«
Изобретение относится к литьевым формам для изготовления изделий из термопластов с внешней резьбой, имещих центральное и смещенные от центра отверстия различной конфигурации
Целью изобретения является обеспечение возможности изготовления изделий с эксцентрично располол енным отверстием и увеличение производительности формы.
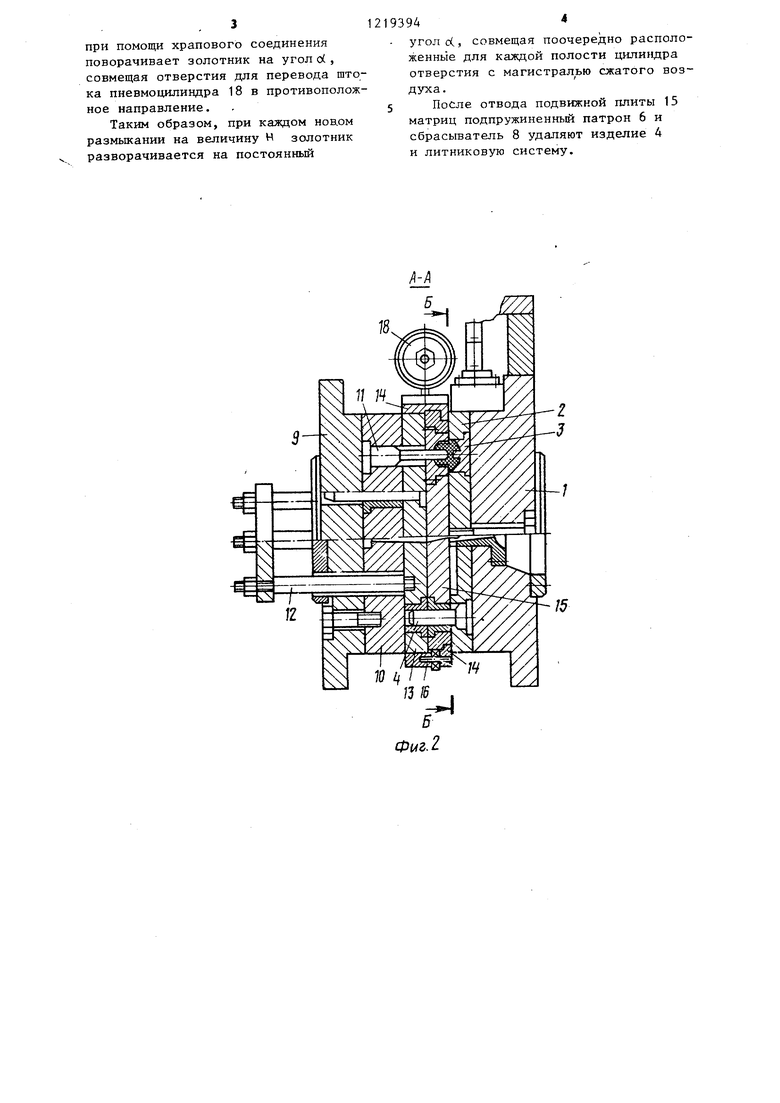
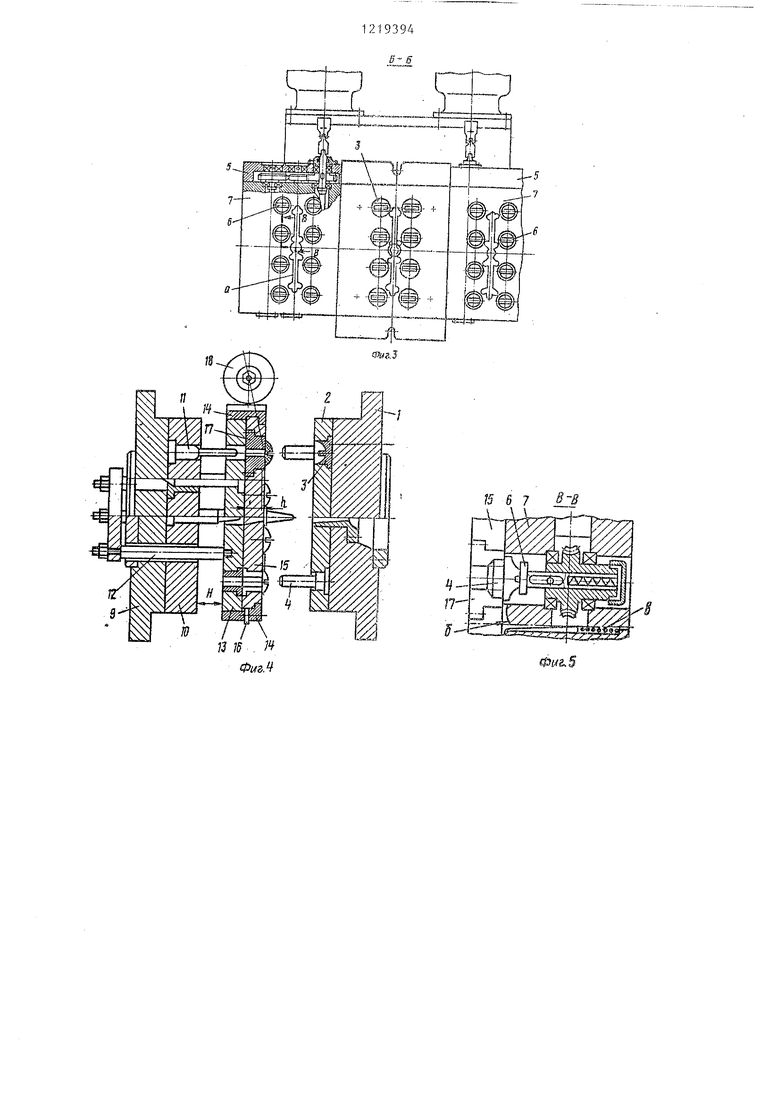
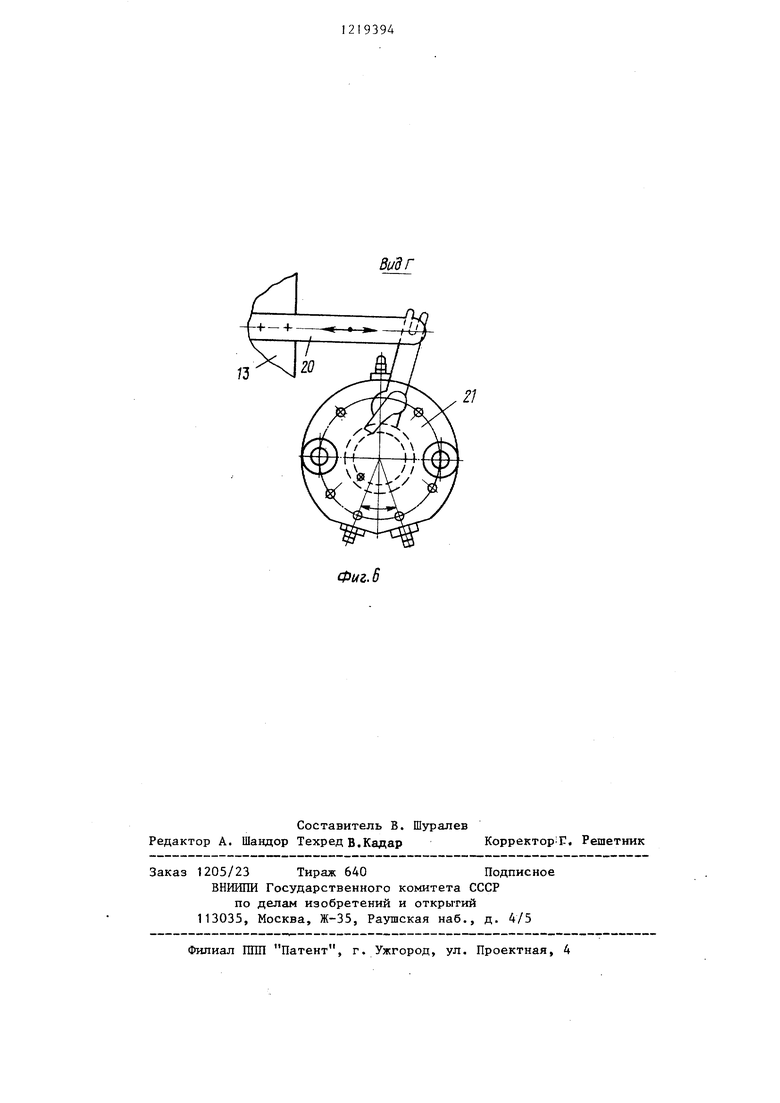
На фиг. 1 показана форма по разъему, вид на подвижную часть; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - форма в раскрытом положении; на фиг. 5 - разрез В-В ла фиг. 3; на фиг. 6 - вид Г на фиг. 1 .
Форма содержит подвижную и неподвижную полуформы. Неподвижная полуформа, включает плиту 1 для крепления к столу машины и литниковую плиту 2 для вставок 3 формующи головку изделия, вьшолненного в виде резьбовой пробки с шлицевым пазом. В литниковой плите 1 закреплены центрирующие колонки 4,
Механизм вывертывания изделий выполнен с двумя узлами 5 со светры- в.ающими подпружрненными патронами 6 Узлы расположены по обеим сторонам формы. Плита 7 каждого узла имеет углубления а. (фиг. 3) для размещени в них литниковой системы. Там же имеются отверстия S (фиг. 5) под центральный литник, в котором расположен подпружиненный сбрасыватель 8.
Подвижная полуформа включает основание, состоящее из двух плит: плиты 9 для крепления к столу и плиты 10 для установки знаков 11, формующих отверстие, толкатели 12 (фиг. 2), которые связаны с опорной (плитой 13 с направляющими пазами 14 В направляющих пазах 14 установлена подвижная плита 15 матриц. Для облегчения возвратно-поступательного пер-емещения плиты 15 матриц нижние направляющие пазы имеют опорные ролики 16. Плита 15 матриц выполнена с количеством резьбооформляющих гнезд 17, равных удвоенному количеству знаков 11.
На опорной плите 13 установлен механизм 18 возвратно-поступат ель- ного перемещения подвижной плиты матриц 15 - пневмоцилиндр двойного действия. Шток поршня при по5
10
5
193942
мощи планки 19 жестко соединен с подвижной плитой матриц 15. Опорная плита 13 при помощи рычага 20 связана с золотником крана 21 последовательного включения посредством храпового соединения.
Форма работает следующим образом. При размыкании формы толкателями 12 останавливается опорная плита 13, вследствие чего знаки 11 вьюодятся из резьбооформляющих гнезд 17. Образуется разъем величиной И , который несколько превышает высоту h .
Опорная плита 13 при помощи рычага 20 при раскрытии формы поворачивает храповьй механь зм крана 21 и его золотник на определенный угол cL . При этом сжатый воздух из 2Q сети через отверстие золотника поступает в полость пневмоцилиндра 18. Шток поршня при помощи планки 19 перемещает по направляющим 14 и роликам 16 плиту 15 матриц с резьбо- 25 оформляющими гнездами 17 и изделиями и литниковой системой в зону свободного узла механизма вывертывания изделий (на фиг. 2 условно влево).
Крайние положения плиты 15 матриц контролируются концевыми выключателями, которые подают команду на смыкание формы и начало вывинчивания изделий.
В этих положениях ряд резьбоофор- 35 мляющих гнезд 17 плиты 15 матриц с изделиями и литниковой системой устанавливается напротив соответствующих патронов 6 узла вывертывания и углублений ч и 5. Свободньй ряд резьбооформляющих гнезд возвращается в зону литья и устанавливается напротив вставок 3.
При смыкании формы фиксатор храпового механизма проскальзывает, обеспечивая золотнику неподвижность.
В сомкнутом положении в момент заливки и вьщержки одновременно происходит включение соответствующего узла механизма вывертывания.
Патроны 6 своими выступами вводятся в углубление шлицевого паза издел:ий, вывинчивают их из резьбооформляющих гнезд, отрывая при этом от подводящих литников. Время этой 55 операции контролируется реле времени.
Далее производится повторное размыкание, при котором рычаг 20
50
при помощи храпового соединения поворачивает золотник на угол о( , совмещая отверстия для перевода штока пневмоцилиндра 18 в противоположное направление.
Таким образом, при каждом нов,ом размьпсании на величину Н золотник разворачивается на постоянный
121939А
угол о(, совмещая поочередно расположенные для каждой полости цилиндра отверстия с магистралью сжатого воздуха.
5 После отвода подвижной плиты 15 матриц подпружиненный патрон 6 и сбрасыватель 8 удаляют изделие 4 и литниковую систему.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма | 1976 |
|
SU587006A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| НАБОРНАЯ ПРЕСС-ФОРМА | 2016 |
|
RU2639162C2 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |

Ф{4г.2
13 IB . n
Фuz.t
Ф//&5
Ф(г.6
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Солесос | 1922 |
|
SU29A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
