мок заготовки. Целесообразна установка феррита иепосредствеино над кромками заготовки с минимальным зазором между ним и кромками. Этого можио добиться применением ролика с пазом, в котором расположено кольцо из материала с высоким магнитным сопротивлением.
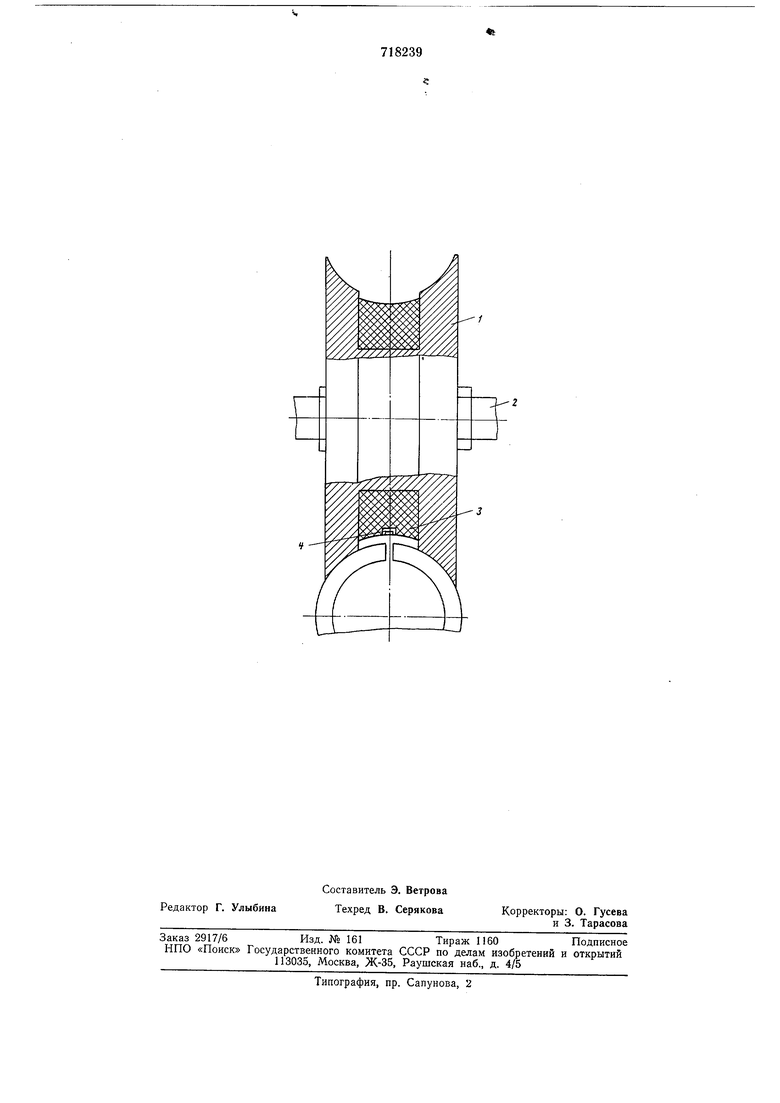
На чертеже изображен ролик, поперечный разрез и свариваемая заготовка трубы.
Ролик состоит из диска 1 с назом, изготовленного из материала с малым электрическим сопротивлением, например из меди, закрепленного на оси 2. В пазу диска закреплено кольцо 3, изготовленное из материала с высоким магнитным сопротивлением, например из феррита. Кольцо 3 может состоять из двух и более частей и закрепляется на диске с помощью винтов 4.
Количество частей, из которых собрано кольцо, обуславливается удобством их изготовления и сборки ролика. Целесообразно применение ферритовых колец из двухтрех частей.
Ось ролика в сварочной клети закреилена на основании через систему рычагов, допускающих перемещение ролика в трех взаимно перпендикулярных направлениях.
Устройство работает следующим образом.
Рабочая поверхность диска 1, закрепленного на оси 2, лежащей в плоскости непосредственно перед точкой схождения кромок, катится по поверхности заготовки. При этом наз диска с закрепленным в нем ферритовым кольцом 3 располагается непосредственно над кромками заготовки. Зазор между ферритовым кольцом и кромками устанавливается минимально возможным. Учитывая, что контакт заготовки осуществляется с поверхностями диска, даже при биеНии заготовки зазор между заготовкой и ферритом в процессе сварки не изменяется. При наличии ферритов снаружи (кольцо 3) и внутри (ферритовая наборка), силовые линии пересекают кромки пернендикулярно к ним. В этом случае происходит отдача энергии кромкам с максимальным КЦД. При отсутствии ферритов снаружи или внутри заготовки силовые линии
«скользят по кромкам и КПД процесса снижается.
Изготовление частей ролика, контактирующих с заготовкой из материала с малым электрическим сопротивлением, целесообразно для улучщения условий его работы в качестве перемычки.
Установка ферритового кольца в пазу вращающегося ролика улучщает условия
работы ферритом, не требует его охлаждения, так как над поверхностью кромок находятся все время различные участки ферритового кольца. Иснользование ролика целесообразно на
станах, оборудованных сварочными узлами с вертикальным расположением осей валков.
Экономический эффект от внедрения предлагаемого ролика ожидается получить
за счет увеличения скорости сварки труб главным образом с толстыми стенками, так как при производстве толстостенных труб скорость сварки ограничивается мощностью сварочного генератора, а увеличение
КПД процесса позволит увеличить полезную мощность генератора. Преднолагается, что скорость сварки увеличится на 5-10%. В цехе с объемом нроизводства 80- 100 тыс. тонн внедрение изобретения нозволит получить годовой экономический эффект в 50-100 тыс. рублей за счет повыщения производительности станов.
Формула изобретения
Ролик для высокочастотной сварки труб, выполненный с симметрично расположенным на рабочей поверхности кольцевым пазом, отличающийся тем, что, с целью повыщения КПД процесса сварки, в
кольцевом пазу закреплено кольцо из материала с высоким магнитным сопротивлением.
Источники информации, принятые во внимание при экспертизе
1. Шевакин Ю. Ф., Глейберг А. 3. Производство труб. «Металлургия, М., 1968, с. 300-301.
2. Патент ФРГ № 1069321, кл. 49h 31/09, 1966.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Сердечник для радиочастотной сварки прямошовных труб | 1981 |
|
SU1007877A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Устройство для удаления внутреннего грата в сварных трубах | 1978 |
|
SU766698A2 |
| Способ высокочастотной сварки ферромагнитных труб | 1973 |
|
SU555934A1 |
| Способ изготовления сварных труб | 1985 |
|
SU1273203A1 |
| Способ высокочастотной сварки труб | 1988 |
|
SU1569047A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| ДАВИЛЬНЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2009 |
|
RU2416479C1 |