1
Изобретение относится к устройствам для закалки изделий, преимущественно малой массы, и может быть использовано в машиностроении.
Известны полуавтоматы для закалки, отпуска и изотермической обработки деталей малой массы, включающие соляные ванны для нагрева под закалку или отпуск и механизмы перемещения подвесок, состоящие из цепных конвейеров или транспортирующих цепей с шаговЬ1м транспортером и гидроприводом Ci3 и 23.
Вследствие сравнительно невысокой скорости перемещения изделий с помощью цепных передач в подобных установках происходит подстуживание деталей на воздухе; кроме того, охлаждение их садкой в подвесках или корзинах приводит к пятнистой твердости вследствие большой плотности обрабатьтаемых изделий.
Известен также полуавтомат для термообработки, содержащий механизм перемещения деталей и технологические ванны с приемными емкостями с ггр1шодом з
Указанный полуавтоКШТ исключает воздушное подстуживаиие деталей при перемещении подвески автооператором. Однако этот полуавтомат не обеспечивает качественной закалки вследствие охла шения обрабатьтаемых деталей садкой в подвеске. Охлаждающий раствор омьшает лишь детали, расположенные на поверхности садки, не проникая внутрь нее.
Целью изобретения является повылю|тие качества термообработки.
Цель достигается тем, что полуавтомат снабжен укрепленными на ваннах копирами и механизмом , пыполненным в виде соединенных с механизмом перемещения кроьш1тейнов и шарнирно укрепленной в них кор.чппы, взаимодействующей с копирами в момрит опускания.
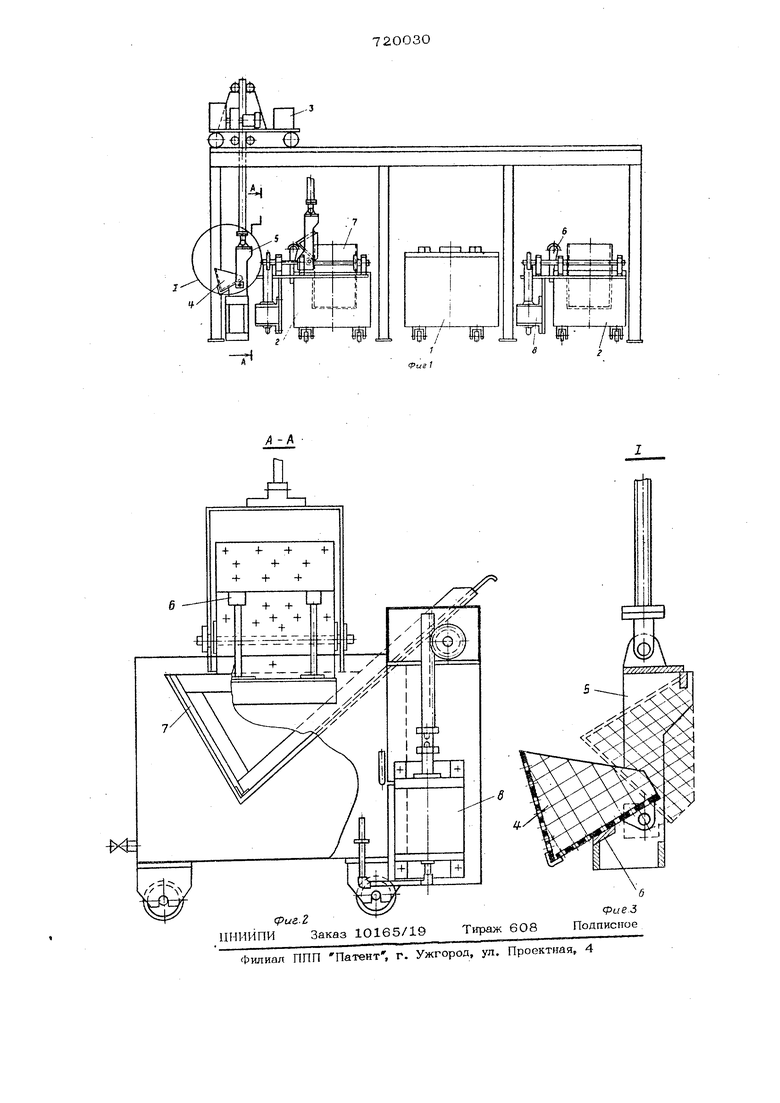
На фиг. 1 показан ripivuiajaeMUu полуавтомат; на фи1 2 - то жо, pa:5pi 3 А-А на фиг. 1; на фиг. 3 - yni-.-i 1 ira фиг. 1. Полуавтомат содерлшт ванну 1 для нагрева под закалку, ванны 2 охлаждения, механизм 3 перемещения садки. Для разгрузки садки служат качающаяся корзина 4, соединенная с механизмом 3 перемещение садки при помощи зафиксированных в опорах кронштейнов 5, и копиры 6, жестко связанные с ваннами 2 охлаждения. В ваннах 2 охлаждения имеются приемные емкости 7, которые соединяются в приводом 8 возвратно-поступательного движения. Полуавтомат работает след тощим- образом. Мелкие детали насыпаются в качающую ся корзину 4, соединенную при помощи зафиксированных в опорах кронштейнов 5 с механизмом 3 перемещения садки. Механизм перемещения садки из исходного положения переносит садку в ванну 1 для нагрева под закалку, и садка в корзине 4 на1 ревается в этой ванне. По истечении технологически необходимого времени механизм 3 перемещения вытаски зает качающуюся корзину 4 с нагретыми деталями и переносит ее к той или иной талями и uepcnw - 1 V-V- - ванне 2 охлаждения (согласно технатоги В момент опускания в вертикальной плос кости корзина 4 соприкасается с копира ми 6, скользит по ним, опрокидывается высыпает садку в приемную емкость 7 ванны 2 охлаждения. Механизм 3 перем щения садки возвращается в исходное по ложение. В зависимости от технологической необходимости закаленные детали сразу или по истечении нескольких цикл высыпаются из ванны 2 охлаждения при пa Ioщи привода 8 возвратно-поступател ного движения. Наличие механизмов разгрузки с качащейся корзиной и копирами, а также риемных емкостей в ваннах охлаждения приводом возвратно-поступательного вижения позволяет создать благоприятые условия для равномерного охлаясдения еталей малой массы сократить время хлаждения по сравнению с охлаждением подобных деталей садкой (в корзине или другом приспособлении) и тем самым значительно повысить качество термообработки мелких деталей. Формула изобретения Полуавтомат для деталей, содерй1ащий механизм перемещения деталей и технологические ванны с приводными приемными емкостями, отличающ и и с я тем, что, с целью повышения качества термообработки, он снабжен установленными на Bamiax копирами и механизмом разгрузки, выполненным в виде соединенных с механизмом перемещения кронштейнов и шарнирно укрепленной „„ в mix корзины, взаимодействующей с ко пирами в момент опускания. Источники ии{юрмации, принятые во В1П мание при экспертизе 1,Рустам С. А, Оборудование и проектирование термических цехов. AU, 1962з с. 325„ 2.Сатановский Л. П и др. Нагреватель-. ные и термические печи в машинострое НИИ. М., 1971, с. 208. 3. Ж. Металловедение и термическая обработка металлов. М., 1966, N 8, с. 56.
ftji t
| название | год | авторы | номер документа |
|---|---|---|---|
| Закалочно-отпускной агрегат | 1989 |
|
SU1775592A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| ВЕРТИКАЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2061939C1 |
| Комплекс для проведения нормализации крупного вагонного литья и закалки с последующим отпуском среднего вагонного литья | 2022 |
|
RU2795305C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ ИЗ ПРУЖИННЫХ КРЕМНИСТЫХ СТАЛЕЙ | 2014 |
|
RU2564805C1 |
| ЭЛЕКТРОПЕЧЬ "ПРЭТТИ" | 1996 |
|
RU2147108C1 |
| Карусельная электропечь для термообработки мелких деталей | 1979 |
|
SU857683A1 |
| Вакуумная установка для термообработки | 1977 |
|
SU723337A1 |
| Способ термической обработки детали из стали | 2022 |
|
RU2795332C1 |
| Вертикальная электрическая печь | 1981 |
|
SU1046582A1 |