(54) РЕЗЬБОНАКАТНОЙ ИНСТРУМЕНТ
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоская плашка к резьбонакатным автоматам | 1976 |
|
SU591259A1 |
| Резьбонакатный автомат Ткачика | 1988 |
|
SU1641494A1 |
| Резьбонакатаная головка | 1978 |
|
SU664730A1 |
| ЗАГОТОВКА БОЛТА ПОД НАКАТКУ РЕЗЬБЫ | 2006 |
|
RU2313009C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ | 2010 |
|
RU2449850C2 |
| РОЛИК ДЛЯ НАКАТЫВАНИЯ НАРУЖНОЙ РЕЗЬБЫ НА ЗАГОТОВКЕ | 2010 |
|
RU2447965C2 |
| Устройство для подачи заготовок | 1988 |
|
SU1555030A1 |
| Универсальный резьбонакатнойРОлиК | 1978 |
|
SU795676A1 |
| Резьбонакатной инструмент | 1978 |
|
SU782936A1 |
| Станок для накатывания резьбы | 1980 |
|
SU927396A1 |
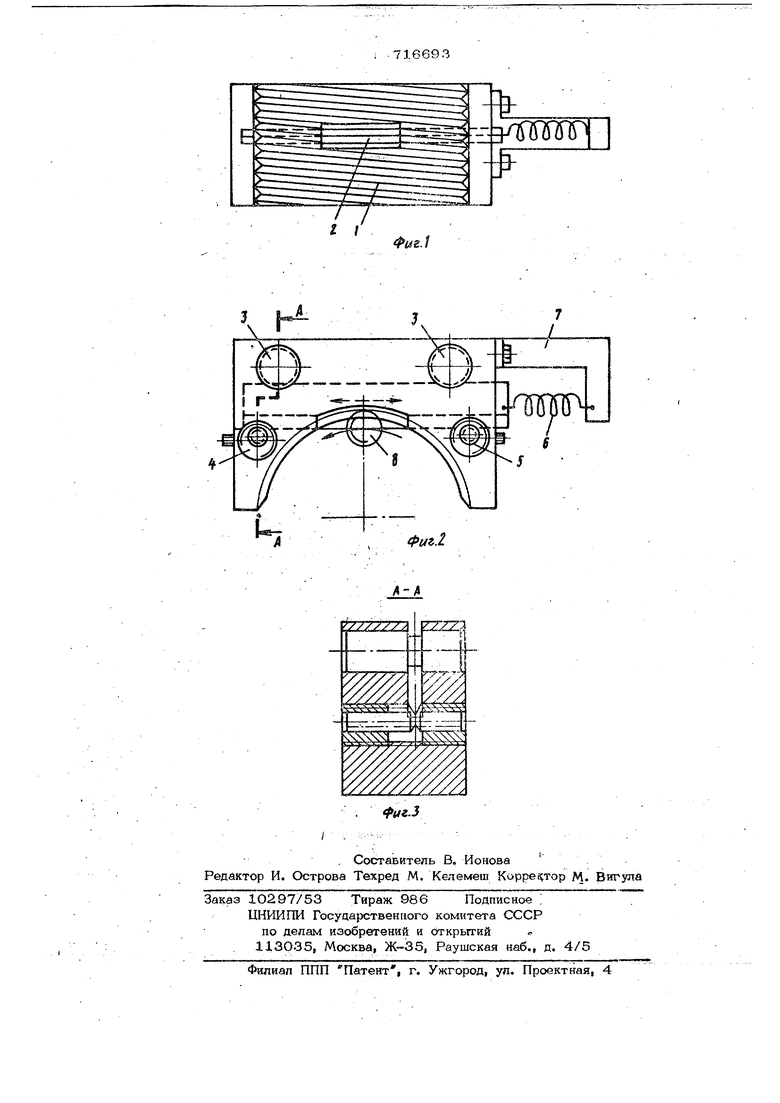
Изобретение относится к обработке металлов давлением и может быть кспрпьзовано при комплексном изготовлении резьбовых изделий на рёзьбонакатных ав;го матах методом накатки, например винтов крепежных с головкой и винтов установочг ньк. / /. - ; - ;-;г.-,;.-, . ; . Известен блок плашек дли накатки резьбы, в котором плашка, применяемая для вытяжки, выполнена с боковыми .гранями, образующими вытяжной клин Ш . Производительность изйестного инструмента невысокая, а конструкция его сложна. Известен резьбонакатной инструмеягт, рабочая поверхность которого выполнена с винтовой нарезкой и продольным пазом, содержащий установленный в пазу нож J23 Однако резьбонакатный инструмент известной конструкции имеет низкую стойкость ножа и вийтовой нарезки, в процессе его эксплуатации наблюдается выпучивание крайних витков резьбы виитового изделия после разрезки; кроме того, из-за низкой технологичности инструмен- та (СЛОЖНОСТИ заточки ножа) он не может быть исп1 льзоБан для высокопроизводи тельных автоматов планетарного накать --вашш реэьб. Цель изобретения - повьшение стойкости инструмента и улучшение качества изделий. Поставленная цель достигается тем что инструмент,снаб;кен механизмом д«н перемещения ножа, выпрлненньм в виде двух пар роликов о осями, параллельнь -ми рабочей аоверхлости инструмента, кронкггейна, смонтированного на торце инструмента, и пружины, размещенной между ножом и кроншт-айном. При этом ролики выполнены с профильными выточками для размещения ножа. Кроме того, винтовая нарезка рабочей .части и;нструмента выполнена вдоль прорези с фаской, ширигса которой равна шагу накатываемой резьбы. Согласно одному из вариантов исполнения инструмента одна пара роликов установлена на эксце триковых резьбовых втулках. На фиг, 1 показана рабочая поверхно инструмента: на фиг. 2 - инструмент, общий вид. на фиг. 3 - разрез А-А фиг, Инструмент имеет форму сегмента 1 с продольным пазоМ| в котором установлен с емный нож 2 в виде прямоугольной пластины, заточенный симметрично с двух сторон под углами со стороны входа в паз, В сегменте установлены также рапики 3. На эксцентрических резьбовых втулках 4, служащих для ре- гулировкй роликов 3, установлены канав J - .v--;-if; t :«;J-lfe-v.i V --t-., L ки прямоугольной формьу выполненные н роликах 3, и канавки треугольной ормы ра1сп6по кенныё на роликах 5, служат, элементами фиксации положения ножа Нож пропущен в паз через упомянутые . кольцевые канавки и соединен с пружиной растяжения 6, закрепленной на крон штейне 7, По виткам резьбы сегмента на участке прорези сняты продольные фаски щириной шага резьбы, что устраняет выкрашивание витков резьбы и ножа, происходящее в результате давления деформируемого 1у1еталла на ноис и резьбу сегмента при одновременнгой накатке и разрезке заготовки 8. Устройство работает следующим обра зом. Предварительно высаженные удлиненHJbie заготовки, комплексно состоящие .из заготовок для винта с гсэлбвкой и винта установочного, подаются в заход- ную часть между сегментном и роликом, где в результате планетарного переме- щения накатывается резьба (фаза накатки) на сплошном стержне. В средней части заготовка постепенно надвигается на нож 2, который под ее воздействием преодолевая усилие пружины 6, переме.щается по роликам 3,5 вдоль паза и ; постепенно внедряется лёЗвйё:й Ё тёл6 .. стержня (заготовки) 8, разрезая его на. две части (фаза разрезки). Благода- .ря совместному перемещению ножа 2 и заготовки.8 устраняется относительное скольжение последней по режущей кромке ножа, которая все время меняется в процессе разрезки. Это способству уменьщению трения в зоне разреэки и увеличению стойкости ножа. Выпучивание крайних витков резьбы на разр занных, частях заготовки, образующееся в результате наличия фасок на резьбе сегмента, не создает осевого давления на резьбу и нож, которое является причиной частого выкрашивания резьбы сегмента и поломок ножа. После выхода из зоны разрезки части заготовки, продолжая перемещаться между роликом и сегментом, калибруются по резьбе, и выпучивание краев стержней и подъем крайнкх витков полностью устраняются. Нож под действием пружины возвращается в исходное положение. Параметры жесткости пружины выбираются из расчета достижения меньшего усилия растяжения от усилия перемещения из- / делия. Перемещение ножа происходит Б условиях трения качения на двух парах роликов, одна из которых установлена непосредственно в сегмента и воспринимает усилие при разрезке, а другая, регулируемая установлена на эксцентрических резьбовых втулках. Поворачивая эксцентрические резьбовые втулки 4, можно изменять расстояние между роликами, что позволяет регулировать установку ножа после заточки или при замене. Ф о р м у л а изобретения 1.РезьбонакаТной инструмент, рабо- , чая поверхность которого выполнена с винтовой нарезкой и продольным пазом, содержащий установленный в пазу нож, отличающийся тем, что, с целью повышения стойкости инструмента и улучшения изделий, он снабжен. Механизмом для перемещения ножа, выполненным в виде двух пар роликов с осями параллельными рабочей поверхности г1нструмента, кронштейна: смонтированного на торце инструмента и пружины, . размещенной ме}Кду ножом и кронштейном. 2.Инструмент по п. 1, о т л и ч а ющ и и с я тем, что ролики выполнены с профильными выточками для размещения ножа.3.Инструмент по п. 1, о т .л и ч а юЩ и и с я тем, что винтовая нарезка рабочей части, инструмента выполнена вдоль прорези с фаской, ширина которой равна. шагу накатьшаемой резьбы. 4.Инструмент п п. 1, о т л и ч а ющ и и с я тем, что одна пара роликов становлена на эксцентриковых резьбовых втулках. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 1О4796, В 21 Н 3/О6, 1949. 2. Авторское свидетельство СССР № 393011, кл. В 21 Н 3/06, 197.1. (прототип). , ;, ,
