00
00
00
ел Изобретение относится к сварочном производству, в частности, к флюсам для сварки преимущественно алюминиевых сплавов, содержащих в своем составе легкоплавкие элементы, Известен флюс для сварки алюминия и его сплавов 1, содержащий, вес.%: Фтористый кальций 19-21 Фтористый литий19-:21 Фтористый магний 19-21 Фтористый стронций 19-21 Фтористый иттрий 0,5-10 ТитанОстальное Этот флюс используется в виде пас ты, однако не обеспечивает качествен ное. формирование корня шва, а также не позволяет получать достаточно пло ные сварные швы.. Известен также флюс для сварки ал миния и его сплавов 23 / содержащий/ вес.%: Фтористый кальций 13-17 Фтористый ЛИТИЙ16-20 Фтористый магний 10-14 Фтористый стронций 13-17 Концентрированный водный раствор хлористого калия 36-44 Этот флюс при использовании его в виде пасты обеспечивает удовлетворительное сцепление со свариваемыми де талями. Однако в процессе сварки обр зуется плохо удаляемая шлаковая корка, портящая внешний вид сварного из делия. Кроме того, указанный флюс не обеспечивает качественного формирова ния корня шва. - . Наиболее близким по составу компонентов к предлагаемому является флюс для сварки Сз 3 содержащий, , вес.%: Хлористый барий 5-30 Фтористый литий 2-20 Хлористый литий10-40 Фтористый кальций 2-20 Фтористый барий 2-20 Хлористый калий Указанный флюс позволяет удалять окисные включения из сварных швов.Однакоэтот флюс не способствует сн жению пористости металла шва сварны соединений. Цель изобретения - улучшение . технологичности приготовления флюса в виде пасты, а также повышение качества сварных швов алюминиевых спл аов. , Поставленная цель достигается введением в состав флюса, содержаще го фтористый кальций, фтористый барий, фтористый литий и хлористый {итий, фтористого лантана и металли Ческого никеля при следующем-соотно Шении компонентов, вес,%: ФтористьЙ кальций 10-30 Фтористый барий 10-30 фтористый литий 8-30 Хлористый литий 20-50 Фтористый лантан 10-20 Металлический никель 2-10 Фтористый кальций, фтористый литий и фтористый барий способствуют растворению поверхностной окисиой пленки и переводу ее в шлак. Одновременно они, защищают расплавленный металл сварочной ванны и околошовной зоны от взаимодействия с окружающей средой. Хлористый литий резко сокращает температуру плавления флюса, улучшает формирование корня шва, облегчает смывание остатков флюса и шлака после сварки с поверхности деталей. При использовании флюса в виде пасты хлористый литий способствует прочному сцеплению флюса с поверхностью свариваемых деталей. Введение в состав флюса фтористого лантана способствует более эффективному растворению окисной пленки, улучшению формирования kopня шва, снижению пористости металла шва. Кроме того, введение фтористого лантана улучшает.защиту расплавленного металла от взаимодействия с окружающей средой. Введение в состав флюса металлического никеля позволяет резко снизить пористость метсшла шва сварного соединения. При использовании флюса в виде пасты его замещают в этиловом спирте в соотношении 1:1. Перед замешиванием в этиловом спирте компоненты флюса плавят при температуре порядка , а затем после остывания гранулируют. Испарение спирта после нанесения флюс-пасты на поверхность деталей происходит в течение 11,5 мин при комнатной температуре. Для устойчивого горения дуги,, эффективной защиты тыльной стороны сварочной ванны и улучшения формирования корня шва флюс в виде пасты наносят со стороны корня. Пpeдлaгae влй флюс представлен в таблице. В качестве материала для сварки взяли высокопрочный термически упрочняемый алюминиевый сплав,, который до настоящего времени не используется в сварных конструкциях из-за чрезмерной пористости металла швов и значительного разупрочнения соединения. Все три состава флюса благоприятствуют резкому .:сокращению пористости, рафинированию металла шва от окисных включений, повышению гфочности и пластичности сварных соединений. После сварки остатки флюса и шлака хорошо смываются в горчей воде,. Состав флюса оптимален при следующем соотношении компонентов, вес,%: Фтористый кальций 14 Фтористый барий . 16 Фтористый литий11 Хлористый литий38
Фтористый лантан 16 Металлический никель 5 . Флюс приведенного состава способствует повышению качества сварных швов и соединений из алюминиевых сплавов. В швах csapiiBateMux алюминиевых сплавов пористость полностью подавляется, в швах высокопрочного длю alниeвor6сплава пористость резко сокращается. Е ин}пные мелкие поры в сварных швгис сплава являются допустиисти даже в очень ответственных конструкциях, так как они не нарушают ; герметичности, и практически мало влигяют на служебные свойства сварных соединё ний .Такимюбраэом при испбль
эовании разработанного флюса появляется возможность использования высокопрочного алюм1{ниевого сплава в сварных конструкциях.Так как алюминиевый сплав обладает низкой плотностью ( р 2,47 г/см) и К:1сокой удёлЁной прочностью, то при его использования происходит помимо прочего Облегчение веса сварных конструкций, в частности, конструкций, используемлс в летательных аппаратах. При замене свариваемого алюминиевого сплава АМгб (j 2,65 r/cMV высокопрочном алюминиевым сплавом облегчение веса конструкции происходит не менбе, чем на 7%. «тормотий кальцийtO Фторнстый баряй ; 10 ФтopIidтый лятийв Хлористый ЛИТИЙ фтористый латая20 Ивталлнчаскшй шякся 2 Фтористый каяьцяй .90 Фтористый еаряй30 Фтористый пмт|1й Хлористый лмтм20 . Фтористый лаятАп10 Неталличвский НККМА2 фтористый кальций 10 фт фнстый ва1жй10 Фтористый лития30 Хлористый ЛИТИЙ30 Фтористый лаитан10 Иеталличвский мяхвль 10 Фтористый калышй14 Фторяошй баряй16 Фтористый ЛИТИЙ11 Хлористый лямйЗв ФториотнВ лаятая . 16 Металлический иякмьS
Сишм«мост
Яахшчп остатков Imoca ш
мяхм пм горячей оы«нмх «оде , Т 8м Хорошая ,8 То не То же «, «„ в 7 -« / 
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки алюминия и его сплавов | 1979 |
|
SU872132A1 |
| Флюс для сварки | 1979 |
|
SU797861A1 |
| Флюс для сварки | 1980 |
|
SU899311A1 |
| Флюс-паста для дуговой сварки алюминиевых сплавов | 1985 |
|
SU1310156A1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ ЛЕГКИХ СПЛАВОВ | 1990 |
|
RU2062686C1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1655697A1 |
| Сварочный флюс | 1977 |
|
SU625877A1 |
| Флюс для сварки алюминиевых сплавов | 1986 |
|
SU1382629A1 |
| АКТИВИРУЮЩИЙ ФЛЮС ДЛЯ ДУГОВОЙ СВАРКИ | 2005 |
|
RU2289498C1 |
ФЛЮС ДЛЯ СВАРКИ АЛЮМИНИЕВЫХ ,СПЛАВОВ, содержащий фтористый кальций, фтористый барий, фтористый литий, ; хлористый литий,отличающий с я тем, что, с целью -цовьаиения ка,чества сварных швов путем снижения их пористости и улучшения формирования металла шва,он дополнительно содержит фтористый лантан и металлический никель при следующем соотношении компонентов, вес.%:. , Фтористый кальций10-30 Фтористый барий10-30 Фторист1ай литий8-30 Хлористый ли ий20-50 § Фтористый лантан10-20 Металлический никель2-10
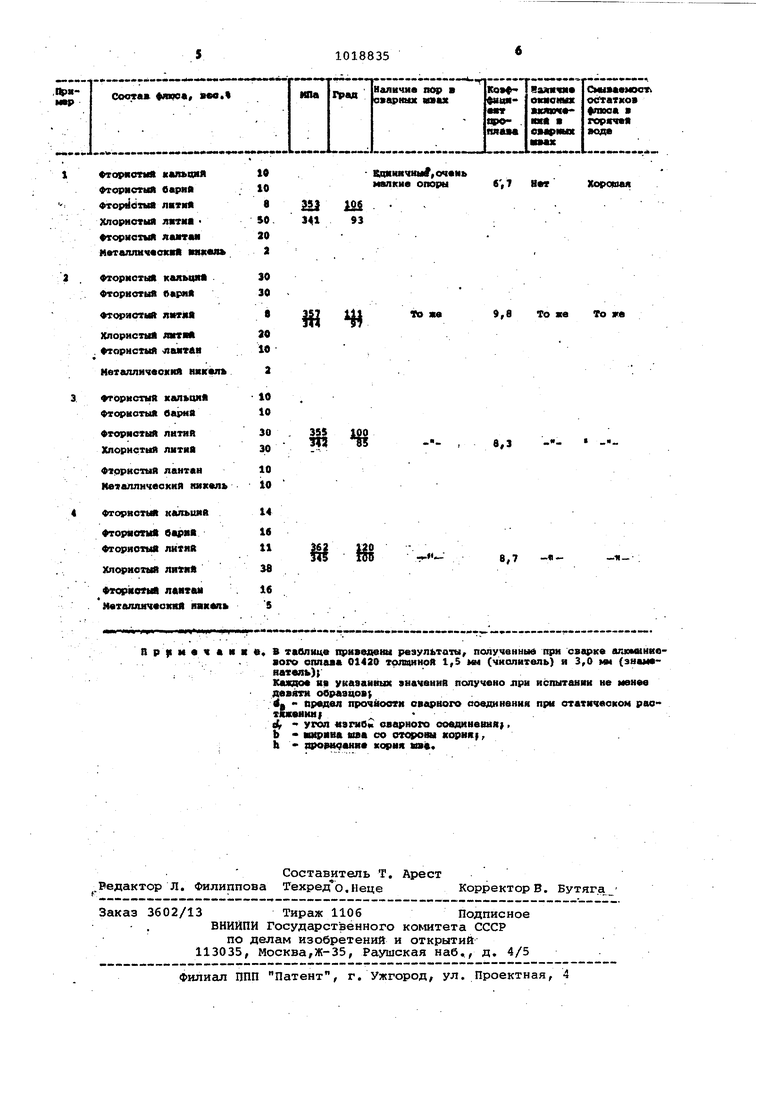
Пр{1иечаяя .. в таблице привеяевы результаты, полученный при сварке ашомнииояого оллава 01420 талщииой 1,5 мм (числитель) я 3,0 мм (знаменатель)} Каждое нв укааайшж значений получено лри испытании не менее девяти Образцову 40 предел прочйооти сварного соединения при статическом растКжвяия|df угол «згябк сварного совдинешя), Ь шкрява шва со сторояы хормя), h дроэн аняе коряя шв«.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
