Изобретение направлено на упрощение изготовления толстостенных сосудов, увеличение их прочности, экономию высоколегированных материалов (из которых по второму варианту изготовляется только слой, непосредственно соприкасающийся с корродирующей средой).
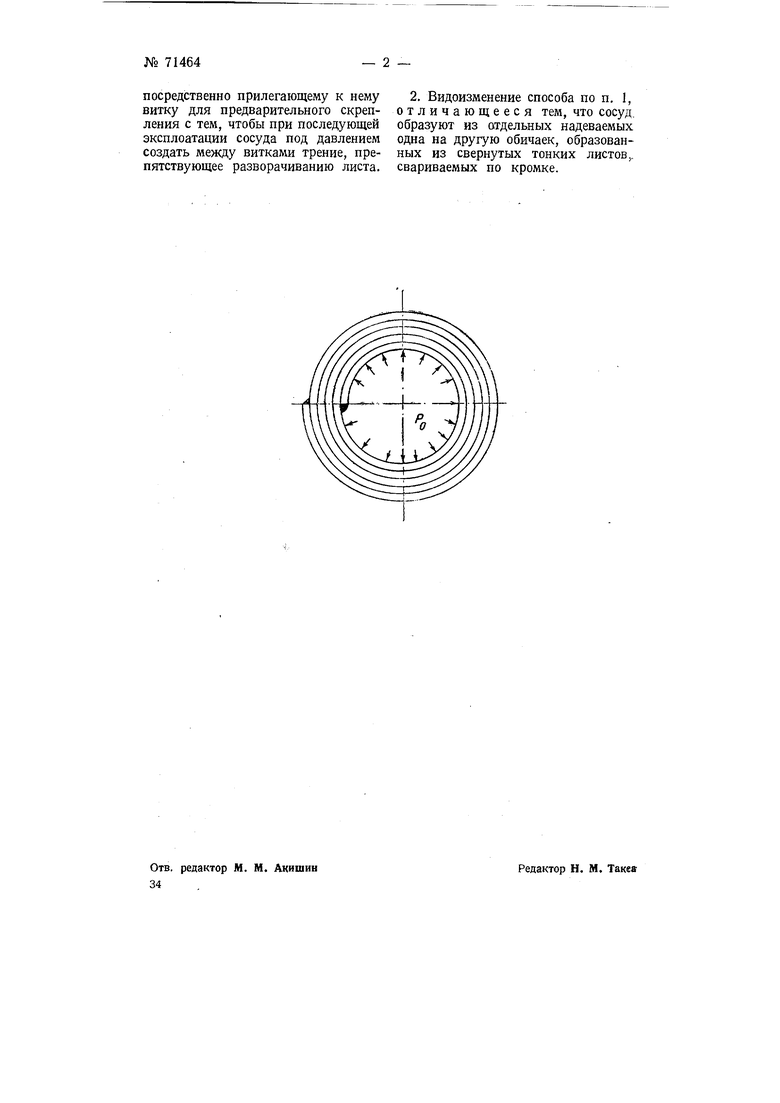
На чертеже схематически изображен способ навивки листа.
Первый вариант. Очищенный от окалины и рихтованный стальной лист толщиной 5-8 мм одним концом закрепляется на вращающемся барабане. Для плотного прилегания и отсутствия зазора при спиральной навивке листа на барабан он натягивается прижимным роликом, расположенным параллельно барабану и тормозным приспособлениям. По окончании навивки свободный край листа приваривается в продольном направлении, после чего обичайка снимается и проваривается изнутри. Для облегчения съема навивочный барабан делается разъемным. При эксплоатации изготовленного описанным способом сосуда ме3 Свод в. 8.
жду его витками под давлением среды создается трение, препятствующее разворачиванию листа.
Второй вариант. Очищенные от окалины и провальцованные стальные листы с подготовленными под сварку кромками последовательно накладываются на оправку, плотно стягиваются на ней специальным приспособлением - прессом - и свариваются в продольном направлении, после чего шов тщательно зачищается. Последующие листы вальцуются на предыдущие так, чтобы продольные швы были смещены по отношению друг к другу.
Предмет изобретения
1. Способ изготовления многослойных корпусов толстостенных сосудов высокого давления из тонкого листового материала путем спирального свивания листа, отличающийс я тем, что лист свивают с натяжением между витками, приближающимися к нулевому, затем конец листа приваривают по кромке к не
33
посредственно прилегающему к нему витку для предварительного скрепления с тем, чтобы при последующей эксплоатации сосуда под давлением создать между витками трение, препятствующее разворачиванию листа.
2. Видоизменение способа по п. 1, отличающееся тем, что сосуд. образуют из отдельных надеваемых одна на другую обичаек, образованных из свернутых тонких листов,. свариваемых по кромке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО НАТЯЖЕНИЯ КАБЕЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2621668C1 |
| Способ изготовления многослойных корпусов сосудов и труб | 1981 |
|
SU1013059A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| Способ изготовления выпуклыхиздЕлий | 1979 |
|
SU846004A1 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОЙ ПРОКЛАДКИ | 1993 |
|
RU2092732C1 |
| Оболочка для защиты обетонированных труб | 2020 |
|
RU2735884C1 |
| СПОСОБ СВАРКИ ВЗРЫВОМ | 1992 |
|
RU2074075C1 |
| Устройство для спиральной навивки корпусов сосудов высокого давления | 1974 |
|
SU525494A1 |
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |