Изобретение относится к сварке, а именно к устройствам для сборки и дуговой сварки изделий цилиндрической формы, например, штуцеров с прямолинейными трубками, и может быть использовано в различных отраслях машиностроения.
Цель изобретения - повышение надежности путем снижения динамических нагрузок на свариваемое изделие и элементы стола.
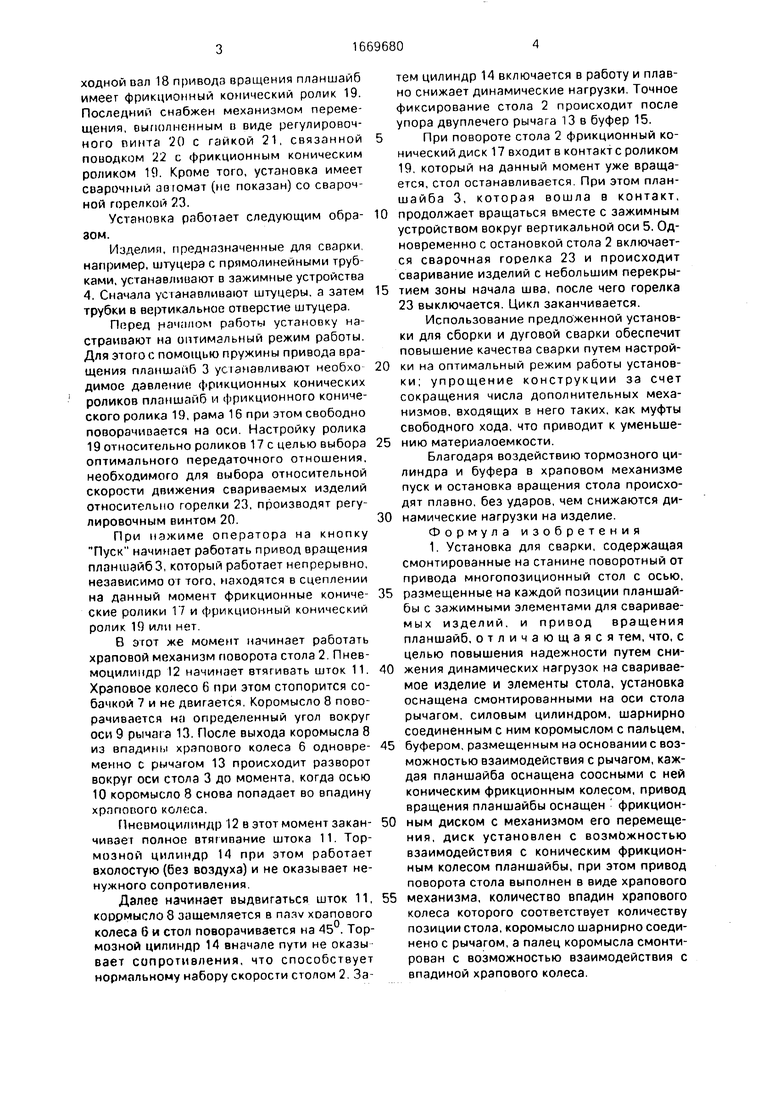
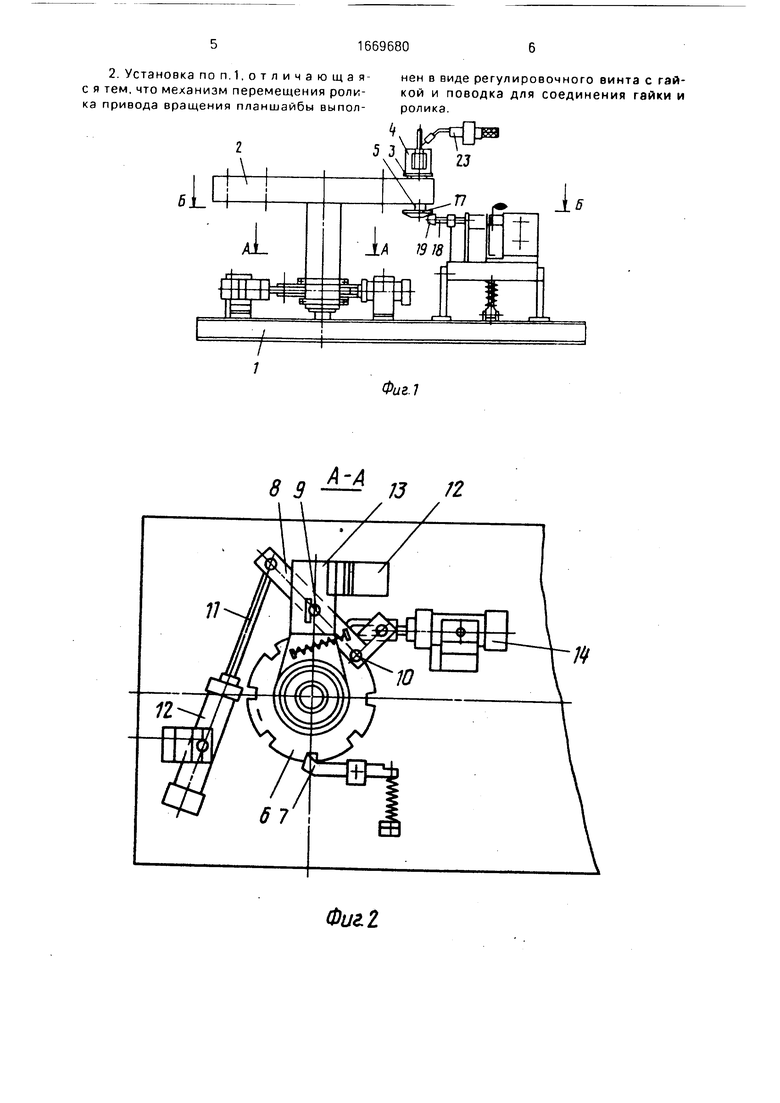
На фиг.1 изображена установка, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
Установка содержит станину 1, восьми- позиционный поворотный стол 2 с размещенными на нем восемью планшайбами 3 с
зажимными устройствами 4 для свариваемых изделий, смонтированными на вертикальных валах 5, приводы вращения поворотного стола 2 и планшайб 3. Привод стола выполнен в виде храпового механизма, содержащего храповое колесо 6, жестко связанное с осью стола 2, собачку 7, коромысло 8 с осями 9 и 10, шарнирно соединенный со штоком 11 пневмоцилиндр 12, а также рычаг 13 (в данном случае двуплечий), подпружиненный относительно коромысла 8 тормозной цилиндр 14 и буфер 15. Привод вращения планшайб установлен на раме 16 и подпружинен относительно станины 1.
Вертикальные валы 5 снабжены фрикционными коническими дисками 17. а выОч
о чэ о
СО О
ходной пал 18 привода вращения планшайб имеет фрикционный конический ролик 19. Последний снабжен механизмом перемещения, выполненным в виде регулировочного пинта 20 с гайкой 21, связанной поводком 22 с фрикционным коническим роликом 19. Кроме того, установка имеет сварочный автомат (не показан) со сварочной горелкой 23.
Установка работает следующим образом.
Изделия, предназначенные для сварки, например, штуцера с прямолинейными трубками, устанавливают в зажимные устройства 4. Сначала ус анавливают штуцеры, а затем трубки в вертикальное отверстие штуцера.
Перед начшюм работы установку настраивают на оптимальный режим работы. Для этого с помощью пружины привода вращения планшайб 3 ус энавливают необхо димое давление фрикционных конических роликов планшайб и фрикционного конического ролика 19, рама 16 при этом свободно поворачивается на оси. Настройку ролика 19 относительно роликов 17с целью выбора оптимального передаточного отношения, необходимого для выбора относительной скорости движения свариваемых изделий относительно горелки 23, производят регулировочным винтом 20.
При нэжиме оператора на кнопку Пуск начинает работать привод вращения планшайб 3, который работает непрерывно, независимо or того, находятся в сцеплении на данный момент фрикционные конические ролики 17 и фрикционный конический ролик 19 или нет.
В этот же момент начинает работать храповой механизм поворота стола 2. Пнев- моцилиндр 12 начинает втягивать шток 11. Храповое колесо 6 при этом стопорится собачкой 7 и не двигается. Коромысло 8 поворачивается на определенный угол вокруг оси 9 рычага 13. После выхода коромысла 8 из впадины хряпового колеса 6 одновременно с рычагом 13 происходит разворот вокруг оси стола 3 до момента, когда осью 10 коромысло 8 снова попадает во впадину хрппосого колеса.
Пневмоцилиндр 12 в этот момент заканчивает полное втягивание штока 11. Тормозной цилиндр 14 при этом работает вхолостую (без воздуха) и не оказывает ненужного сопротивления.
Далее начинает выдвигаться шток 11, коррмысло 8 защемляется в naav хоапового колеса 6 и стол поворачивается на 45 . Тормозной цилиндр 14 вначале пути не оказы вает сопротивления, что способствует нормальному набору скорости столом 2. Затем цилиндр 14 включается в работу и плавно снижает динамические нагрузки. Точное фиксирование стола 2 происходит после упора двуплечего рычага 13 в буфер 15.
При повороте стола 2 фрикционный конический диск 17 входит в контакт с роликом 19. который на данный момент уже вращается, стол останавливается. При этом планшайба 3, которая вошла в контакт,
0 продолжает вращаться вместе с зажимным устройством вокруг вертикальной оси 5. Одновременно с остановкой стола 2 включается сварочная горелка 23 и происходит сваривание изделий с небольшим перекры5 тием зоны начала шва, после чего горелка 23 выключается. Цикл заканчивается.
Использование предло женной установки для сборки и дуговой сварки обеспечит повышение качества сварки путем нэстрой0 ки на оптимальный режим работы установки; упрощение конструкции за счет сокращения числа дополнительных механизмов, входящих в него таких, как муфты свободного хода, что приводит к уменьше5 нию материалоемкости.
Благодаря воздействию тормозного цилиндра и буфера в храповом механизме пуск и остановка вращения стола происходят плавно, без ударов, чем снижаются ди0 намические нагрузки на изделие.
Формула изобретения 1. Установка для сварки, содержащая смонтированные на станине поворотный от привода многопозиционный стол с осью,
5 размещенные на каждой позиции планшайбы с зажимными элементами для сваривае- мых изделий, и привод вращения планшайб, отличающаяся тем, что, с целью повышения надежности путем сни0 жения динамических нагрузок на свариваемое изделие и элементы стола, установка оснащена смонтированными на оси стола рычагом, силовым цилиндром, шарнирно соединенным с ним коромыслом с пальцем,
5 буфером, размещенным на основании с возможностью взаимодействия с рычагом, каждая планшайба оснащена соосными с ней коническим фрикционным колесом, привод вращения планшайбы оснащен фрикцион0 ным диском с механизмом его перемещения, диск установлен с возможностью взаимодействия с коническим фрикционным колесом планшайбы, при этом привод поворота стола выполнен в виде храпового
5 механизма, количество впадин храпового колеса которого соответствует количеству позиции стола, коромысло шарнирно соединено с рычагом, а палец коромысла смонтирован с возможностью взаимодействия с впадиной храпового колеса.
2. Уста нов ка поп.1,отличающая- с я тем, что механизм перемещения ролика привода вращения планшайбы выполнен в виде регулировочного винта с гайкой и поводка для соединения гайки и ролика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1990 |
|
SU1756084A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Поворотный стол для сборки под сварку | 1980 |
|
SU893493A1 |
| Установка для сварки | 1990 |
|
SU1812036A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ ОБЕЧАЕК | 1969 |
|
SU253270A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
Изобретение относится к сварке, в частности к устройствам для сборки и дуговой сварки изделий цилиндрической формы, например штуцеров с прямолинейными трубками, и может быть использовано в различных отраслях машиностроения. Цель изобретения - повышение надежности путем снижения динамических нагрузок на свариваемое изделие и элементы стола. Установка для сварки содержит станину 1, поворотный стол 2 с размещенными на нем планшайбами 3 с зажимными устройствами, приводы вращения поворотного стола и планшайб и сварочную головку. Привод поворотного стола выполнен в виде храпового механизма, снабженного буфером и тормозным цилиндром, а привод вращения планшайб установлен на раме и подпружинен относительно станины. Планшайбы 3 снабжены фрикционными коническими роликами 17, а выходной вал привода вращения планшайб - фрикционным коническим роликом 19, снабженным механизмом его перемещения, выполненным в виде регулировочного винта с гайкой, связанной поводком с фрикционным коническим роликом. Благодаря такой конструкции остановка вращения стола происходит плавно без ударов. 1 з.п.ф-лы, 3 ил.
Фиг 2
2120
Б-Б
Фиг.З
| Авторское свидетельство СССР № 1156886,кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
