Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей, преимущественно типа ступенчатых валов, посредством поперечно-клиновой прокатки.
Известен способ получения деталей из прутка путем поперечно-клиновой прокатки, включающий формообразование прутковой заготовки путем перераспределения металла вдоль оси заготовки движущимися поперек оси заготовки, по крайней мере, двумя клиновыми инструментами [1].
Недостатком этого способа является вскрытие осевой полости, известное как эффект Маннесмана, которое является одним из основных ограничений, налагаемых на процесс поперечно-клиновой прокатки.
Известен способ изготовления изделий типа ступенчатых валов, при котором осуществляют разрезку прутковой заготовки на мерные длины, нагрев заготовки и поперечно-клиновую прокатку заготовки с обрезкой концевых отходов. Перед прокаткой в устройстве для упрочнения давлением нагретые заготовки продавливают через сообщенные каналы для интенсивного деформирования сдвигом. Способ позволяет увеличить степень деформации процесса и расширить технологические возможности поперечно-клиновой прокатки [2].
Однако известный способ не позволяет существенно снизить вероятность вскрытия осевой полости при поперечно-клиновой прокатке.
Задачей предлагаемого изобретения является снижение вероятности вскрытия осевой полости, повышение усталостной прочности валов, увеличение чистоты поверхности валов, уменьшение усилия рабочего привода стана, снижение энергопотребления процесса.
Поставленная задача решается следующим образом. В известном способе изготовления изделий типа ступенчатых валов поперечно-клиновой прокаткой, включающем формообразование прутковой заготовки путем перераспределения металла вдоль оси заготовки движущимися поперек оси, по крайней мере, двумя клиновыми инструментами, по крайней мере, к одному клиновому инструменту налагают дополнительное возвратно-поступательное перемещение под углом от 0° до 90° к направлению его рабочего движения с амплитудой колебаний от 0,002d до 0,02d и частотой более 10v/(πd), где d - прокатываемый диаметр, v - скорость прокатки.
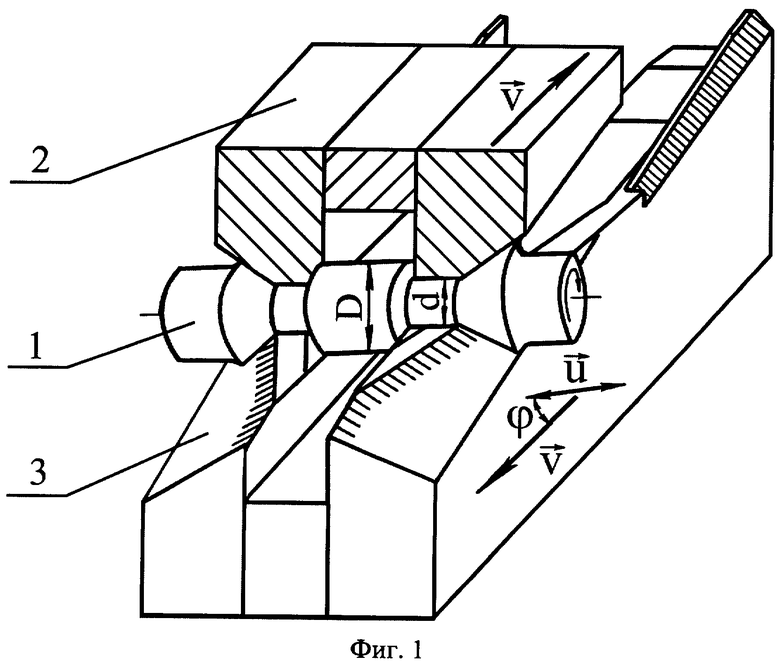
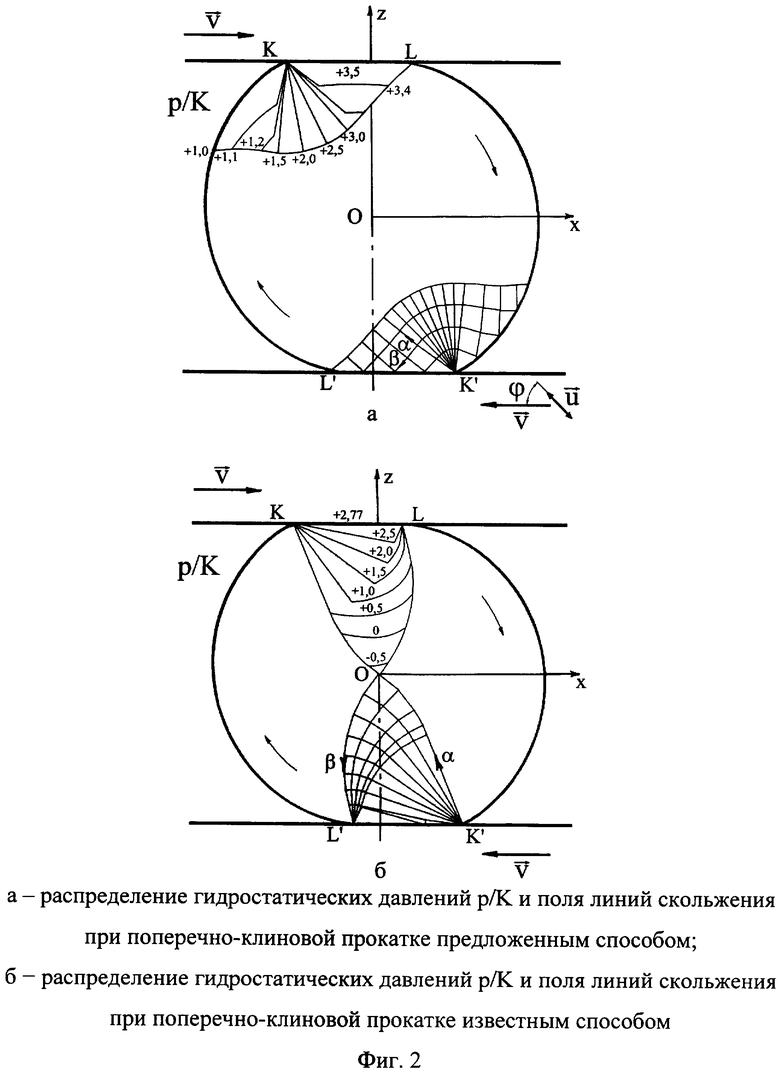
На фиг.1 показана схема осуществления предлагаемого способа. На фиг.2 показаны поля линий скольжения, полученные методом графического построения, и распределение относительного гидростатического давления Р/К (Р - гидростатическое давление, К - пластическая постоянная) в очаге деформации при поперечно-клиновой прокатке предложенным и известным способом. На фиг.3 показано распределение остаточной пластичности по длине детали - ось ПСХ-01.616 при прокатке предложенным и известным способом.
Способ осуществляется следующим образом. Предварительно нагретая до температуры прокатки заготовка 1 (фиг.1), имеющая диаметр D, прокатывается между верхним 2 и нижним 3 клиновыми инструментами. Верхний 2 и нижний 3 клиновые инструменты движутся поперек оси заготовки 1 параллельно один другому навстречу друг другу со скоростью прокатки v. Оба инструмента имеют боковые наклонные грани, которые заставляют перемещаться избытки металла по направлению к торцам, тем самым удлиняя заготовку 1, а оставшаяся часть металла прокатывается между клиновыми инструментами 2 и 3, приобретая профиль получаемой детали с прокатываемым диаметром d. К нижнему клиновому инструменту 3 наложено дополнительное возвратно-поступательное перемещение в направлении  под углом φ по отношению к направлению его рабочего движения
под углом φ по отношению к направлению его рабочего движения  .
.
Величина угла φ находится в пределах от 0° до 90°. При φ=0° дополнительное возвратно-поступательное перемещение  накладывается на вектор рабочего движения
накладывается на вектор рабочего движения  , и в итоге нижний клиновой инструмент 3 совершает возвратно-поступательное движение с преобладанием перемещения по ходу прокатки. При φ=90° рабочее движение постоянно, и нижний клиновой инструмент совершает колебательные движения перпендикулярно направлению прокатки. В диапазоне 0°<φ<90° имеют место оба вышеперечисленных перемещения нижнего клинового инструмента 3.
, и в итоге нижний клиновой инструмент 3 совершает возвратно-поступательное движение с преобладанием перемещения по ходу прокатки. При φ=90° рабочее движение постоянно, и нижний клиновой инструмент совершает колебательные движения перпендикулярно направлению прокатки. В диапазоне 0°<φ<90° имеют место оба вышеперечисленных перемещения нижнего клинового инструмента 3.
Наложение колебательного движения  под углом 0°<φ<90° к направлению его рабочего движения
под углом 0°<φ<90° к направлению его рабочего движения  на один из клиновых инструментов обеспечивает дискретную деформацию заготовки, состоящую из множества локальных деформаций с незначительными обжатиями, вследствие чего уменьшается контактная поверхность заготовки с инструментом и изменяется напряженно-деформированное состояние в очаге деформации: возрастают накопленные деформации в приконтактном слое и возрастают сжимающие гидростатические давления в очаге деформации.
на один из клиновых инструментов обеспечивает дискретную деформацию заготовки, состоящую из множества локальных деформаций с незначительными обжатиями, вследствие чего уменьшается контактная поверхность заготовки с инструментом и изменяется напряженно-деформированное состояние в очаге деформации: возрастают накопленные деформации в приконтактном слое и возрастают сжимающие гидростатические давления в очаге деформации.
Методом графического построения полей линий скольжения построены поля линий скольжения и найдено распределение гидростатических давлений в очаге деформации при поперечно-клиновой прокатке предложенным способом (фиг.2,а) и известным способом (фиг.2,б). Наглядно виден рост сжимающих гидростатических давлений при прокатке предложенным способом, вследствие чего многократно снижается вероятность вскрытия осевой полости.
Амплитуда колебаний возвратно-поступательного движения нижнего клинового инструмента 3 находится в пределах от 0,002d до 0,02d. При амплитуде менее 0,002d колебания клинового инструмента будут на уровне упругих деформаций стана, и положительный эффект не будет достигаться. При амплитуде более 0,02d очаг деформации проникнет на ось заготовки, что исключит эффект увеличения сжимающих гидростатических давлений и не позволит достичь цели изобретения.
Величина частоты колебаний возвратно-поступательного движения нижнего клинового инструмента 3 должна быть больше значения выражения 10v/(πd). При прокатке с частотой колебаний менее указанного значения не произойдет уменьшения контактной поверхности, и очаг деформации проникнет на ось заготовки, что исключит эффект снижения вероятности вскрытия осевой полости и не позволит достичь цели изобретения.
Предложенный способ поперечно-клиновой прокатки за счет увеличения накопленных деформаций в приконтактном слое приводит к изменению зерна металла в этой области заготовки и, как следствие, к повышению усталостной прочности прокатанных валов.
За счет того что одни и те же участки многократно локально деформируются, возрастает чистота поверхности прокатанных валов.
Дополнительное возвратно-поступательное перемещение клинового инструмента осуществляется за счет установки дополнительного привода в конструкции стана поперечно-клиновой прокатки. Это позволяет перераспределить необходимое для деформирования заготовки усилие прокатки, тем самым уменьшить усилие рабочего привода стана и, как следствие, снизить давление в гидроприводе, что позволит повысить скорость движения гидроцилиндра и увеличить производительность оборудования.
Уменьшение востребованности пластичности металла заготовки позволяет уменьшить температуру ее нагрева и соответственно приводит к снижению энергопотребления процесса.
В ГНУ «ФТИ НАН Беларуси» проводились испытания на примере поперечно-клиновой прокатки оси сельскохозяйственного комбайна (ПСХ-01.616). Из прутка стали Ст.3 диаметром 25 мм нарезали мерные заготовки длиной 140 мм. Заготовку нагревали до температуры 1473К и прокатывали на стане поперечно-клиновой прокатки с плоским клиновым инструментом по известному способу со скоростью прокатки v=500 мм/с и с дополнительным возвратно-поступательным перемещением под углом 45° к направлению его рабочего движения с амплитудой колебаний 0,01=0,25 мм и частотой 130 с-1. Ресурс пластичности в различных сечениях прокатываемой заготовки определяется методом прокатки дискообразного образца [1, стр.125-128]. Результаты представлены на фиг.3, где наглядно видно, что ресурс пластичности при поперечно-клиновой прокатке предложенным способом на 18% выше, чем при поперечно-клиновой прокатке известным способом. Увеличение ресурса пластичности на 18% снижает вероятность вскрытия полости в несколько раз.
Чистота поверхности прокатанных заготовок по предложенному способу возросла до 0,6 Ra, когда при изготовлении по известному способу она составляет 12,5 Ra. Усталостная прочность прокатанных валов возросла в 2 раза.
Предложенный способ изготовления изделий типа ступенчатых валов поперечно-клиновой прокаткой найдет широкое применение при изготовлении деталей типа ступенчатых валов на РУП «Минский тракторный завод», РУП «МАЗ», ОАО «БЕЛКАРД» (Гродненский завод карданных валов) и других машиностроительных заводов республики.
Источники информации
1. Щукин В.Я. Основы поперечно-клиновой прокатки. - Мн.: Наука и техника, 1986. - 223 с.
2. Способ изготовления деталей с удлиненной осью: а.с. 997327 СССР, МКИ 5 B21H 1/18 / А.Н.Давидович, В.Я.Щукин, В.А.Клушин, В.И.Садко, Н.М.Скребец, Е.Т.Мурашко; Физико-технический институт АН Белорусской ССР. - №2909885, заявл. 18.04.80, зарегистрировано 14.10.82.
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Стан поперечно-клиновой прокатки | 1981 |
|
SU1006007A2 |
| ИНСТРУМЕНТ ДЛЯ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ | 1988 |
|
RU2043182C1 |
| Стан поперечно-клиновой прокатки | 1990 |
|
SU1722670A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| СПОСОБ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ ИЗДЕЛИЯ С УДЛИНЕННОЙ ОСЬЮ | 2005 |
|
RU2310539C2 |
| Накатный станок | 1985 |
|
SU1362555A2 |
| Способ изготовления изделий типа ступенчатых валов и поточная линия для его осуществления | 1977 |
|
SU721204A1 |
| Стан для поперечно-клиновой прокатки | 1982 |
|
SU1031604A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ПРОКАТКЕ | 2008 |
|
RU2366525C1 |

Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей типа ступенчатых валов посредством поперечно-клиновой прокатки. Осуществляют формообразование прутковой заготовки путем перераспределения металла вдоль оси заготовки посредством движущихся поперек оси по меньшей мере двух клиновых инструментов. По меньшей мере, к одному клиновому инструменту прикладывают дополнительное возвратно-поступательное перемещение под углом от 0° до 90° к направлению его рабочего движения с амплитудой колебаний от 0,002d до 0,02d и частотой более 10v/(πd), где: d - диаметр прутковой заготовки, мм, v - скорость прокатки, мм/с. В результате повышается усталостная прочность валов, увеличивается чистота поверхности валов, уменьшается усилие рабочего привода стана и снижается энергопотребление. 3 ил.
Способ изготовления ступенчатых валов поперечно-клиновой прокаткой, включающий формообразование прутковой заготовки путем перераспределения металла вдоль оси заготовки посредством движущихся поперек оси по меньшей мере двух клиновых инструментов, отличающийся тем, что, по меньшей мере, на один клиновой инструмент налагают дополнительное возвратно-поступательное перемещение под углом от 0 до 90° к направлению его рабочего движения с амплитудой колебаний от 0,002d до 0,02d и частотой более 10v/(πd), где d - диаметр прутковой заготовки, мм; v - скорость прокатки, мм/с.
| Способ изготовления деталей с удлиненной осью | 1980 |
|
SU997327A1 |
| Способ поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1593764A1 |
| Способ поперечно-клиновой прокатки | 1984 |
|
SU1250367A1 |
| US 4599880 А, 15.07.1986 | |||
| JP 58110153 А, 30.06.1983. | |||

