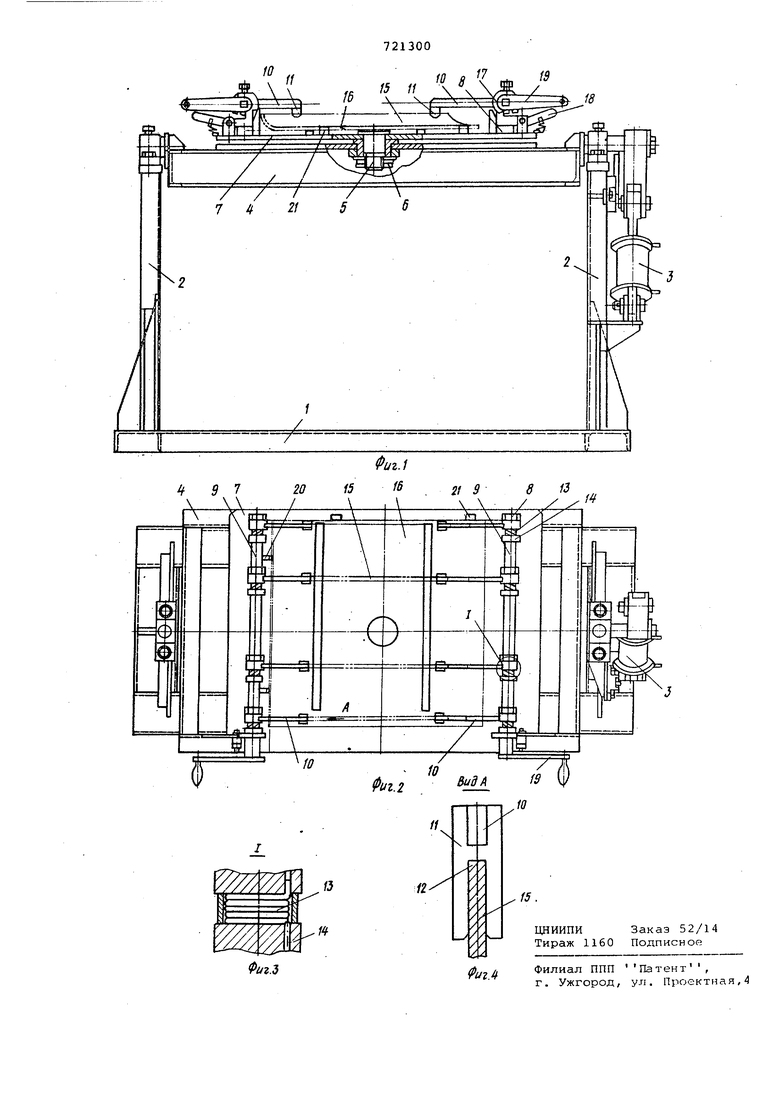
Изобретение относится к сварке, в частности к устройствам для сборки и сварки базовых плоских деталей с ребреили. Известно устройство для сборки и сварки, содержащее основание со столом, на. котором размещены два ряда прижимных рычагов/ установленных на осях 1. С целью повышения точности фиксации собираемых деталей в предлагае мом устройстве каждый ряд рычагЬв смонтирован на единой поворотной оси и подпружиуен к ней, на осях размеще ны поворотная рукоятка и храповое ко лесо, а на столе закреплены подпружиненные защелки, взаимодействующие с соответствующим храповым колесом. На фиг. 1 изображено описываемое устройство, один вид; на Фиг. 2 - то же, вид в плане; на фиг, 3 - узел 1 . 2; на фиг. 4 - вид А фиг. 2. Устройство для сборки и сварки со держит основание 1, включающее стойки 2 и установленную на них с возмож ностью поворота в вертикальной плоскости от пневмоцилиндра 3 раму 4, на которой .при помощи пальца 5 и гаек б закреплен .поворотный вокруг оси пальца стол 7. На верхней поверхности поворотного стола 7 в отверстиях стоек 8 размещены две поворотные оси 9, на которых в ряд свободно установлены одноплечие рычаги 10, на кон.цах которых закреплены сухарики 11 с пазом 12. Для предохранения паза от брызг сухарик выполнен из цветного металла. С поворотными осями 9 одноплечие рычаги 10 соединены пружинами is кручения один конец которых взаимодействует с рычагом, а другой со стопорной шайбой 14, неподвижно связанной с осью. Одновременно пружины поджимают одноплечие рычаги к стойкам 8, выбирая зазоры,причем пружины, уйтановленные на левой и правой осях, выполнены соответственно с правым и левым направлением витков. Плечи рычагов 10, установленных на разных поворотных осях 9, направлены навстречу друг другу, при этом каждые двё. рычага, лежащих в одной плоскости, образуют установочную рамку для монтажа одного из ребер 15, привариваемых к листу 16. Для обеспечения необходимого прижатия ребер к листу на осях неподвижно насажены храповые колеса 17, с зубьями которых взаимодействуют подпружиненные защелки 18, и рукоятки 19.
Для фиксации положения листа 16 на поворотном столе 7 имеются упры 20 и 21.
В исходном положении перед сборкой и сваркой одноплечие рычаги 10 отклонены в стороны путем вращения с помощью рукояток 19 поворотных осей 9 (левой оси против часовой стрелки, а правой по часовой). Лист 16 укладывается на поворотный стол 7 до соприкосновения с упорами 20 и 21, после чего оси поворачиваются в обратном направлении и через пружины 13, взаимодействую|.щие со стопорными шайбами 14, поворачивают рычаги до упора в лист. Для создания предварительного поджатия пружин 13 оси поворачиваются до зацепления защелки 18 с первым зубомхрапового колеса 17. После этого подпружиненные рычаги приподнимаются и последовательно в пазах 12 рычагов, лежащ в одной плоскости, устанавливаются ребра 15. По окончании установки ребер производится окончательное зажатие рычагов путем поворота осей 9 на следующий зуб храпового колеса.
По оконча.нии процесса сборки рама 4 пневмоцилиндром 3 поворачивается под УГЛОМ 45° по отношению к сварщику и накладываются швы с одной стороны ребер, после чего поворотный стол разворачивается вокруг пальца 5 на 180 для наложения швов с другой стороны ребер. По окончании сварки рама поворачивается пневмоцилиндром в исходно горизонтальное положение, сваренны узел снимается и цикл повторяется.
На предлагаемом устройстве производится сборка и сварка башмачко
механизированных крепей, имеющих несколько типоразмеров. Перенастройка на их изготовление осуществляется с помощью сменных поворотных столов 7 с соответствующими размерами и размещением поворотных осей, одноплечих рычагов и упоров. Для переналадки устройства гайки 6 откручиваются, палец 5 вынимается и производится смена поворотных столов. Выполнение каждой установочной рамки -в виде двух одноплечих рычагов и крепление их в двух точках, уменьшение плеча рычагов и установка их на поворотных осях без зазоров за счет прижатия пружин обеспечивает точную установку ребра на листе, а наличие нескольких;установочных рамок позволяет сократить время на сборку узла за счет одновременной установки и прижатия всех ребер.
Формула изобретения
Устройство для сборки и сварки, содержащее основание со столом, на котором размещены два ряда прижимны рычагов, установленных на осях, о гличающёес я тем, что, с целью повышения точности фиксации собираемых деталей, каждый ряд рычагов смонтирован на единой поворотной оси и подпружинен к ней, на осях размещены поворотная рукоятка и храповое колесо, а на столе закреплены подпружиненные защелки, взаимодействующие с соответствующим драповым колесом.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР , 415123, кл. В 23 К 37/04, 1974, (дрототиг. 20 15 fS 9 f Фиг.1 21 9 фиг.2Вид А 8 IS
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
| Поворотный стол для сборки под сварку | 1980 |
|
SU893493A1 |
| Устройство для сборки под сварку пространственных конструкций из тонколистового материала | 1977 |
|
SU659340A1 |
| АГРЕГАТ ДЛЯ УКЛАДКИ ОПТОВОЛОКОННОГО КАБЕЛЯ НА ПРОВОД ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧ | 1996 |
|
RU2124256C1 |
| Установка для автоматической сборки и сварки труб со вставками | 1980 |
|
SU927469A1 |
| УСТРОЙСТВО для УКЛАДКИ ШПУЛЬ в ящики | 1963 |
|
SU159442A1 |
| Кассета для поводка | 1989 |
|
SU1639553A1 |
| Установка для сварки | 1989 |
|
SU1669680A1 |
| Привод к плосковязальной пальчиковой машине | 1958 |
|
SU117804A1 |
| РУЧНОЙ МЕХАНИЗМ ОТПУСКАНИЯ ТОРМОЗА ДЛЯ РЕЛЬСОВЫХ ТРАНСПОРТНЫХ СРЕДСТВ | 2014 |
|
RU2646699C2 |