Изобретение относится к автоматшации технологических процессов и преднаэначено для автоматизации процесса снабения шихтой спекательного отделения на агломерационных фабриках.
Агломерационная фабрика в своем составе имеет два основных технологических отделения: шихтовое и спекательное. Приготовленная в шихтовом отделении шихта по тракту шихтоподачи поступает в приемные. бункеры спекательного отделения. Из приемных бункеров аглошихта через окомковательныйбарабан поступает на ar-trломерационную машину. Обычно один поток. шихтоподготовки обеспечивает шихтой одну три агло машины. Несогласованность работы шихтового и спекательного отд,елений приводит к образованию завалов, разрывов потока шихты, сегрегации материала в приемных бункерах спекательного отде-2о ления.
Известно устройство, в котором релей(НО-коигактный логический блок в зависимости от сигналов датчиков верхнего н
нижнего уровня шихты в приемных ,рах, датчиков работы агломашин огфеде- ляют ступень производительности. Этот сишал через фильтр низких частот управляет делителем напряжения задатчика ведущего компонента jl.
Однако при одних и тех же ситуациях в спекательном отделении (количество работающих агломащин, количество уровней) потребность в шихте разная. Следовательно, производительность шихтового отделения не будет полностью соответствовать производительности спекательного отделения.
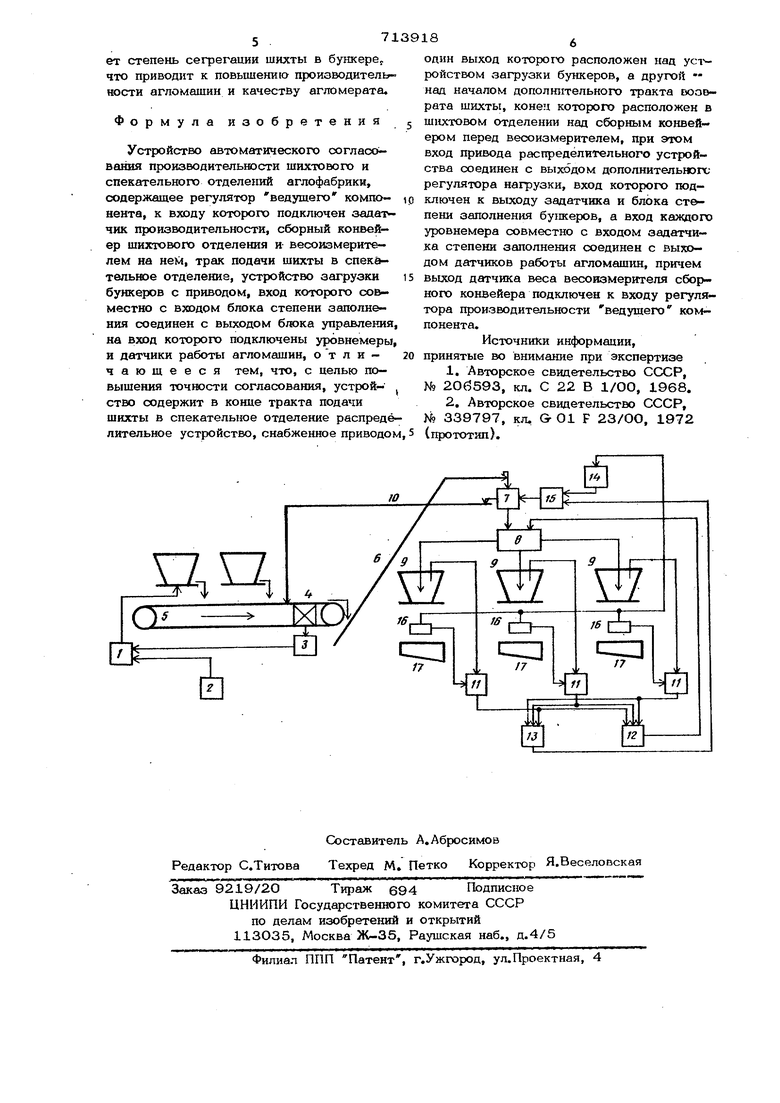
Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство автоматического согласования производительности шихтового и спекательного отделений аглофабрики, содержашее регулятор ведущего компонента, к входу которого подключен задатчик произнодительности, сборный конвейер шихтового отделения с весоизмерителем на нем, тракт подачи шихты в спекательное отделение, устройстгво аагруз ки бункеров с приводом, вход которого совместно с входом блока степени заполнения соединен с выходом блока управления, на вход которого подключен : уровнемеры, и датчики работы агломашкн 2 . Однако в связи с большим тр(анспорт ным запаздыванием между шихтовым и спекательным отделе1шями скорректирован ная шихта достигает приемные Ьункеры в момент, когда ситуация в спекательном отделении изменяется, В этом случае при ход новой шихты не соответствует фактическому потреблению агломашин. Цель изобретения - повышение точноети согласования производительно(тей шихтового и спекательного отделений Поставленная цель достигается тем, что устройство содержит в конце т;ракта подачи шихты в спектральное отделение, распределительное устрюйство, снабженвое приводом, один выход которо:го распоюжен над устройством загрузки бункеров, а друпой -над началом дополнительног тракта возврата шихты, конец которого . ра доложен в шихтовом отделении над сборны (сонвейером перед весоизмерителем, при атом вход привода распределительного устройства соединен с выходом дополнительного регулятора нагрузки, вход которого подключен к выходу задатчика и бло ка степени заполнения бункеров, а вход каждого уравнемера совместно с входом задатчика степени заполнения соединен с выходом датчиков работы агломашин, причем выход датчика веса весоизмерителя сборного конвейера подключен к входу регулятора производительности ведушего компонента, На чертеже представлена функциональная схема устройства автоматического согласования произЕюдительности шихтового и спекательного отделений, Вход регулятора 1 производит«У1ЫЮсти ведущего компонента следясщей сислемы дозирования подключен к выходу задатчи- ка 2 производительности и датчика 3 веса весоизмерителя 4, установленному на сборном конвейере 5 шихтового отделения Шихта после сборного конвейера по тракту 6 подачи поступает в распределительное устройство 7 с приводом. Шихта с одного выхода распределител ного устройства поступает в уст{Х)йство 8 загрузки приемных бункеров 9, а излишек шихты через другой выход распределительного устройства 7 по тракту 10 возврата подается на сборный конвейер 5 перед весоизмерителем 4, Уровнемеры 11подключе)1Ы к входу блока 12 управления и блока 13 степени заполнения. Блок степени заполнения по сигналам уровнемеров определяет суммарную степень заполнения приемных бункеров. Выход блока 12 управления подключен к входу привода устройства 8 загрузки приемных бункеров 9, а выход блока 13 степени заполнения совместно с задатчиком 14 степени заполнения подключен к регулятору 15 нагрузки, выход которого соединен с входом привода распределительного устройства 7„ Вход уровнемеров 11 и задатчика 14 степени заполнения под- ключен к выходу датчиков 16 работы агломашин 17, Устройство работает следуюшим обрг зом. Шихта после сборного конвейера трактом 6 подачи подается в распределительгное устройство 7. Регулятор 15 нагрузки по сигналам задатчика 14 и блока 13 степени заполнения управляет приводом распределительного устройства 7 таким образом, чтобы в приемных бункерах 9 была заданная степень заполнения. Блок 13 определяет суммарную степень заполнения приемных бункеров 9, Степень заполнения приемных бункеров 9 контролируется уровнемерами 11. Блок управления 12по сигналам уровнемеров управляет устройством 8 загрузки бункеров 9 таким образом, чтобы степень заполнения в бункерах была одинаковая. Излишек шихты после распределительного устройства 7 по тракту 1О возврата поступает на сборный конвейер 5 перед весоизмерителем 4. Регулятор 1 производительности ведушего компонента следяшей системы дозирования по сигналам задатчика 2 и датчика 3 так управляет производитеяь ностью ведушего компонента, чтобы была постоянной и большей, чем максимальная, производительность спекателыного отделения, например 5ОО, При остановке одной агломашины сигнал датчика 16 работы агломашины блокирует сигнал уровнемера 11 и этот сигнал поступает на вход блока 13 степени заполнешш, т.е. сигнал степени заполнения бункеров на выходе блока 13 уменьшается на 1/3, Одновременно сигнал датчика работы агломашины уменьшает сигнал задатчкка 14 степени заполнения на 1/3, Повышение точности согласования производительностей стабилизирует процесс снабжения шихтой агломашины, уменьша571ет степень сегрегации шихты в бункервг что приводит к повышению производительности агломашин и качеству агломерата. Формула изобретения Устройство автоматического согласо вания производительности шихтового и спекательного отделений аглофабрики. содержащее регулятор ведущего компонента, к входу которого подключен задатчик производительности, сборный конвейер шихтового отделения и весоизмерителем на нем, трак подачи шихты в спекательное отделение, устройство загрузки бункеров с приводом, вход которого совместно с входом блока степени заполнения соединен с выходом блока управления, на вход которого подключены уровнемеры. и датчики работы агломашин, о т л и чающееся тем, что, с целью повышения точшсти согласования, устройство содержит в конце тракта подачи шихты в спекательное отделение распредёлительное устройство, снабженное приводом 18 один выход которого расположен над устройством загрузки бункеров, а другой над началом дополнительного тракта возврата шихты, конец которого расположен в шихтовом отделении над сборным конвейером перед весоизмерителем, при этом вход привода рас1федёлительного устройства соединен с выходом дополнительногх; регулятора нагрузки, вход которого подг-- i 4ijjjoivn, олид RUTUpWlV под- ключен к выходу задатчика и блока ст пени заполнения бункеров, а вход каждого уровнемера совместно с входом задатчика степени заполнения соединен с вызоодом датчиков работы агломашин, причем выход датчика веса весоизмерителя сборного конвейера подключен к входу регулятора производительности ведущего компонента. Источники информации. принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 2О6593, кл. С 22 В 1/ОО, 1968. 2. Авторское свидетельствоСССР/ № 339797, кл, G- О1 F 23/ОО, 1972 (прототип).
-1
Си.
ZS

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического согласования производительностей шихтового и спекательного отделений аглофабрики | 1976 |
|
SU619530A1 |
| Устройство для согласования производительностей шихтового и спекательного отделения | 1980 |
|
SU901312A2 |
| Устройство согласования производительностей шихтового и спекательного отделений | 1985 |
|
SU1273398A1 |
| УСТРОЙСТВО для СОГЛАСОВАНИЯ ПРОИЗВОДИТЕЛЬНОСТЕИ ШИХТОВОГО и СПЕКАТЕЛЬНОГО ОТДЕЛЕНИЙ | 1972 |
|
SU339797A1 |
| Способ подготовки агломерационной шихты | 1984 |
|
SU1225869A1 |
| Способ управления подачей шихты на агломашину | 1975 |
|
SU523147A1 |
| Устройство согласования потоков сыпучих материалов в технологическом процессе | 1982 |
|
SU1035077A1 |
| Способ согласования производительностей шихтового и спекательного отделений | 1980 |
|
SU933758A2 |
| Устройство автоматического управления подачей шихты на агломерационную машину | 1975 |
|
SU530912A1 |
| Способ согласования производительностей шихтового и спекательного отделений | 1977 |
|
SU753914A1 |
