1
Изобретение относится к общему машиностроению и м жет быть использовано при изготовлении днищ и крыщек сосудов, работающих под давлением.
Известен способ изготовления выпуклых изделий, при котором отдельные металлические пластины формуют, собирают в пакет, сваривают между собой и повторно формуют до образования требуемой кривизны, а затем полученные секторы сваривают по контуру друг с другом 1.
Недостатком данного способа является наличие сегментов, состоящих из больщого количества пластин, обуславливающее значительную трудоемкость изготовления пакетов при сборке и сварке между собой.
Наиболее близким к предлагаемому является способ изготовления выпуклых изделий, при котором исходную заготовку наматывают на оболочку с деформированием ее по контуру оболочки и последующей сваркой кромок. В этом способе изделия изготавливают из заготовок, полученных по развертке усеченного конуса 2.
Однако в данном способе выполнение отдельных заготовок по развертке -усеченного конуса, их стыковка и сварка между собой
Требуют больщих затрат времени, т. е. делают процесс изготовления изделий трудоемким.
Цель изобретения - снижение трудоемкости изготовления изделий и повыщение несущей способности изделия путем использования оболочки в качестве элемента конструкции.
Поставленная цель достигается тем, что в способе изготовления выпуклых изделий, при котором ис.ходную заготовку наматывают на оболочку с деформированием ее
10 по контуру оболочки из последующей сваркой кромок, перед намоткой исходную заготовку режут из плоского листа по развернутой спирали, в процессе деформирования наружную кромку заготовки нагревают, намотку осуществляют с зазором между ребра15ми к-ромок и приваривают кромки к оболочке
При изготовлении многослойных выпуклых изделий в процессе навивки поочередно используют заготовки правого и левого направления завивки.
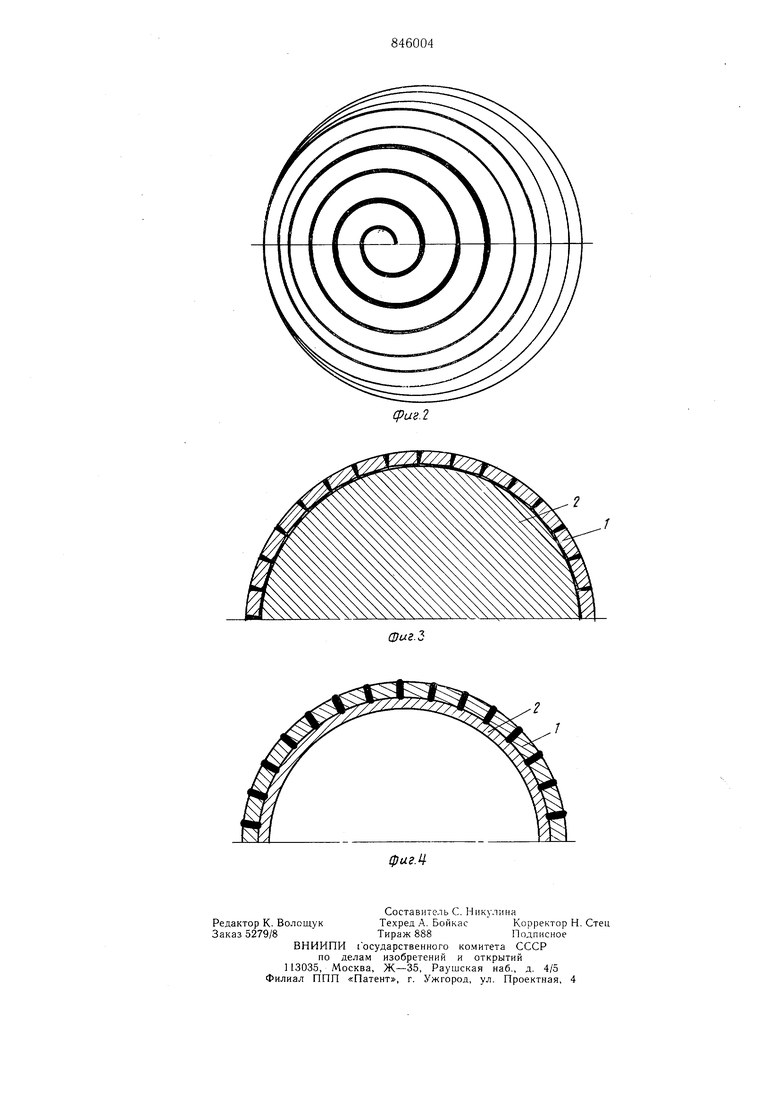
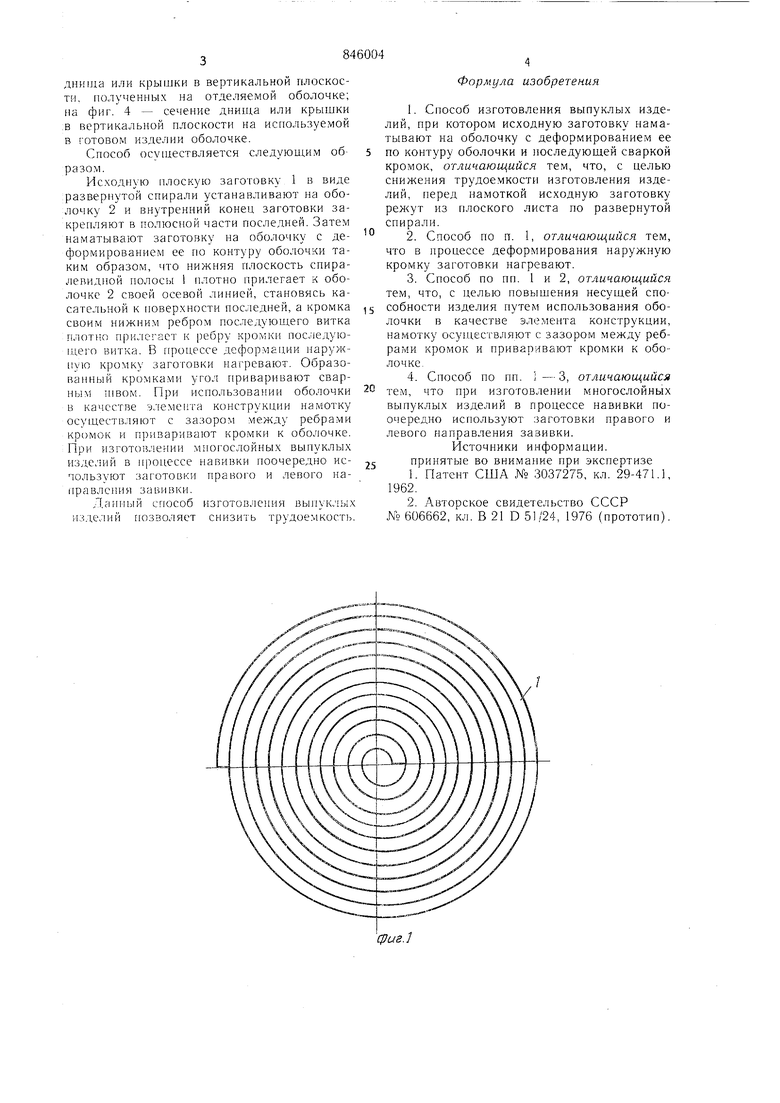
На фиг. 1 изображена заготовка из листа
20 металла, раскроенного в виде полосы развернутой спирали; на фиг. 2 - готовое изделие, вид сверху; на фиг. 3 - сечение
днища или крышки в вертикальной плоскости, иолученных на отделяемой оболочке; на фиг. 4 - сечение днип1,а или крышки в вертикальной плоскости на используемой в готовом изделии оболочке.
Способ осуществляется следующим об разом.
Исходную плоскую заготовку 1 в виде развернутой спирали устанавливают па оболочку 2 и внутренпий конец заготовки закрепляют в полюсной части последней. Затем наматывают заготовку па оболочку с деформированием ее по контуру оболочки таким образом, что пижпяя плоскость спиралевид}юй полосы плотно прилегает к оболочке 2 своей осевой линией, становясь касательной к поверхности последней, а кромка своим нижним ребром последующего витка плотно прилегает к ребру кромки последующего витка. В процессе деформации наружную кромку заготовки нагревают. Образованный кромками угол приваривают сварным П1ВОМ. При использоварши оболочки в Ka iCCTBe элемента конструкции намотку осуществляют с зазоро. между ребрами кромок и приваривают кромки к оболочке. При изготонлении мпогос.дойных выпуклых изделий в процессе навивки поочередно используют заготовки нрав)14) и левого нанравле1П1 я за ви вки.
Ланпый способ изготовления выпуклых изделий ггозволяет снизить трудоемкость.
Формула изобретения
1.Способ изготовления выпуклых изделий, при котором исходную заготовку наматывают на оболочку с деформированием ее по контуру оболочки и последующей сваркой кромок, отличающийся тем, что, с целью снижения трудоемкости изготовления изделий, перед намоткой исходную заготовку режут нз плоского листа по развернутой спирали.
2.Способ по п. 1, отличающийся тем, что в процессе деформирования наружную кромку заготовки нагревают.
3.Способ по пп. 1 и 2, отличающийся тем, что, с целью повыщения несущей способности изделия путем использования оболочки в качестве элемента конструкции, памотку осуществляют с зазором между ребра-уш кромок и приваривают кромки к оболочке4.Способ по пп. - 3, отличающийся тем, что при изготовлении многослойных выпуклых изделий в процессе навивки поочередно используют заготовки правого и левого направления завивки.
Источники информации, принятые во внимапие при экспертизе
1.Патент США № 3037275, кл. 29-471.1, 1962.
2.Авторское свидетельство СССР
N° 606662, кл. В 21 D 51/24, 1976 (прототип).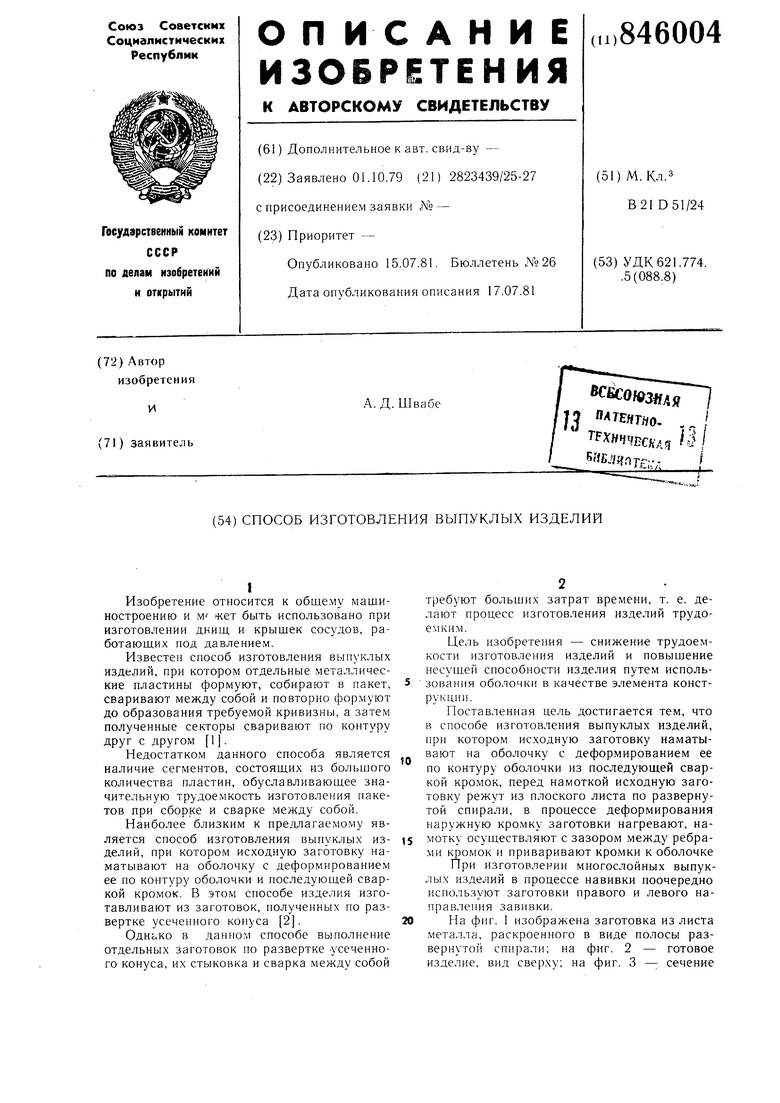
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колец | 1986 |
|
SU1488166A1 |
| Способ изготовления выпуклых изделий | 1986 |
|
SU1465160A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИНЕЙНОЙ СВАРКИ ПЛОСКОЙ ТОНКОЛИСТОВОЙ ОРЕБРЕННОЙ ПАНЕЛИ | 2014 |
|
RU2567936C1 |
| Способ изготовления металлической спиральношовной трубы и устройство для его осуществления | 1981 |
|
SU1095874A3 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| СПОСОБ МОНТАЖА ЦИЛИНДРИЧЕСКИХ КОРПУСОВ ЛИСТОВЫХ КОНСТРУКЦИЙ | 2001 |
|
RU2206424C2 |
| Способ высокочастотной сварки | 1983 |
|
SU1139593A1 |
| Способ изготовления многослойных сосудов высокого давления | 1976 |
|
SU670363A1 |
| Способ изготовления сферических многослойных сосудов | 1976 |
|
SU749510A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |