(54) ФЛЮС ДЛЯ СВАРКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки алюминиевых сплавов | 1983 |
|
SU1138283A1 |
| Флюс для сварки алюминиевых сплавов | 1982 |
|
SU1018835A1 |
| Флюс для сварки | 1979 |
|
SU797861A1 |
| Флюс для сварки | 1980 |
|
SU899311A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1349938A1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| Флюс для сварки магниевых сплавов | 1980 |
|
SU872135A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1382629A1 |
1
Изобретение относится к сварочному производству, в частности к флюсам для сварки преимущественно алюминия и его сплавов в среде защитных газов.
Известен флюс ГО для сварки алюминия и его сплавов, имеющий следзпощий состав, вес.%: . Фтористьш кальций 10-14 Фтористый литий 10-14 Фтористый магний 5-7 Фтористый стронций 7-11 Концентрированный водный раствор хлористого калия36-44 Фторцирконат калия 16-20 Фтористый бериллий 2-4 Флюс приведенного состава при использовании его в виде пасты, не обеспечивает достаточно качественное формирование корня шва и эффективное подавление процесса порообразования. Фтористый стронций, входящий в состав известного флюса, при высоких температурах, свойственных сварочному процессу, склонен к радиактивному распаду, что снижает санитарно-гигиенические условия на сварочном посту.
Известен также флюс 2 для сварки алюминия и его сплавов, имеющий еле- д тощий состав, вес.%:
Фтористьш литий 16-20 Фтористый магний 23-33 Фтористый кальций 14-20 Фтористый барий 29-41 Кроме того, этот флюс может содержать комплексные фториды, например фтортитанат лития. Известный флюс обеспечивает более высокое качество шва.
Однако он не удобен в применении, так как используется в сухом виде. Кроме того, при сварке с использованием ЭТОГО флюса возможно образование горячих трещин в металле шва.
Цель изобретения - создание флюса для сварки алюминия и его сплавов более технологичного при изготовлении.
обеспечивающего более высокое качество сварных соединений, а также улучшение формирования корня шва.
Поставленная цель достигается тем что во 4шюс, содержащий фтористый кальций, фтористый литий, фтористый магний, фтористьй барий, а также комплексный фторид, дополнительно введены хлористьй кальций и фторцирконат калия при следующем соотношении компонентов флюса, вес.%:
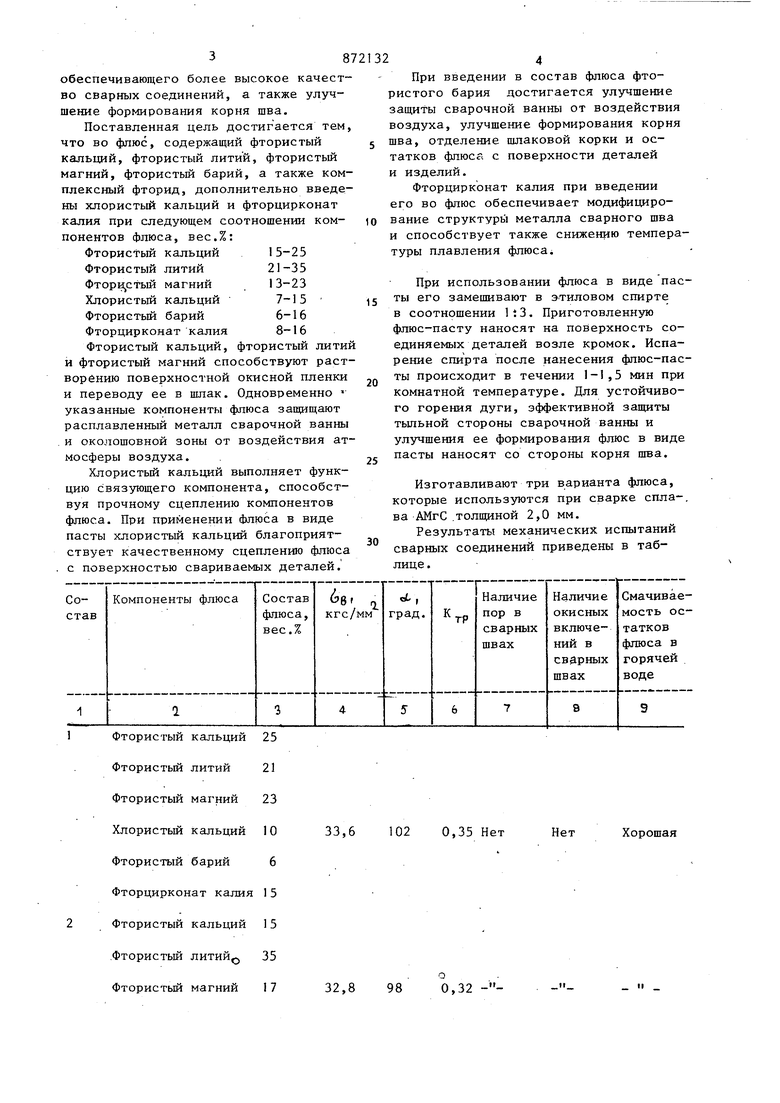
Фтористый кальций 15-25 Фтористый литий 21-35 Фтори стый магний I 3-23 Хлористый кальций 7-15 Фтористый барий 6-16 Фторцирконат калия 8-16 Фтористый кальций, фтористый лити и фтористый магний способствуют растворению поверхностной окисной пленки и переводу ее в шлак. Одновременно указанные компоненты флюса защищают расплавленный металл сварочной ванны и околошовной зоны от воздействия атмосферы воздуха.
Хлористый кальций выполняет функцию связующего компонента, способствуя прочному сцеплению компонентов флюса. При применении флюса в виде пасты хлористый кальций благоприятствует качественному сцеплению флюса с поверхностью свариваемых деталей.
25
21
23
10
33,6 102 0,35 Нет
6
15
15
35
I7
32,8
При введении в состав флюса фтористого бария достигается улучшение защиты сварочной ванны от воздействия воздуха, улучшение формирования корня шва, отделение шлаковой корки и остатков флюса с поверхности деталей и изделий.
Фторцирконат калия при введении его во флюс обеспечивает модифицирование структуры металла сварного шва и способствует также снижению температуры плавления флюса
При использовании флюса в виде пасты его замешивают в этиловом спирте в соотношении ИЗ. Приготовленную флюс-пасту наносят на поверхность соединяемых деталей возле кромок. Испарение спирта после нанесения флюс-пасты происходит в течении 1-1,5 мин при комнатной температуре. Для устойчивого горения дуги, эффективной защиты тыльной стороны сварочной ванны и улучшения ее формирования флюс в виде пасты наносят со стороны корня шва.
Изготавливают три варианта флюса, которые используются при сварке спла-. ва АМгС .толщиной 2,0 мм.
Результаты механических испытаний сварных соединений приведены в таблице .
Нет
Хорошая
о
0,32 - Хлористый кальций
Фтористый барий
Фторцирконат калия
Фтористый кальций
Фтористый литий
Фтористьш магний
Хлористый кальций
Фтористьш барий
Фторцирконат калияПримеч.а ни е
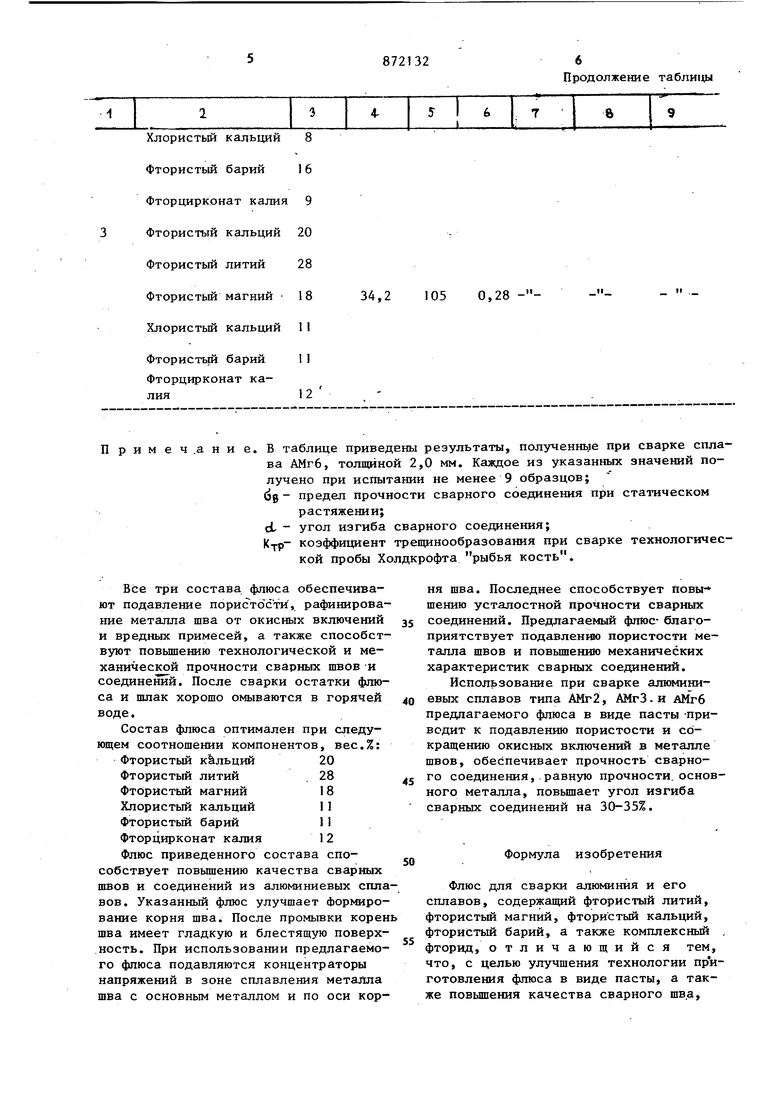
Все три состава флюса обеспечивают подавление пористости, рафинирование металла шва от окисных включений и вредных примесей, а также способствуют повышению технологической и механической прочности сварных швов и соединений. После сварки остатки флюса и шлак хорошо омываются в горячей воде.
Состав флюса оптимален при следующем соотношении компонентов, вес.%: Фтористый кальций 20 Фтористый литий 28 Фтористый магний 18 Хлористый кальций 11 Фтористый барий I1 Фторцирконат калия 12 Флюс приведенного состава способствует повышению качества сварных швов и соединений из алюминиевых сплавов. Указанный флюс улучшает формирование корня шва. После промьшки корен шва имеет гладкую и блестящую поверхность. При использовании предлагаемого флюса подавляются концентраторы напряжений в зоне сплавления металла шва с основным металлом и по оси корПродолжение таблИ1Ц1|
0,28 ,2
105
ня шва. Последнее способствует Повы- шению усталостной прочности сварных соединений. Предлагаемый флюс- благоприятствует подавлению пористости металла швов и повышению механических характеристик сварных соединений.
Использование при сварке алюминиевых сплавов типа АМг2, АМгЗ.и предлагаемого флюса в виде пасты приводит к подавлению пористости и сокращению окисных включений в металле швов, обеспечивает прочность сварного соединения, равную прочности, основного металла, повьш1ает угол изгиба сварных соединений на 30-35%.
Формула изобретения
Флюс для сварки алюминия и его сплавов, содержащий фтористый литий, фтористый магний, фтористый кальций, фтористый барий, а также комплексный фторид, отличающийся тем, что, с целью улучшения технологии приготовления флюса в виде пасты, а также повьшения качества сварного шва. В таблице приведены результаты, полученное при сварке сплава АМгб, толщиной 2,0 мм. Каждое из указанных значений получено при испытании не менее 9 образцов; dg - предел прочности сварного соединения при статическом растяжении; cL - угол изгиба сварного соединения; К-гр- коэффициент трещинообразования при сварке технологической пробы Холдкрофта рыбья кость.
7872132 8
флюс дополнительно содержит хлорис-Хлористый капгьций 7-1 5
тый кальций, а в качестве комплексно-Фторцирконат калия 8-16 го фторида Фторцирконат калия при
следующем соотношении компонентовИсточники информации,
флюса, вес,%:5 принятые во внимание при экспертизе
Фтористый литий 21-351. Авторское свидетельство СССР
Фтористый магний 13-23№ 721295, кл.. В 23 К 35/362, 28.03.77.
Фтористый кальций 15-25 .2. Патент США № 2464925, кл.148-26,
Фтористый барий 6-16опублик, 22.03.1949.
