Изобретение относится к производству электросварных труб, в частности к радиочастотной сварке прямошовных труб малого диаметра с использовнием ферритовых сердечников.
Известен сердечник для радиочастотной сварки труб, набираемый из стандартных ферритовых стержней диаметром 8-10 мм,помещае1 1ых в стеклотекстолитовый цилиндр,который является одновременно конструктивным эле ментом и предохранительным кожухом ij.
Недостаток такого сердечника низкий коэффициент заполнения внутренней полости -трубной заготовки ферритом, что приводит к насыщению отдельных участков сердечника, особенно при сварке труб малого диаметра, а следовательно, увеличению магнит.ного сопротивления такта передачи высокочастотной энергии и снижению эффективности нагрева свариваемых кромок.
Наиболее близким по технической сущности к предлагаемому является сердечник для рс1диочастотной сварки . Прямошовных труб, содержащий штангу, изоляционный кожух с набором расположенных в нем ферритов {/Q .
Известная конструкция сердечника хотя и обладает достаточно высокой прочностью и долговечностью, но изза увеличенного зазора между ферритовым сердечником и .поверхностью свариЬаемых кромок, а также наличия разрывов магнитной цепи в воздушных . зазорах между кольцами в наборе, эффективность использования сердечника ухудшается. Кроме того, конструкция сердечника не позволяет осуществить его достаточно эффективное охлаждение что. приводит к перегреву отдельных ферритовых колец и ухудаению их магнитных характеристик, например, магнитнрй проницаемости.
Цель изобретения. - пдвышенйё эффективности передачи высокочастотной энергии свариваемым кромкам и долговечности его работы.
Поставленная цель достигается тем, что .в сердечнике для .радиочастотной сварки прямошовных труб, содержащем штангу, изоляционной кожух.с набором расположенных в.нем.ферритов,.набор ферритов выполнен из двух полых полуцилиндров, полость соединения которых про содит через ось штанги.
.Кроме.того, ферритовые полуцилиндры выполнены.с канавками для протекания охлаждающей жидкости, расположенными .под .углом. 6.0- 90° к оси сердечкика в полости соединения полуцилиндров . На.фиг. 1 изображен сердечник, расположенный в узле сварки прямошовных труб малого диаметра, продольный разрез; на фиг. 2 г сечение А-А на фиг. 1,1
.Устройство содержит штангу 1, удерживающую.изоляционный.кожух 2 с размещенными в .-ней ферритовыми полуцилиндрами 3. В.полуцилиндрах выполн ны полости 4, составляющие В; сборе внутреннее отверстие ферритового цилиндра, для протекания охлаждающей жидкости. В плоскости соединения полуцилиндров на.участках, расположенных под свариваемыми кромками, вы-. полнены канавки 5, формирующие дополнительные потоки охлаждающей жидкости и снижающие Температуру наиболее разогретых участков,.ферритовые полуцилиндры 3 зафиксированы в изоляционном кожухе 2 заглушками 6 и 7. Заглушка б имеет отверстие 8 для отвода охлаждаквдей жидкости, расположенной в верхней ее части. В заглушке 7 выполнено осевре отверстие для крепления на штанге 1 изоляционного кожуха 2 и ввода охлаждающей жидкости. ,
В процессе радиочастотной сварки прямошовных труб охлаждающая жидкость .(эмульсия или вода) по штанге 1 через продольное отверстие в заглуке 7, полости 4, в ферритовом цилиндре и канавке 5 поступает во внутреннюю полость изоляционного кожуха 2, создавая обильную жидкостную , баню для расположенных в нем ферритовых полуцилиндро.в. По канавкам 5 создается дополнительное охлаждение сильно нагревающихся в процессе сварки участков под свариваемыми кромками. Постоянный уровень охлаждающей жидкости в изоляционном кожухе поддерживается благодаря расположению отверстия 8 в заглушке -б в верхней ее части.
Сердечник обеспечивает повышение коэффициента заполнения внутренней пблости трубной заготовки ферритом, позволяет исключить наличие воздушны зазоров между ферритами вдоль набора осуществить обильное охлаждение всего ферритового набора, а также его наиболее нагретых участков и, таким образом, снизить магнитное сопротивление тракта передачи высокочастотной энергии свариваемым кромкам, повысить действующее (рабочее) значение магнитной индукции насьощения, а следовательно, повысить эффективность использования ;высокоча.стотной энергии.
Наличие продольной щели между полуцилиндрами в плоскости их соединения не только не.уменьшает величину магнитного сопротивления (магнитныйпоток,пронизывающий набор ферритов преимущественно продольную составляющую, которая не пересекает указанную щель), но за счет расположения плоскости соединения в плоскости csapKHj дает возможность осуществить дополнительное рхлаждение наиболее разогретых участков феррита и тем семак снизить их температуру в процессе сварки, т.е. улучшить условия, в которых работает набор ферритов сердечника в процессе CBapitH.
Следовательно, кроме повышения эффективности передачи 1высокочастотн й энергии свариваеьшм кромкам предлагаемый сердечник позволяет за счет улучшения условий, в которых (работают ферритовые пластины, повысить долговечность пластин при сохранении их магни7:ных характеристик.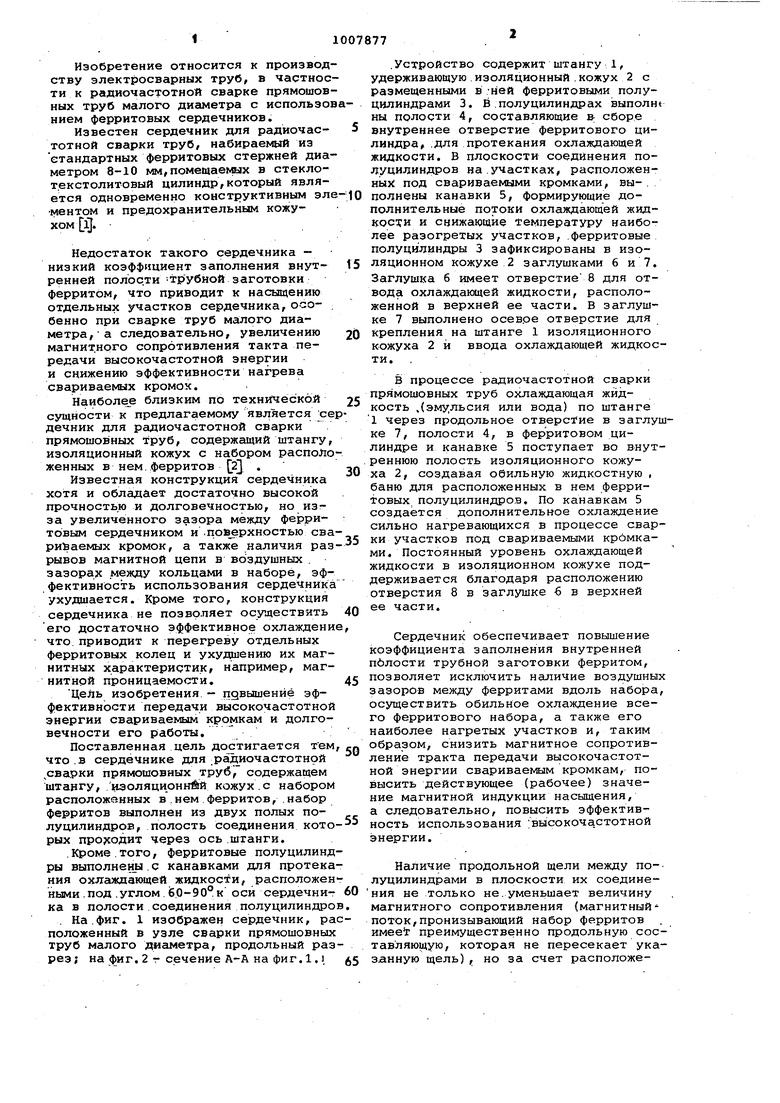
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренняя штанга для сварки прямошовных труб | 1974 |
|
SU546408A1 |
| Магнитопровод для высокочастотной сварки прямошовных труб | 1987 |
|
SU1489871A1 |
| Сердечник для сварки труб токами высокой частоты | 1975 |
|
SU517343A1 |
| Устройство для высокочастотной сварки прямошовных стальных труб | 1979 |
|
SU919833A1 |
| Устройство для удаления внутреннего грата в сварных трубах | 1978 |
|
SU766698A2 |
| Способ высокочастотной сваркипРОдОльНыХ шВОВ ТРубНыХ зАгОТОВОК | 1979 |
|
SU814621A1 |
| Способ контроля и автоматического регулирования процесса высокочастотной сварки | 1981 |
|
SU1016113A1 |
| Способ высокочастотной сварки труб | 1976 |
|
SU599940A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Устройство для высокочастотной сварки труб из нержавеющих сталей | 1988 |
|
SU1540888A1 |
1.СЕРДЕЧНИК ДЛЯ РАДИОЧАСТОТНОЙ СЙАРКИ ПРЯМОШОВНЫХ ТРУБ, содержащий штангу, изоляционный кожух с набором расположенных в нем ферритов,, о тличающийся тем, НТО, с целью повышения эффективности передачи высокочастотной энергии J;вapивaeмым кромкам и до тговечности его работы, набор .ферритов выполнен из двух полых полуцилиндров, плоскость соединения которых проходит через ось штанги. 2. Сердечник по п. 1 о т л ичающийся тем, что ферритовые полуцилиндры выполнены с канавками для протекания охлаждающей жидi кости, расположенными под углом 60-90 к оси сердечника в плоскости соединения полуцилиндров. 00 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Шамов А.Н | |||
| Лунин И.В.| Иванов В.Н | |||
| йлсокочастотнйя сварка металлов | |||
| М., Машиностроение, 1977, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Внутренняя штанга для сварки прямошовных труб | 1974 |
|
SU546408A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
