(54; ПЛОСКАЯ ПЛАШКА к РЕЗЬБОНАКАТНЫМ АВТОМАТАМ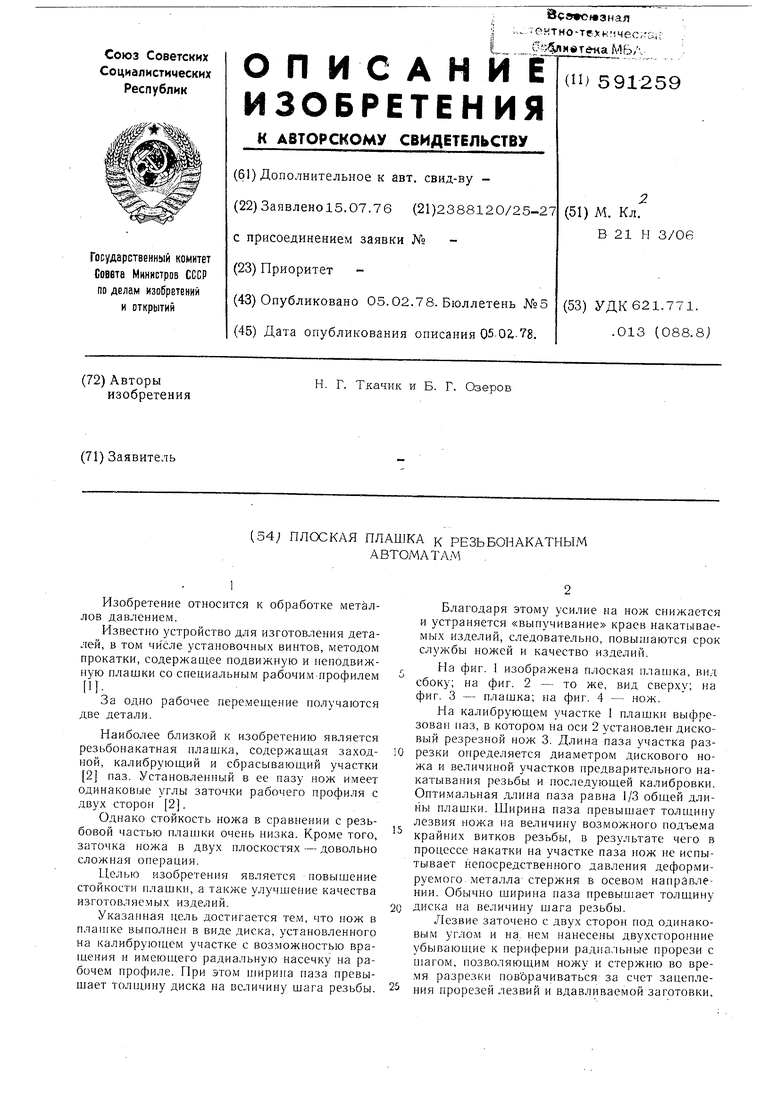
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбонакатной инструмент | 1977 |
|
SU716693A1 |
| Способ изготовления крепежных деталей с многогранным стержнем | 1990 |
|
SU1759517A1 |
| Резьбонакатная регулируемая плашка | 1982 |
|
SU1094658A1 |
| Инструмент для накатывания резьбы | 1977 |
|
SU747599A1 |
| Резьбонакатной инструмент | 1980 |
|
SU919796A1 |
| УСТРОЙСТВО ДЛЯ ПОВТОРНОГО НАКАТЫВАНИЯ РЕЗЬБЫ | 1994 |
|
RU2063290C1 |
| Круглая плашка | 1978 |
|
SU795782A1 |
| Способ накатывания цилиндрической резьбы | 1987 |
|
SU1763075A1 |
| Головка для накатывания резьбы на метчиках | 1977 |
|
SU701736A1 |
| СБОРНАЯ ПЛАШКА | 1992 |
|
RU2043883C1 |
Изобретение относится к обработке металлов давлением.
Известно устройство для изготовления деталей, в том числе установочных винтов, методом нрокатки, coдepжaнJ,ee подвижную и ненодвижную плашки со снециальным рабочим профилем
За одно рабочее перемещение получаются
две детали.
Наиболее близкой к изобретению является резьбонакатная плашка, содержащая заходной, калибрующий и сбрасывающий участки 2 паз. Установлен} ый в ее пазу нож имеет одинаковые углы заточки рабочего профиля с сторон 2.
Однако стойкость ножа в сравнении с резьбовой частью очень низка. Кроме того, заточка ножа в двух плоскостях - довольно сложная операция.
Целью изобретения является повыщение стойкости плащки, а также улучшение качества изготовляемых изделий.
Указаршая цель достигается тем, что нож в плашке выполнен в виде диска, установленного на калибрую ием участке с воз.можностью вращения и имеющего радиальную насечку на рабочем профиле. При этом Н1ири11а паза превышает толнхину диска на величину шага резьбы.
Благодаря этому усилие на нож снижается и устраняется «выпучивание краев накатываемых изделий, следовательно, повын1аются срок службы ножей и качество изделий.
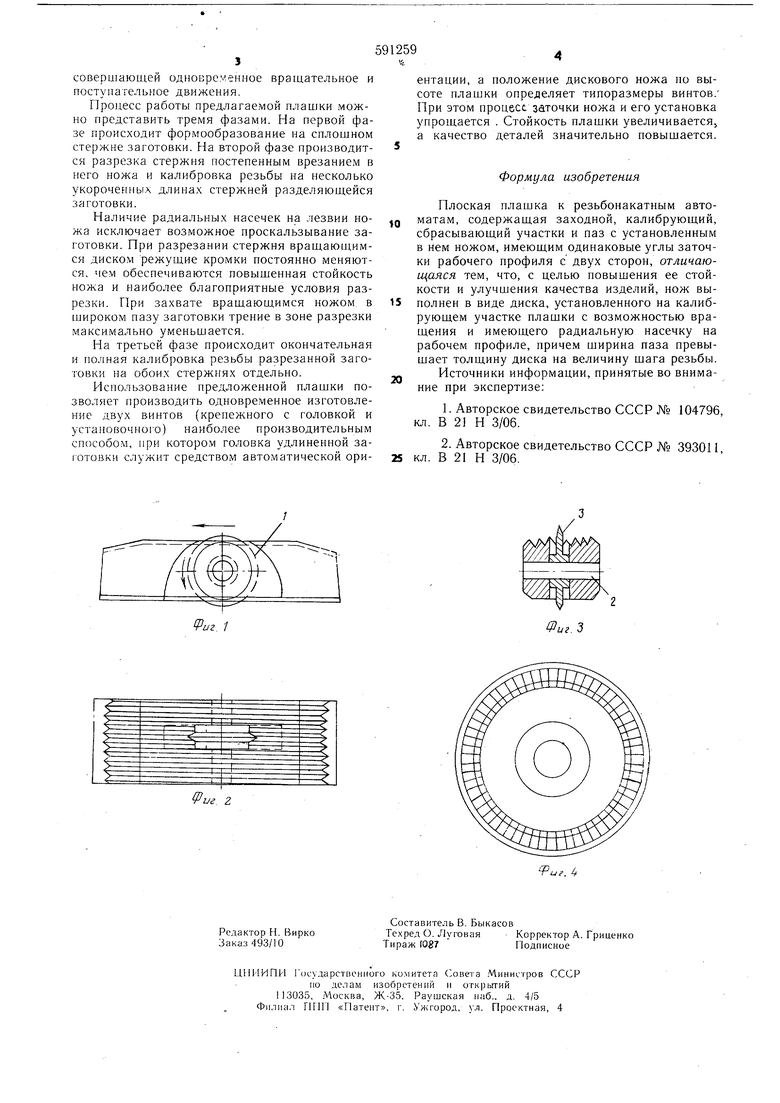
На фиг. I изображена плоская плагпка, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - плащка; на фиг. 4 - нож.
На калибрующем участке 1 плащки выфрезован паз, в котором на оси 2 установлен дисковый резрезной нож 3. Длина паза участка разрезки определяется диаметром дискового ножа и величиной участков предварительного накатывания резьбы и последующей калибровки. Оптимальная длина паза равна 1/3 общей длины плашки. Ширина наза превышает толщину лезвия ножа на величину возможного подъема крайних витков резьбы, в результате чего в процессе накатки на участке паза нож не испытывает непосредственного давления деформируемого металла стержня в осевом направлении. Обычно ширина паза превышает толщину диска на величину щага резьбы.
Лезвие заточено с двух сторон под одинаковым углом и на нем нанесены двухсторонние убывающие к периферии радиальные прорези с шагом, позволяющим ножу и стержню во время разрезки поворачиваться за счет зацепления прорезей лезвий и вдавливаемой заготовки.
