Изобретение относится к сварочному производству, в частности к флюсам для сварки сталей и может иайти применение в энергетическом, судовом, химическом и других отраслях машиностроения.
Известен бескислородный для сварки аустенитных сталей, содержащий вес.%:
Фтористый литий 80-100 Фтористый кальций Остальное Недостатком такого флюса является относительно небольшое увеличение глубины проплавления при сварке толстостенных изделий на больших погонных энергиях, так как происходит преждевременное испарение фгаоса вдали от сварочной ванны.
Наиболее близким по составу и назначению к предлагаемому является , ФС-71, содержащий, вес.%: Кремнезем 40,2-42,9 Двуокись титана -9,6-10,2 Окись хрсма 6,4-6,8 Фтористый натрий 4,5-4,8 Титан металличес кий9,6-10,2
Стеарин 20,5-25,4 Олеиновая кислота4,3-4,6
Недостатком данного флюса является наличие в его составе органических соединений, являющихся источнике пористости, в сварных швах.
Известен также флюс 3 для сварки неплавящимся электродом в Среде защитных газов.тусоплавких металлов, содержащий фторид РЗМ, а также ZrO и углерол, содержание котйрых
10 в сумле составляет 3-30%.
Это1 флюс хотя и обеспечивает глубокое проплавление, однако не обеспечивает достаточно высокого качества метг1лла шва при сварке стаtsлей.
. Цель изобретения - сЬздание флюса, обеспечивающего повышение качества металла шва при сварке толстолистовых стальных конструкций на больших
20 погонных энергиях.
Поставленная цель Достигается тем, что флюс, содержащий двуокись циркония и фторид металла, содержит, в качестве фторида фтористый маг25ний при следующем соотношении компонентов, вес.%:
Фтористый магний 20-30
Двуокись циркония 70-80
Двуокись циркония является термолинамически устойчивым окислом, она
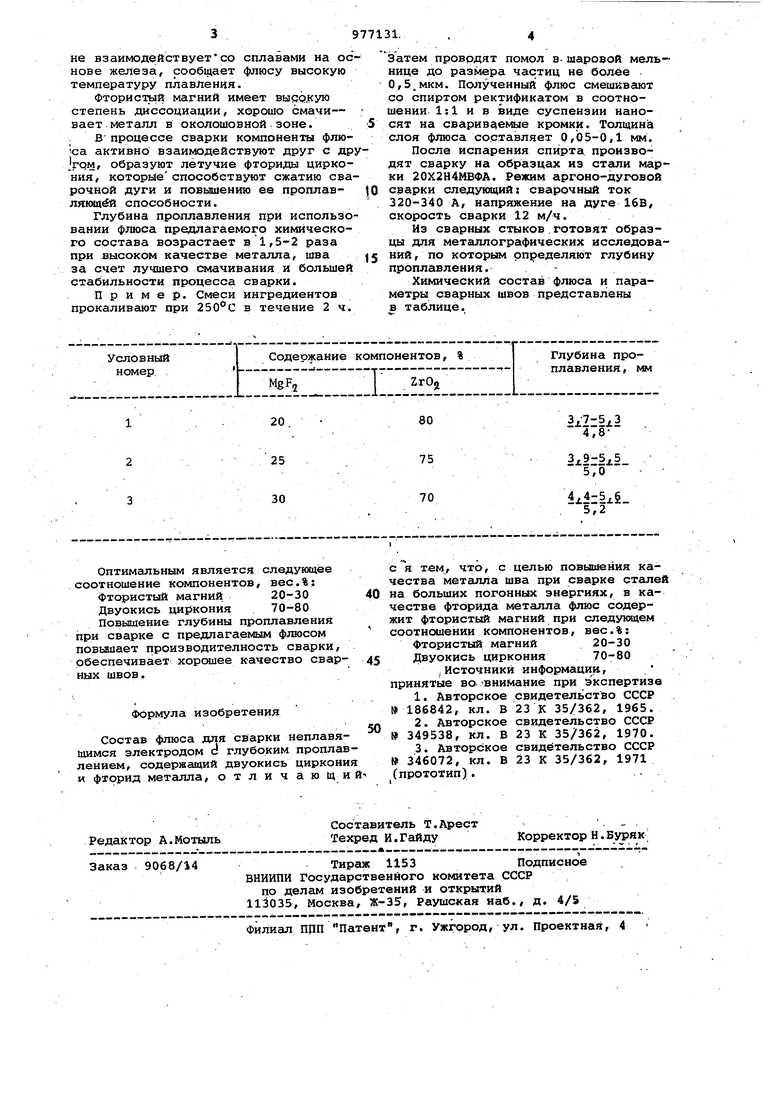
30 не взаимодействует со сплавами на ос нове железа, сообщает флюсу высокую температуру плавления. Фтористый магний имеет высокую степень диссоциации, хорошо смачи- вает металл в околошовной . зоне. . В процессе сварки компоненты флюса активно взаимодействуют друг с др rqiA, образуют летучие фториды циркония, которые способствуют сжатию сва рочной дуги и повышению ее проплавлякндёй способности. Глубина проплавления при использо вании флюса предлагаемого химического состава возрастает в 1,5-2 раза при высоком качестве металла, шва за счет лучшего галачивания и большей стабильности процесса сварки. Пример. Смеси ингредиентов прокаливают при 250°С в течение 2 ч. Затем проводят помол в-шаровой мельнице до размера частиц не более О,. Полученный флюс смешивают со спиртом ректификатом в соотношении 1:1 и в виде суспензии наносят на сваривс1емые кромки. Толщина слоя флюса составляет 0,05-0,1 мм. После испарения спирта производят сварку на образцах из стали марки 20Х2Н4МВФА. Режим аргоно-дуговой сварки следующий: сварочный ток 320-340 А, напряжение на Дуге 1бВ, скорость сварки 12 м/ч. Из сварных стыков.готовят образцы для металлографических исследоваНИИ, по которьам определяют глубину проплавления. Химический состав флюса и параметры сварных швов представлены в таблице.,
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки титана и его сплавов | 1978 |
|
SU713668A1 |
| Флюс для электродуговой сварки | 1978 |
|
SU707049A1 |
| Плавленый флюс для механизированной сварки | 1981 |
|
SU975292A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
| Флюс для дуговой сварки неплавящимся электродом | 1986 |
|
SU1445055A1 |
| Флюс для сварки титана и его сплавов | 1980 |
|
SU935239A1 |
| Флюс для электродуговой сварки нержавеющих сталей в среде защитных газов | 1989 |
|
SU1692793A1 |
| Флюс для порошковой проволоки | 1982 |
|
SU1058748A1 |
| Сварочный флюс | 1982 |
|
SU1013177A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 2001 |
|
RU2187415C1 |
20
80 4,8
