрудне но, вследствие высокой стоимости и ц ф1№1итности фтористого лантана и ток сичности фтористого стронция. Известен флюс 2 для сварки титана и его сплавов, содержаний вес. Фтористый кальций 43-52 Фтористый магний48-57 Применение этого флюса обеспечивает увеличение глубины проплавлени ПО сравнению с обычной аргоно-дуго. вой сваркой, однако сварочная дуга при его использовании горит неустой чиво, что приводит к ухудшению формирования сварного шва. Величина проплава колеблется в пределах 20г-30%, из-за чего снижается надежность сварных соединений. Наиболее близким к изобретению по составу компонентов является флюс содержащий,вес.%: Фтористый магний 11,5-13,5 Фтористый барий 62 -73 Хлористый калий 0,5- 1,5 Фтористый кальций Остальное К недостаткам этого флюса следует отнести относительно невысокую глубину проплавления при сварке толстостенных изделий на больших погонных энергиях. Целью изобретения является создание флюса, обеспечивающего повышение глубины проплавления особенно толстостенных изделий на больших погонных энергиях. Поставленная цель достигается тем, что флюс содержит компоненты в следующем соотношении, вес.%: Фтористый кальций 33-38 Фтористый магний 33-38 Фтористый барий 24-34 Фтористый магний имеет высокую степень диссоциаций, хорошо смачивает металл активно взаимодействует с жидким металлом сварочной ванны, уменьшая тем самым его поверхностное натяжение, реагирование дуги. Он является стабилизатором горения дуги.
Количественный состав Алюса выбирается, исходя из диаграммы плав,кости тройных систем. При предложенном соотношении компонентов температура плавления флюса составляет 920ЭЗО С.
Отсутствие хлоридов щелочных металлов в предложением составе как соединений, наиболее интенсивно поглощаквдих влагу из воздуха, гарантирует высокое качество- сварного шва.
Увеличение содержания фтористого магния во флюсе с ,5 вес.% до 33-38 способствует повышению степени диссоциации паров флюса и снижению поверхностного натяжения расплавленного металла, что приводит к увеличению глубины проплавления.
Повьиаение содержания фтористого кальция с 12-26 вес.% до 33-38 вес.% вызывает увеличение температуры плавления до ЭЗО-ЭЗОс вместо , что исключает преждевременное плавление флюса вдали от границ сварочной ванны, особенно при сварке на больших погонных энергиях.
В то же время снижение содержания фтористого бария до 24-34 вес.% обеспечивает возможность сварки изделий больршх трещин без наругчения стабильного горения дуги.
Сравнение предложенного флюса с флюсом - прототипом показало преимущество первого, особенно при сварке толстостенных изделий на больших погонных энергиях. Глубина проплавлений (при использовании флюса предложенного химического состава)SO3растает в 1,2-1,6 раза.
Предложенный Ллюс может иметь следующий состав, вес.%:
Фтористый кальций 33 34 38 Фтористый барий 30 34 24 Фтористый магний 37 33 38 Смеси прокаливаются при температуре 250°С в течение двух часов, затем мелется в шаровой мельнице до размера частиц не более 5 мкм. Полученный Флюс смешивается со спиртомректификатом в соотношении 1:1 ив виде суспензии наносится на свариваемые кромки, толщина слоя составляет 0,05-0,1 мм.
После испарения спирта производится сварка на образцах из сплава титана. Режим аргоно-дуговой сварки: сварочный ток 140-150 А, напряжение на дуге 10 В, скорость сварки 15 см/мин.
Из сваренных образцов готовятся -микрошлифы, по которым определяются глубина проплавления и ширина шва.
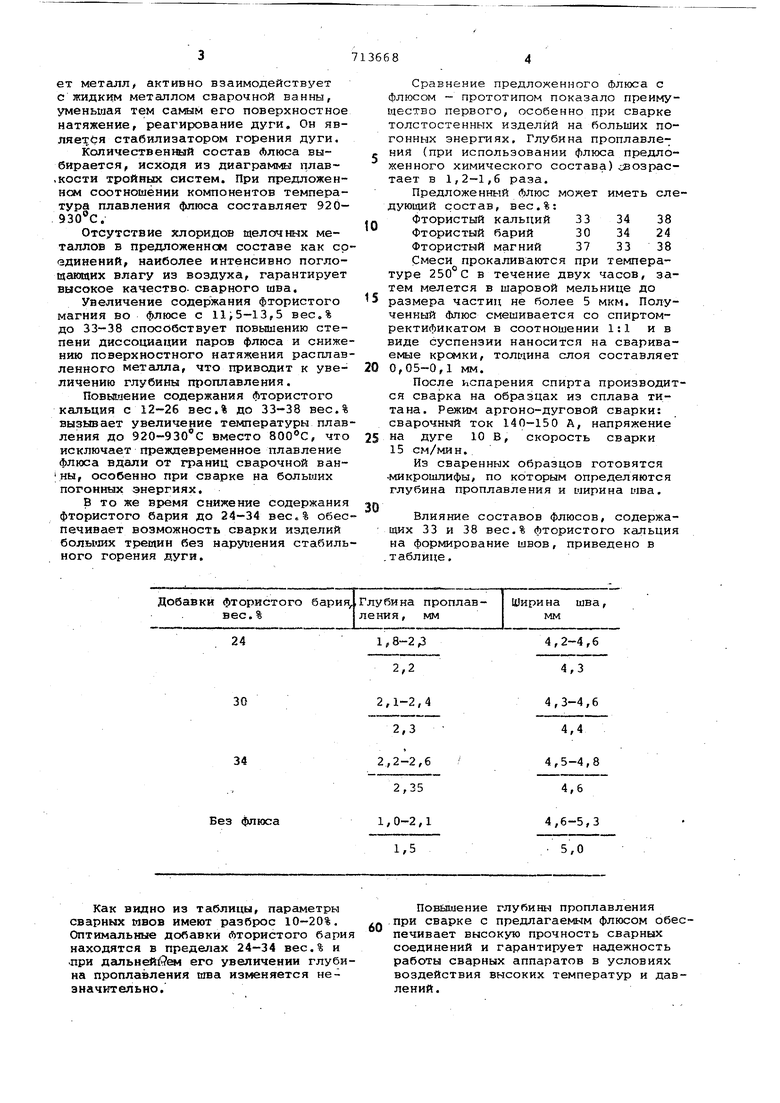
Влияние составов флюсов, содержащих 33 и 38 вес,% фтористого кальция на формирование швов, приведено в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав флюса для сварки неплавящимся электродом | 1981 |
|
SU977131A1 |
| СВАРКИ ТИТАНА И ЕГО СПЛАВОВ | 1966 |
|
SU186841A1 |
| Флюс для сварки алюминиевых сплавов | 1982 |
|
SU1018835A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛЕГКИХ СПЛАВОВ | 1990 |
|
RU2062686C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
| Сварочный флюс | 1973 |
|
SU439363A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Флюс для сварки магниевых сплавов | 1980 |
|
SU872135A1 |
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |
Без флюса
Как видно из таблицы, параметры сварных WBOB имеют разброс 10-20%. Оптимальные добавки Лтористого бария находятся в пределах 24-34 вес.% и лри дальнейшем его увеличении глубина проплавления шва изменяется незначительно.
4,6
4,6-5,3 5,0
Повышение глубины проплавления ,при сварке с предлагаемым флюсом обеспечивает высокую прочность сварных соединений и гарантирует надежность работы сварных аппаратов в условиях воздействия высоких температур и давлений.
Формула изобретения
Флюс для сварки титана и его сплавов, содержащий фтористый кальций, фтористый.магний и фтористый барий, отличающийся тем, что, с целью повьвиения глубины проплавления при сварке толстостенных изделий на бсхпьших погонных энергиях, Алюс содержит компоненты в следующем соотнсяиении, вес.%;
Фтористый кальций33-38
Фтористый магний33 38
Фтористый барий24-34,
Источники инАормации, инятые во внимание при экспертизе
439363, кл. В 23 К 35/362, 14.06.73,
209956, кл. В 23 К 35/362 15.09.66.
510903, кл. В 23 К 35/362,02.12.74.
