Аппарат для формовки полых резиновых изделий, например, ящиков для аккумуляторов, должен быть приспособлен для удобного каждый раз заполнения формы и такого же опорожнения ее, без повреждения формуемого изделия. Для этого форма снабжается семной обкладочной частые, а предназначенный для формуемого изделия материал вводится в форму, где ему принудительным образом придается вид формуемого изделия при помощи вводимого в форму сердечника в виде телескопической трубы, при чем самая форма во время описываемой операции подвергается нагреванию, вследствие чего облегчается растекание резины. После окончательного закрытия формы прессующим приспособлением, она остается закрытой во время процесса вулканизации, после чего сердечник, помощью особого механизма, выводится из формы принудительным образом, а также выводятся из формы и разединяемые между собой обкладки формы, благодаря чему вынимание законченного ящика производится быстро и надежно.
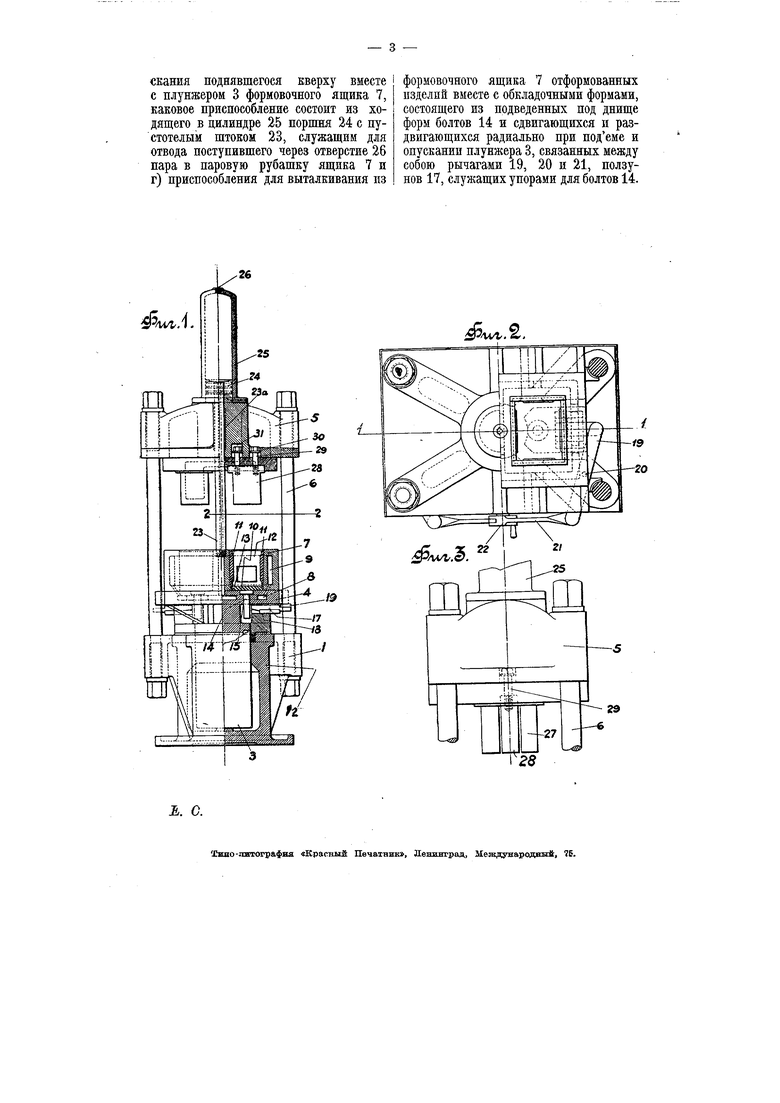
На фиг. 1 чертежа изображен боковой вид аппарата, отчасти в разрезе но
1-1 фиг. 2; па фиг. 2-вид в плане отчасти в разрезе по 2-2 фиг. .1; на фиг. 3-боковой вид станины (под прямым углом к виду, изображенному на фиг. i), со следующими обозначениями: 1-основание аппарата, 2-плунжерный цилиндр, 3-нлунжер, 4-плунжерная крышка, 5-станина пресса и 6-болты, соединяющие между собою основание и станину аппарата (все поименованные части устраиваются обычным образом).
Формовочный ящик 1 устанавливается на обогреваемой паром плунжерной крышке, при чем впуск пара в последнюю производится через отверстие 8, формовочный же ящик снабжается полостями 9 для пара, соединенными с отверстиями 8. Формовочный ящик представляет собой открытую сверху коробку; на обыкновенном прессе устанавливается, согласно чертежа, некоторое число таких ящиков.
Внутри формовочного ящика помещаются формовочные обкладки, состоящие из днища 10, боковых частей 11 и концевых 12, при чем боковые и концевые части устапавливаются на днище 10 и заходят при этом в устроенные в этом днище пазы 13, служащие
ДЛЯ первоначальной установки их в требуемом положении. При таком выполнении формовочных обкладок они могут быть, легко выдвигаемы из ящика помощью действующего па днище 10 давления.
Через отверстие 15 плунжерной крышки проходят болты 14. Болты 14 снабжены головками, располагаемыми в гнездах под днищами формовочной обкладки. В устроенных в основании направляющих 18 установлены ползуны 17, могущие перемещаться внутрь и устанавливаться под концами болтов 14. Прп подеме плунжера, с целью введения в форму сердечника, когда весь формовочный ящик удерживается в приподнятом положении, в котором формуемая резина подвергается давлению, ползуны 17 перемещаются внутрь, так что при обратном движении плунжерной крышки болты 14 упираются в лолзуны 17 и выдвигают формовочные обкладки из формовочных ящиков при помощи давления головок болтов на днище 10.
Для одновременной и совместной перестановки ползунов 17 служат рычаги 19, вращающиеся на шарнирных осях 20. При помощи тяг 21 эти рычаги соединяются с поворотным рычагом 22, так что оба ползуна могут быть задвигаемы одновременно.
Резиновая масса вводится в форму, после чего производится подем плунжера, при котором сердечник вставляется в форму подобно вдвигающейся телескопической трубе. Действуя на резиновую массу, по мере происходящего прогревания ее, сердечник производит принудительное заполнение формы означенной массой. Плунжер удерживается в своем верхнем положении, подвергая резину действию сердечника в продолжение всей операции формования. Упомянутый сердечник может быть нагреваем любым подходящим образом.
Для того, чтобы при перемещении плунжера вниз происходило выведение из формовочного ящика формовочных обкладок, применяется следующее устройство. Е формовочному ящику прикрепляется полый шток 23, внутренняя часть которого соединяется с полостью 9. Шток проходит сквозь отверстие 23а станины 5 и скрепляется с поршнем 24,
перемещаемым в цилиндре 25. Через отверстие 26 в цилиндр впускается пар, постоянно действующий на поршень 24, так что .при помощи пара можно отвести плунжер книзу, и вывести обкладки из формовочного ящика. Указанным выше путем производится также подача пара к формовочному ящику и плупжерной крышке. После выведения обкладок описанным образом из формы, они могут быть снимаемы с боковых сторон законченного отформованного ящика, удаление которого затем не представляет затруднений.
Для приведенного в виде примера аккумуляторного ящика, сердечник делается составным из частей 27 и 28, при чем форма состоит из трех отделений. Части 27 сердечника неподвижно связаны со станиной аппарата, а средняя часть 28 прикрепляется помощью болтов 29, головки 30 которых помещаются в гнездах 31 станины (верхней части) 5 пресса. Благодаря такому устройству, при обратном движении плунжера, средняя часть 28 сердечника может ограниченцо перемещаться, вследствие чего отделение частей 27 от формы происходит раньше, чем отделение части 28; благодаря этому, в свою очередь, уменьшается напряжение, которому подвергаются формуемые изделия, а вместе с тем облегчается выведение сердечника из формы без искажения или порчи формуемого изделия.
Предмет патента.
Ацпарат для формовки полых резиновых изделий, отличающийся совокупным применением: а) цельной (фиг. 1) или состоящей из нескольких частей 27, 28 (фиг. 3) матрицы, закрепленной или целиком (фиг. 1), или отдельными частями (фиг. 3) к неподвижной станине 5 болтами 29 так, что или матрица целиком (фиг. 1), или отдельные части ее (фиг. 3) получают возможность небольшого относительного вертикального перемещения относительно станины 5; б) обкладочной формы, вставляемой в отделения формовочного ящика 7, состоящей из днища 10, к которому тем или другим образом (преимущественно пазами) прикрепляются боковые, передняя и задняя стенки; в) приспособления для опуекания поднявшегося кверху вместе с плунжером 3 формовочного ящика 7, каковое приспособление состоит из ходящего в цилиндре 25 поршня 24 с пустотелым штоком 23, служащим для отвода поступившего через отверстие 26 пара в паровую рубашку ящика 7 и г) приспособления для выталкивания па
формовочного ящика 7 отформованных изделий вместе с обкладочными формами, состоящего из подведенных под днище форм болтов 14 и сдвигающихся и раздвигающихся радиально при подеме и опускании плунжера 3, связанных между собою рычагами 19, 20 и 21, ползунов 17, служащих упорами для болтов 14.

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для изготовления полых строительных камней | 1931 |
|
SU26609A1 |
| УСТРОЙСТВО ДЛЯ ЗАТЯЖКИ РАЗЪЕМНОЙ СТАНИНЫ ПРЕССА И ВЫВЕДЕНИЯ ЕГО ИЗ РАСПОРА | 1992 |
|
RU2033877C1 |
| Приспособление при токарном станке для работ по фрезерованию деревянных частей | 1928 |
|
SU10130A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 1993 |
|
RU2037400C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2290308C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛАСТОМЕРНОЙ ОБКЛАДКИ СТАТОРА ВИНТОВОЙ ГЕРОТОРНОЙ ГИДРОМАШИНЫ | 2005 |
|
RU2291777C1 |
| Ящичная форма для прессов, служащих для выделки искусственных камней | 1927 |
|
SU12211A1 |
| Эксцентриковый пресс для формовки полых камней | 1930 |
|
SU25555A1 |
| Устройство для формования изделий из бетонных смесей | 1989 |
|
SU1759634A1 |
| СПОСОБ ПОЛУСУХОГО ФОРМОВАНИЯ СЫРЦА КИРПИЧА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2229973C2 |
/игЛ,

