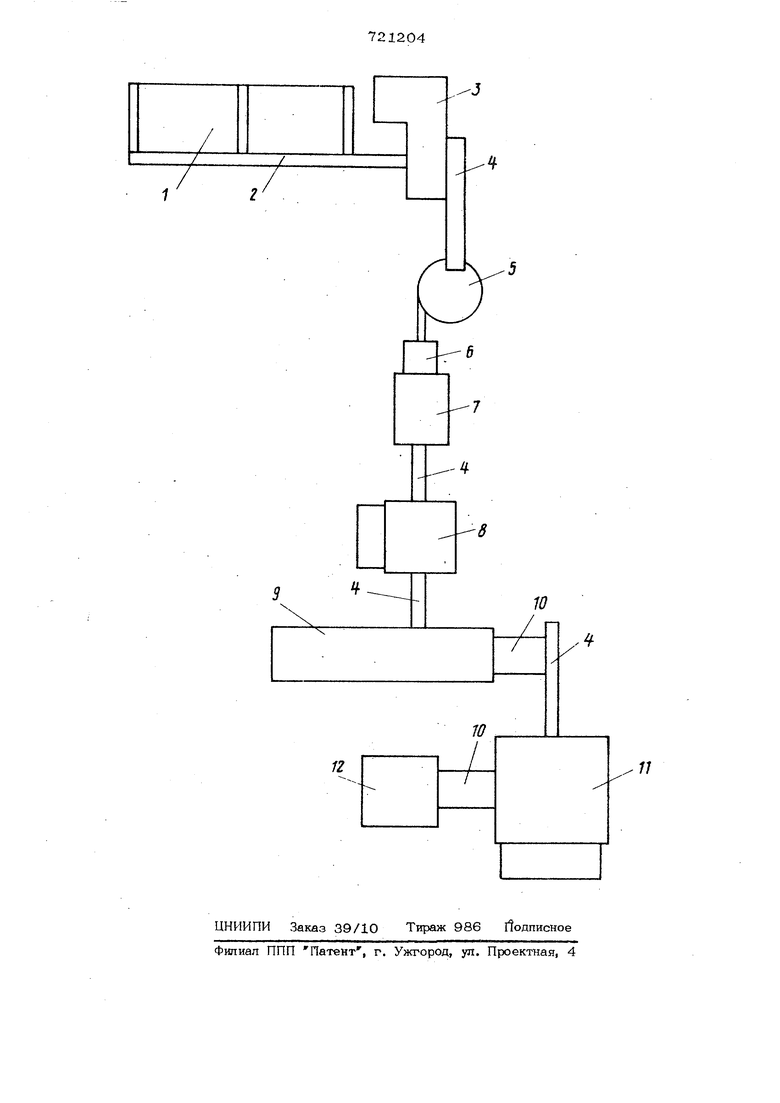
3721 ПОБОЧНОГО пресса 11 и приемной тары 12. Устройство для упрочнения заготовок давлением выполнено из узла нагружения и узла деформирования, имеющего два сообщекных канала равного поперечного сечения, размоценные под углом один к другому. Способ осуществляется следующим об- разом, Прутки со стеллажа 1 подают на рольКанг 2, откуда их перемещают на ножни«|1ы 3, где рубят штучные заготовки, которые по транспортеру 4 поступают в вибробункер 5. Далее из вибробутгеера 5 загстовки подают в мехагшзм б загрузки загото вок, откуда их поштучно с заданным темпом проталкивают через устройство 7 для нагрева заготовок. Здесь производят нагрев заготовок до ковочных температур и затем по транспортеру 4 перемещают к кривошипному прессу 8. В устройстве для упрочнения давлением заготовки продавливают через соойденные каналы для интенсивного деформирования сдвигом. После этого по- средствол транспортера 4 заготовки поремешают в стан поперечно-клиновой прокатки 9, где их уменьшают в диаметре и увеличивают в длину, создавая необходимое распределение объемов металла вдоль продольной оси. Прокатанные заготовки по наклонному лотку 10 скатьюают на транспортер 4 и подают на горячештамповочный пресс 11, где из них штампуют поковки, которые по наклонному лотку перемеацают в приемную тару 12, Пример. Пруток диаметром 17 мм из сплава ЭЙ 698ВД рубят на мерные заготовки длиной 28 мм. Токами частотой 8000 ГЦ производят нагрев заготовки до 1250°С. Далее концевые участки заготовки прокатывают последовательно в два перехода на клиньях с углами заострения 5 03 и 8 и углами наклона боковой грани 35° по первому переходу и 35 по второму переходу. На заключительной стадии , прокатки заготовку разделяют ножами с углом поаъема З30на две части, из которых на горячештамповочном прессе штампуют изделие. Максимальная степень обжатия без разрушения металла при прокатке составляла 1,28 и 1,32 по переходам. Продавлива1ше заготовки в устройстве для упрочнения давле ием через пересекаюшиеся под углом .90 каналы, вслецствие различного направлетшя плоскостей сдвига при упрочнении и прокатке, позволило увеличить степень обжатия без разрушения металла при прокатке до 1,41 и 1,6О по обоим переходам. Изобретение позволяет расширить технологические вoз ioжнocти путем увеличения степени деформировашм. Формула изобретения 1. Способ изготовления изделий типа ступстгчатых валов, при втором осуществля. разрезку прутковой заготовки на мерные длины, нагрев и поперечно-клиновую прокатку, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения увепичения степени деформации, перед поперечноклиновой прокаткой заготовки упрочняют давлением. 2, Поточная линия для осуществления способа по п. 1, содержащая установленные по ходу технологического процесса и связанные межоперащюнными средствами устройство для резки прутка на мерные длины, устройство для нагрева заготовок. стан поперечно-клиновой прокатки, о тличаюшаяся тем, что она снабжена устройством для упрочнения заготовок давлением, установленным перед станом поперечно-клиновой прокатки, Источники инфоу:маш1И, принятые во вт мечше при экспертизе 1. Кшшовой инструмент для изготовления осей транспортера. Информационный листок № 314, БелНИИНТИ, Минск, 1976. с. 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |
| Поточная линия для изготовления поковок с удлиненной осью | 1981 |
|
SU984816A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТУПЕНЧАТЫХ ВАЛОВ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКОЙ | 2008 |
|
RU2368448C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ УДЛИНЕННОЙ ФОРМЫ | 2005 |
|
RU2305610C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА ПОВОРОТНЫХ КУЛАКОВ | 2004 |
|
RU2273541C1 |
| Автоматическая линия горячей штамповки | 1985 |
|
SU1292899A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2280528C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК СО СТЕРЖНЕМ | 2004 |
|
RU2273542C1 |