(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ МИКРОСВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| Устройство для регулирования величины деформации проводника при сварке давлением | 1988 |
|
SU1574405A1 |
| Устройство для ультразвуковой микросварки | 1978 |
|
SU721287A1 |
| Установка для присоединения проволочных выводов | 1991 |
|
SU1773643A1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| Способ ультразвуковой микросварки | 1978 |
|
SU806320A1 |
| Устройство для сварки давлением | 1981 |
|
SU1000197A1 |
| Установка для ультразвуковой микросварки | 1982 |
|
SU1079386A1 |
| Установка для ультразвуковой микросварки | 1987 |
|
SU1524979A1 |
| Устройство для микросварки | 1990 |
|
SU1731543A1 |
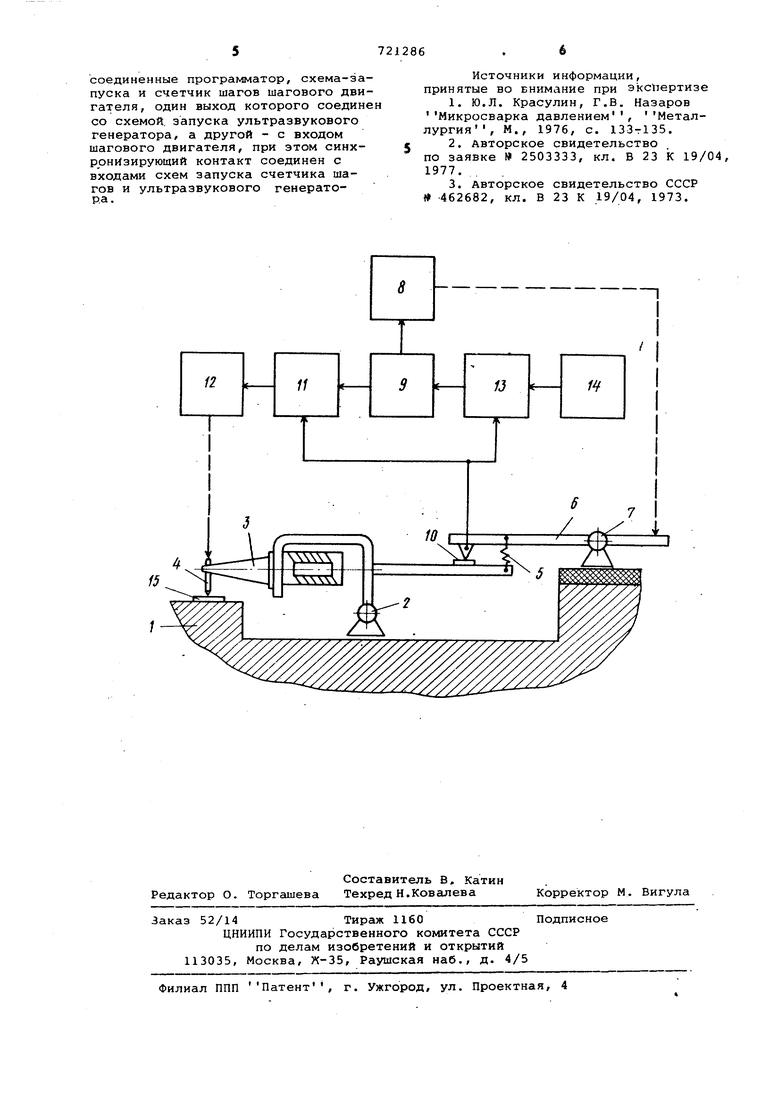
Изобретение относится к области микросварки в электронной прсмышленности и может быть использовано для управления процессом -микросварки, преимущественно в автоматическом режиме. Известно устройство для управлени процессом микросварки с программным управлением усилия сжатия соединяемых деталей рабочим инструментом 1. Недостатком известного устройства является отсутствие возможности автоматического измерения величины пласти ческой деформации в процессе сварки, что снижает воспроизводимость получав мых сварных соединений. Известно устройство управления процессом микросварки, содержащее датчик амплитуды колебания сварочного наконечника, датчик температуры зоны сварки, датчик деформации присоединяемого проводника, ультразвуковой генератор и последова.тельно соединенные деферинциатор, компоратор, реле времени, которое позволяет производить вычисление удельной прючности сварных соединений на срез 2 Однако данное устройство не позволяет фиксировать изменение пластичЬской деформации в процессе сварки каждой сварной точки. Наиболее близким техническим решением к изобретению является устройство, содержащее сварочную головку с приводом вертикального перемещения от шагового двигателя, ультразвуковой генератор со схемой запуска и синхронизирующий контакт 3. Устройство позволяет получить хорошую, независящую от исходных параметров зоны сварки, повторяемость деформации пpивapивaeмo{J проволочки, определяемую величиной зазора между сварочной головкой и регулировочным микровинтом. Стабильность деформации свариваемых элементов обеспечивается даже при изменении длины сварочного инструмента, диаметра проволочки и высоты контактной площадки, так -как осадка сварочного инструмента в пределах указанного зазора начинается лишь после касания инструментом привариваемой проволочки, момент которого фиксируется синхронизирующим контактом. Однако это устройство может обеспечить лишь одну определенную величину де формации привариваемой проволочки. являющуюся оптимальной для определен ного сочетания форм и размеров свариваемых элементов, и для изменения ее требуется прецизионная регулировк привода сварочной головки. Целью изобретения является стабилизация качества сварных соединений путем автоматического изменения от сварки к сварке величины деформации привариваемых изделий. Цель достигается тем, что в устро ство введены последовательно соединенные программатор, схема-запуска и счетчик шагов шагового двигателя, один выход которого соединен со запуска ультразвукового генератора, а другой - с входом шагового .двигателя, при этом синхронизирующий контакт соединен с входом схем запуска счетчика шагов и ультразвукового генератора. Устройство обеспечивает возможность изменения величины деформации свариваемых элементов по определенной программе в зависимости от их формы, размеров, материала/ состояния поверхности, а также типа соединения и способа применяемой сварки. На чертеже представлена блок-схема предлагаемого устройства. В корпусе 1 на горизонтальной оси 2 установлена сварочная головка 3 с сварочным инструментом 4 и приво вертикального перемещения сварочной головки, который состоит из подпружиненного к сварочной головке пру жиной 5 рычага 6, вращающегося вокруг горизонтальной оси 7. Рычаг б вращается под действием кулачка (на чертеже не показан), приводимого в движение шаговым двигателем 8, угол поворота которого задается счетчиком 9 шагов. Синхронизирующий кон такт 10 соединен с схемой 11 запуска запускающей ультразвуковой генератор 12, который воздействует на сварочны инструмент 4, способствуя деформиро нию привариваемого изделия с образо ваниём сварного соединения. Кроме т го,, синхронизирующий контакт 10 сое динен с входом схемы 13 запуска сче чика 9 шагов, другой вход которой соединен с выходом программатора 14 величины деформации, задающего количество шагов шаго.вого двигателя 8 в соответствии с программой работы установки. Уст ройство работает следующим образом. В исходном положении сварочная головка 3 с инструментом 4 находитс в верхнем положении и с помощью пру жины 5 поджимается к рычагу 6 приво вертикального перемещения, при этом контакт 10 замкнут. После включения шаговый двигател 8 воздействует на рычаг 6 по стрелк вызывая его вращение вокруг оси 7, при этом сварочная головка 3 вращая вокруг оси 2, опускает сварочный инструмент 4. Как только сварочный инструмент 4 опустится на привариваемое изделие 15, рычаг 6, продолжая движение вокруг оси 7, размыкает контакт 10. Это служит командой для включен.ия схемы 13 запуска, которая в соответствии с программой, заложенной в программаторе 14 величины деформации, дает разрешение на отсчет заданного количества шагов и обработку их шаговым двигателем 8. Затем последний останавливается. В момент остановки шагового двигателя 8 в контакте 10 устанавливается зазор, соответствующий получению необходимой величины деформации привариваемого изделия 15. Одновременно с этим по сигналу счетчика 9 шагов включается схема 11, запускающая ультразвуковой тенератор 12, который, воздействуя на сварочный инструмент 4, вызывает деформацию свариваемого изделия 15. При этом инструмент 4 опускается вниз, выбирая эазоо в контакте 10. Момент замыкания контакта 10 служит командой на выключение схемы 11 запуска ультразвукового генератора, а также на возвращение рычага 6 и сварочной головки 3 в исходное положение. На этом цикл работы устройства по сварке одного сварного соединения заканчивается. Сварка последующих соединений осуществляется в той же последовательности работы систем устройства, только количество шагов шагового двигателя 8 в процессе создания зазора в контакте 10 изменяется от одного сварного соединения к другому в соответствии с программой, заложенной в программаторе 14 величины деформации, которая составляется в зависимости от формы, размеров и состояния поверхности свариваемых изделий, а также типа сварного соединения и способа применяемой сварки. Использование предлагаемого устройства позволяет стабилизировать качество сварных соединений и повысить процент выхода годных изде.пий на 3%. Формула изобретения Устройство для управления процессом микросварки по величине деформации, преимущественно в автоматическом режиме, содержащее сварочную головку с приводом вертикального перемещения от шагового двигателя, ультразвуковой генератор со схемой запуска и синхронизирующий контакт, отличающееся тем, что, с целью |стабилизации качества сварных соединений Путем автоматического изменения от сварки к сварке величины деформации привариваемых изделий, в устройство введены последовательно
соединенные программатор, схема-запуска и счетчик шагов шагового двигателя, один выход которого соедине со схемой запуска ультразвукового генератора, а другой - с входом шагового двигателя, при этом синхронизирующий контакт соединен с входами схем запуска счетчика шагов и ультразвукового генератоР.а.
Источники информации, принятые во внимание при экспертизе
Микросварка давлением , Металлургия, М., 1976, с. 133т135.
по заявке 2503333, кл. В 23 К 19/04 1977. .
