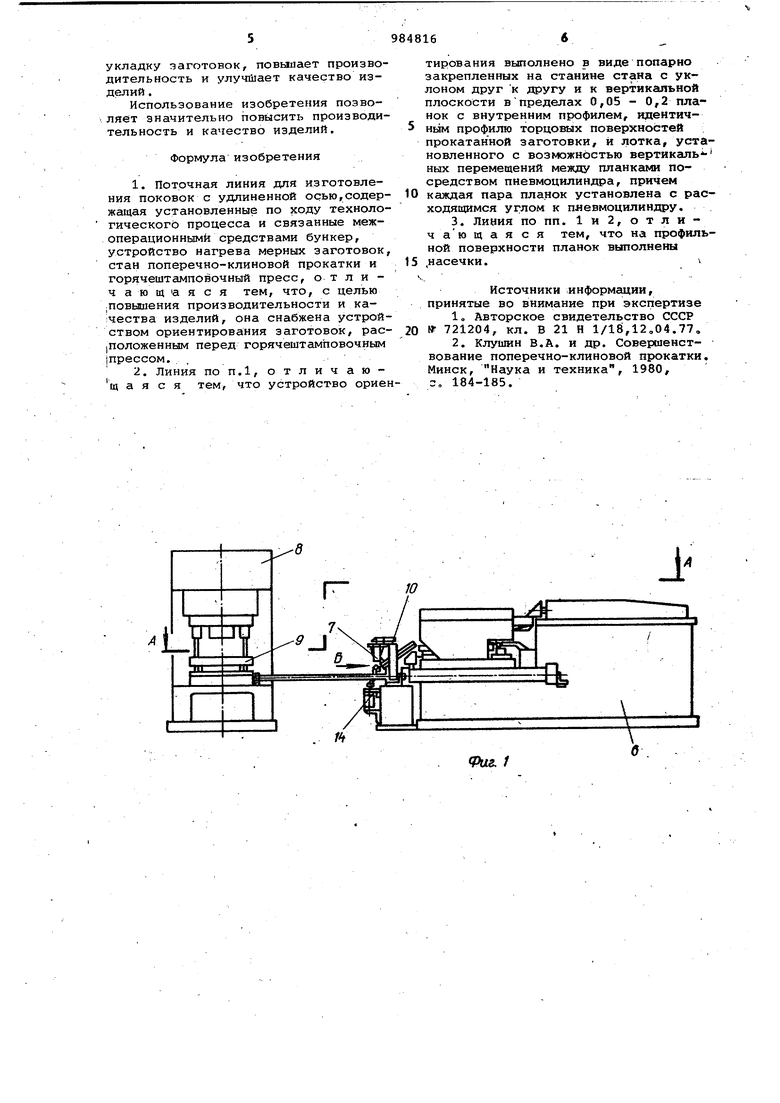
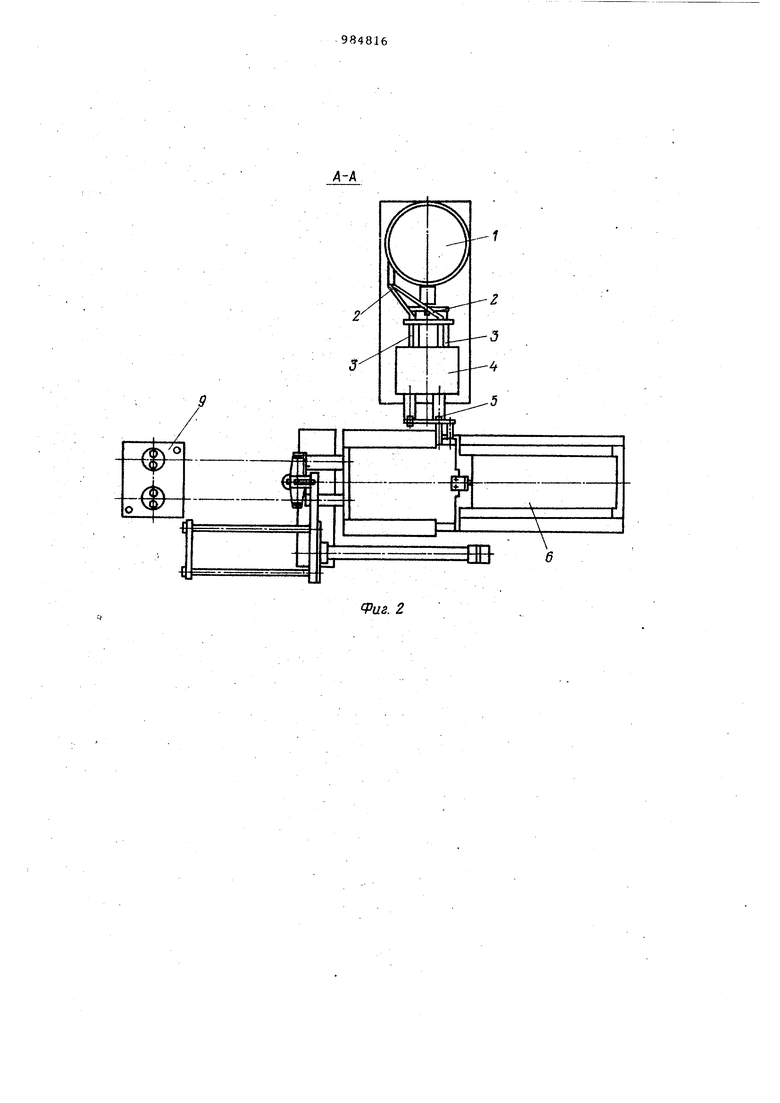
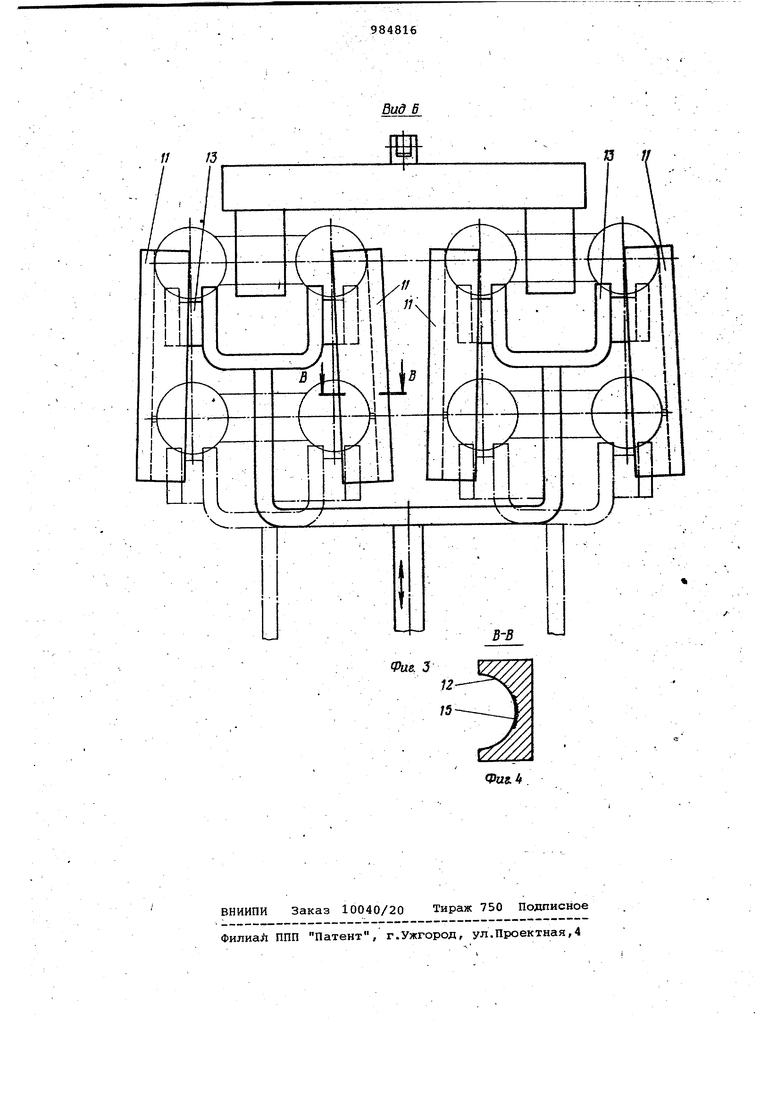
ленных на станине стана с; уклоном друг к другу и в вертикальной плоскости в пределах 0,05-0,2 планок с внутренним профилем, идентичным про филю торцовых поверхностей прокатан ной заготовки, и лотка, установленн го с возможностью вертикальных пере мещений между планками посредством пневмоцилиндра, причем каждая пара планок установлена с расходящимся углом к пневмоцилиндру,, Кроме того, на профильной поверх ности планок выполнены насечки о На фиг. 1 показана предлагаемая поточная линия, вид сбоку; на фиг,, разрез А-Д на фигЛ; на фиг. 3 - вид по стрелке Б на фиг.1 (устройство ориентирования заготовок) ; на фиг.4 разрез В-В на фиг.З, Поточная линия для изготовления поковок с удлиненной осью содержит бункер 1 (фиг. 1) гибкие желобы 2, механизм 3 загрузки заготовок в устройство 4 нагрева мерных заготовок, механизм 5 подачи заготовок в стан б поперечно-клиновой прокатки (фиг. Поточная линия также содержит СФиг. 1) устройство 7 ориентирования заготовок, расположенное между станом б поперечно-клиновой прокатки и горячештамповочным прессом 8„ Торя чештамповочный пресс 8 оснащен штампом 9 безоблойной штамповки. Наличие устройства ориентирования заготовок дает возможность оснастить поточную линию манипулятором 10 для автоматической подачи заготовок в штамп 9. Устройство 7 ориентирования заготовок выполнено в виде закрепленных на станине стана б с уклоном друг, к другу и к вертикальной плоскости с уклоном 0,05-0,2 планок 11 Фиг. с внутренним профилем 12 СФиг. 4), идентичным профилю торцовых поверхностей прокатываемых деталей. Устрой ство 7 ориентирования заготовок также включает лоток 13 (фиг. 3), установленный с возможностью вертикальных перемещений между планками 11 посредством пневмоцилиндра 14 (фиг,, Планки 11 СФИГ. 3J расположены попар но и под углом друг к другу, расходя щимся в направлении к пневмоцилиндРУ 14. Кроме того, на профильной поверхности планок 11 выполнены насечки 15 (фиг. 4)о Пределы уклонов планок к вертикал ной плоскости установлены из следующих условий: при уклоне меньше 0,05 наибольшее расстояние кежду их нижними концами будет меньше возможных отклонений заготовок, на лотке, что приведет к заклиниванию лотка при его«подъеме; при уклоне более 0,2 на контакте заготовки с планками возникают усилия, которые могут сбро сить заготовку с лотка. Наличие насечки нп профильной поверхности планок способствует удалению с торцовых поверхностей заусенцев или града, образующихся при отрезке концевых отходов, что повышает качество отштампованного изделия Предлагаемая линия работает следующим образом. Мерные заготовки засыпаются в чашу бункера 1„ Под действием направленных колебаний вибратора заготовки движутся по двум спиральным лоткам бункера и попадают в гибкие желобы 2, Далее посредством механизма 3 загрузки заготовок они отсекаются двумя параллельными потоками в устройство 4 нагрева заготовок, представляющего собой проходной индуктор. Здесь они нагреваются и двумя потоками подаются в стан б поперечно-клиновой прокатки- механизмом 5 подачи заготовок. В стане б одновременно прокатываются две заготовки, каждая своим инструментом и по наклонному лотку, после отрезки концевых отходов скатываются на лотки 13 устройства 7 ориентирования заготовок. Пневмоцилиндром 14 лотки 13 поднимаются вверх, при этом заготовки касаются своими торцами профильных поверхностей 12 планок 11, за счет чего происходит точная ориентация заготовок. В верхнем положении лотков 13 заготовки выходят из контакта с планками 11. Здесь две заготовки захватываются клещевым зажимом манипулятора 10 и переносятся им в штамп 9. Манипулятор останавливается в таком положении, чтобы клещевой зажим с заготовками точно остановился над гравюрами штампа 9.. Клещевой зажим разжимается и заготовки падают на гравюры штампа. При рабочем ходе пресса 8 осуществляется штамповка заготовок в безоблойном штампе. Удаление заготовок из штампа осуществляется выталкивателями и сдувом воздушной струей. Включение в состав поточной линии устройства ориентирования заготовок позволяет точно выставить заготовки в пространстве относительно гравюр штампа. Этим обеспечивается, точная укладка за1:отовок в штамп посредством манипулятора. Таким образом, исключено незаполнение металлом отдельных участков поковки вследствие неточной укладки, что повышает качество изделий. Полная автоматизация процесса и исключение ручного труда обеспечивает увеличение производительности. Производительность повышена также за счет того, что штампуются одновременно две заготовки. Наличие устройства ориентирования заготовок и его размещение перед станом поперечно-клиновой прокатки обеспечивает возможность автоматизации процесса, исключает неточную укладку заготовок, повыиает производительность и улучшает качество изделий . Использование изобретения позволяет значительно повысить производительность и качество изделий. Формула изобретения 1.Поточная линия для изготовления поковок с удлиненной осью,содержащая установленные по ходу технологического процесса и связанные межоперационнымй средствами бункер, устройство нагрева мерных заготовок стан поперечно-клиновой прокатки и горячештамповочный пресс, отличающаяся тем, что, с целью повышения производительности и ка:чества изделий, она снабжена устрой ством ориентирования заготовок, рас |Положенным перед горячештамповочньли jnpeccoM, 2.Линия ПОП.1, отличающ а я с я тем, что устройство орие тирования выполнено в виде попарно закрепленных на станине стана с уклоном друг к другу и к вертикальной плоскости впределах 0,05 - 0,2 планок с внутренним профилем, идентичHbJM профилю торцовых поверхностей прокатанной заготовки, и лотка, установленного с возможностью вертикаль ных перемещений между планками посредством пневмоцилиндра, причем каждая пара планок установлена с расходящимся углом к пяевмоцилиндру. 3. Линия попп. 1и2, отличающаяся тем, что на профильной поверхности планок выполнены насечки. Источники информации, принятые во внимание при экспертизе 1 о Авторское свидетельство СССР W 721204, кл. В 21 Н 1/18,12,04.77, 2. Клушин В.А. и др. Совершенствование поперечно-клиновой прокатки. Минск, Наука и техника, 1980, ::, 184-185.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |
| Стан для раскатки лезвий стрельчатых лап культиватора | 1981 |
|
SU1084101A1 |
| Автоматическая поточная линия для изготовления штампованных изделий | 1978 |
|
SU779021A1 |
| Способ изготовления изделий типа ступенчатых валов и поточная линия для его осуществления | 1977 |
|
SU721204A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Способ изготовления точной поковки пальца шарнира грузового автомобиля | 2016 |
|
RU2649627C2 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ И ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ | 2011 |
|
RU2465978C1 |
1-Й (риг. 1 f/ f3
