Изобретение относится к области сварки, конкретнее к автоматам для сборки и сварки угловых швов деталей таврового -сечения.
Известны автоматы для сборки и сварки угловых швов деталей таврового сечения, стенки которых размещены в вертикальной плоскости, а полки - в горизонтальной, содержащие станину, магазины в виде собранных в пакеты полок и стенок, механизмы их поштучной подачи, ложемент, механизмы фиксации и зажима деталей и самоходные сварочные головки. Однак эти автоматы не обеспечивают автоматической сборки и сварки угловых шв деталей таврового сечения, в частности молотков зерноуборочных комбайнов.
Цель изобретения - повышение производительности и обеспечение автоматической загрузки, сборки, сварки и выгрузки деталей таврового сечения, в частности молотков зерноуборочных комбайнов.
В предлагаемом автомате механизм поштучной подачи стенок выполнен в виде поворотной вокруг горизонтальной оси планшайбы с закрепленными на ней пакетами стенок, взаимодействующими при сборке с подпружинен-П ным выталкивающим рычагом. Последний установлен в поворотной относительно горизонтальной оси шлицевой втулке, закрепленной на станине и соединенной регулируемыми тягами со штоком приводного цилиндра, также установленного на станине. Шток цилиндра одновременно соединен регулируемыми
0 тягами с ложементом, выполненным в виде поворотного в вертикальной плоскости стола, ось которого снабжена кулачком с фиксирующим пальцем, установленным с возможностью поворо5та в горизонтальной плоскости и служащим для фиксации положения стенки. Механизм зажима стенки выполнен в виде пневмоцилиндра, шток которого установлен вертикально и снабжен выс0тупом, служащим для стенки в промежуточном положении при сборке.
На планшайбе перпендикулярно к ее поверхности могут быть закреплены стержни для фиксации пакетов стенок,
5 удерживаемых подпружиненными разжимными защелками, взаимодействующими с кулачком, установленным на оси планшайбы.
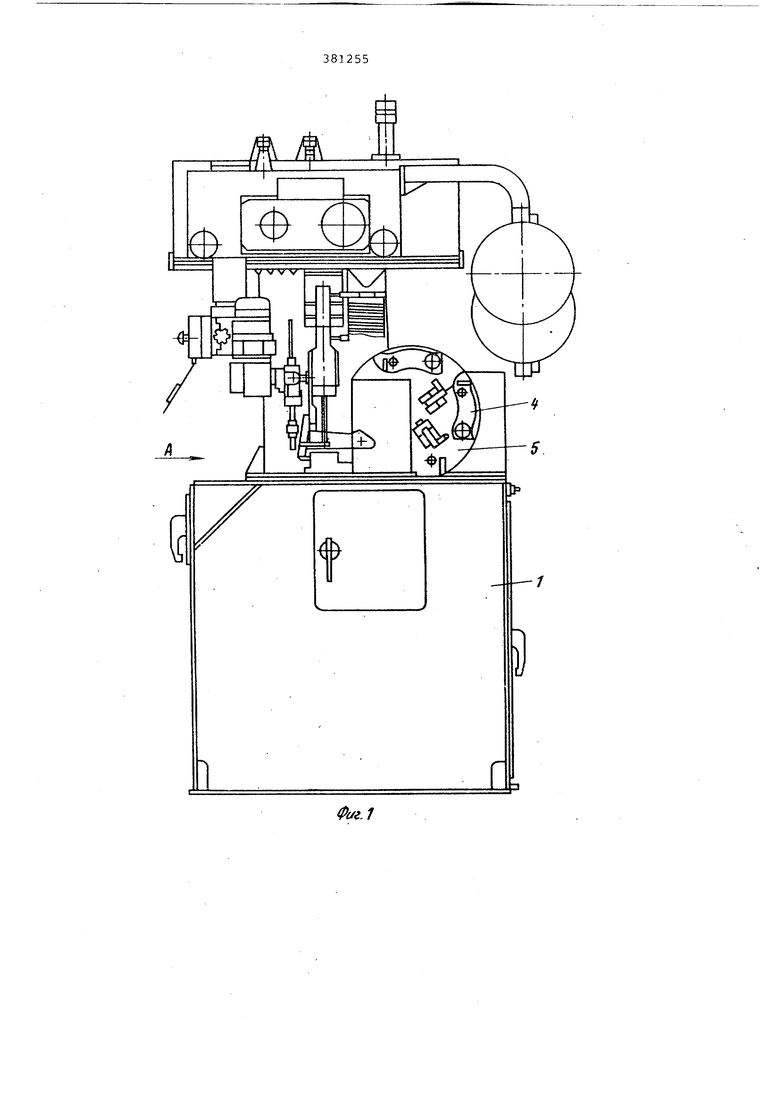
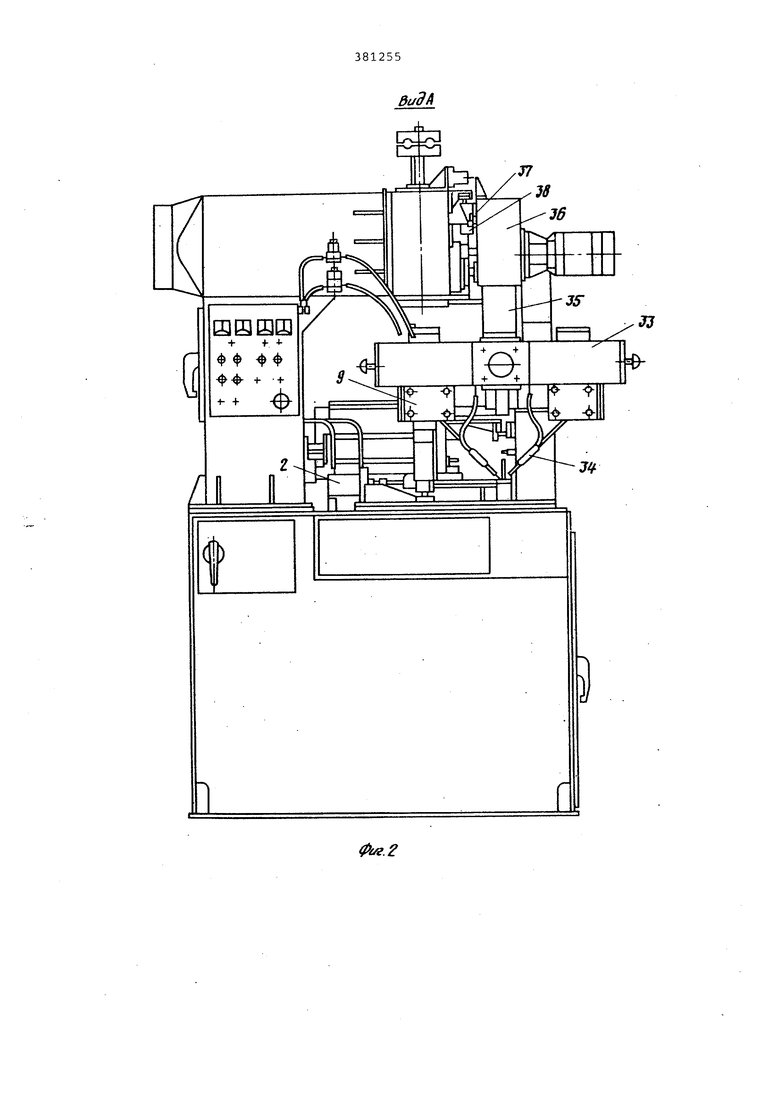
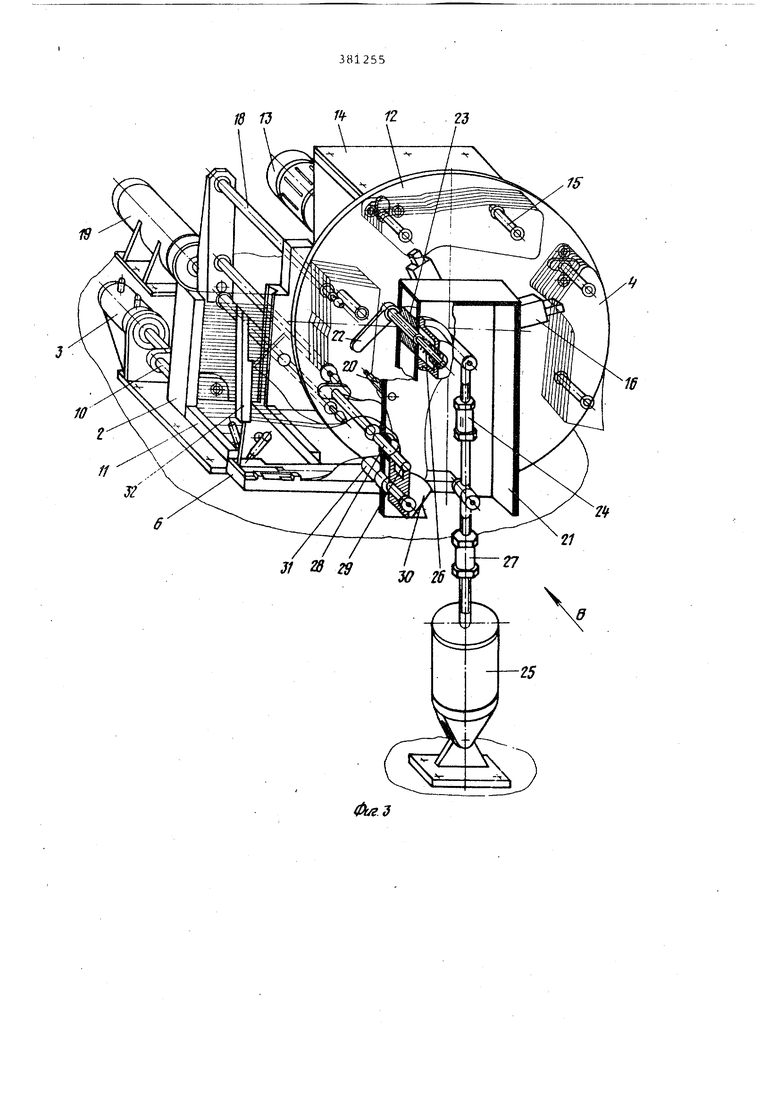
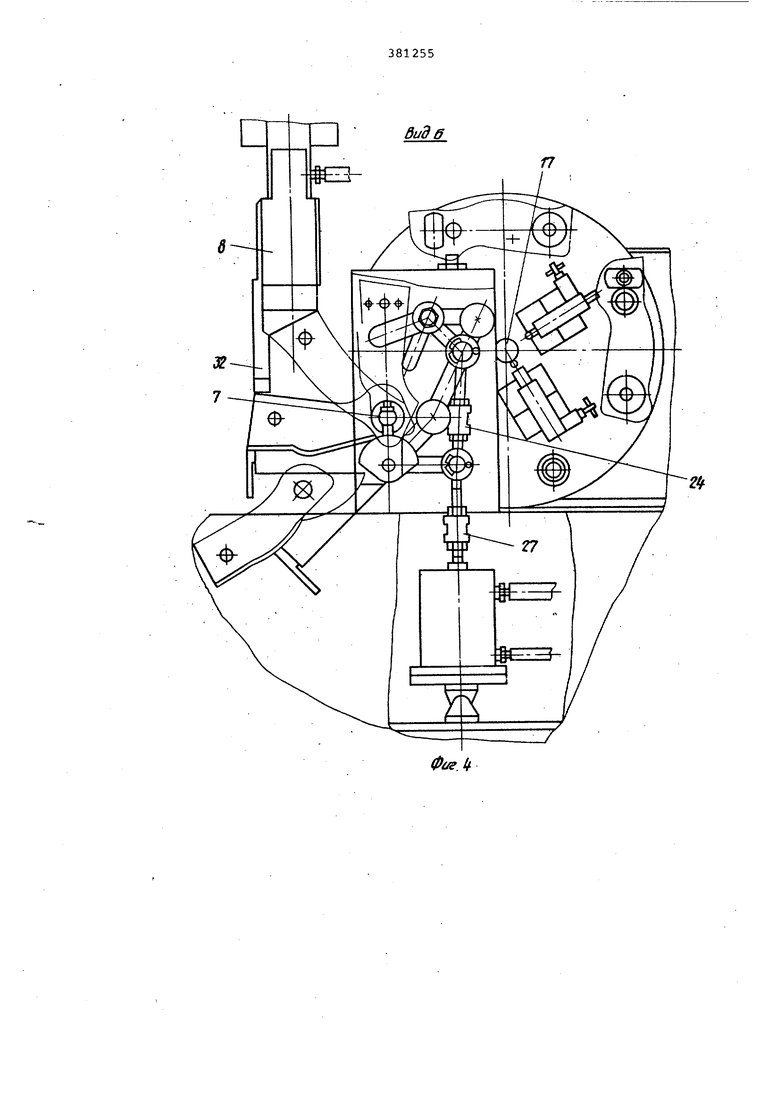
На фиг.1 изображен описываемый
0 автомат, общий вид; на фиг.2 - то же. вид А на фиг.1; на фиг.З - схема автомата (сварочные головки не показаны) ; на фиг. 4 - вид Б на фиг.З) на фиг. 5 - виды деталей, свариваемых на автомате. Автомат состоит из станины 1, магазина 2 полок, механизма 3 подачи полок, магазинов 4 стенок, механизма 5 подачи стенок, поворотного стола (ложемента) б, механизма фиксации стенки, механизма 8 зажима стенки, выполненного в виде пневмоцилиндра, и двух самоходных сварочных головок 9, позволяющих производить одновреме но сварку двух угловых швов. Магазин полок (фиг.З и 4) установлен на станине. Механизм подачи полок выполнен в виде пневмоцилиндра отсекателя со штырями 10, совершающими возвратно-поступательное движение и выталкивакхдими из магазина 2 очередную полку на горизонтальные направляющие 11, по которым полка подается на позицию сборки - поворотный стол б. . Механизм подачи стенок выполнен в виде планшайбы 12 с закрепленными на ней пакетами стенок. Приводом планшайбы служит электродвигатель 13 соединенный с осью планшайбы через ; редуктор 14с вмонтированным- в него мальтийским механизмом. На планшайбе закреплены стержни 15, на которых устанавливаются четыре магазина стенок, собранных в пакеты, удерживаемые подпружиненными разжимными защел ками 16. При подаче очередного пакет стенок на сборкузащелка расстопоривается кулачком 17, установленным на оси планшайбы, и освобождает паке стенок, при этом планшайба с помощью мальтийского механизма устанавливается в определенном положении и дополнительно фиксируется одним из трех штырей 18 пневмоцилиндра 19. Штыри проходят через отверстия в планшайбе и прижимают пакет стенок к трем упорам 20 .(два упора условно не показаны) , закрепленным на элементе 21 ста нины. Пакет стенок при сборке взаимодей ствует с выталкивающим рычагом 22, установленным S шлицевой втулке 23, соединенной шарнирно через тягу 24 со штоком приводного цилиндра 25. Вы талкивающий рычаг под действием пружины 26 имеет возможность перемещать ся по шлидевым пазам втулки 23 и занимать крайнее левое положение за первой стенкой из пакета . Приводной цилиндр 25 через тягу 27 соединен с поворотным столом 6, который может занимать два положения: горизонтальное, соответствующее сборке и сварке детали, и наклонное, под УГЛОМ 45° к горизонтали, соответствующее выгрузке детали, Механизм фиксации стенки выполнен в виде поворотного в горизонтальной плоскости фиксирующего пальца 28, соединенного через ролик 29 с кулачком 30, укрепленным на оси 31 стола 6. Механизм зажима стенки выполнен в виде пневмоцилиндра, шток 32 которого снабжен выступом, служащим упором для стенки в промежуточном поло-, женин при сборке. Две сварочные головки установлены на горизонтальной траверсе 33 и . снабжены механизмами продольной и поперечной корректировки для установки сварочных мундштуков 34 по шву. В свою очередь траверса через вертикальные направляющие 35 крепится к самоходной тележке 36 и. роликом 37 опирается на копир 38, расположенный на станине, что позволяет копировать криволинейный шов в вертикальном направлении. Работает автомат следующим образом. В начальный момент работы автомата заготовки находятся в магазинах 2 и 4, а стол 6 наклонен. При включении автомата электродвигатель 13 поворачивает планшайбу 12, и один из четырех магазинов 4 стенок подается на позицию сборки, где защелка 16 освобождает пакет стенок, а штыри 18. пневмоцилиндра 19 прижимают пакет стенок к упорам 20. Затем пневмоцилиндр поворачивает стол 6 в горизонтальное положение, при этом рычаг 22 выталкивает первую стенку из пакета, прижатого к упорам 20. Одновременно с поворотом стола и рычага под действием кулачка 30 поворачивается и устанавливается в рабочее положение фиксируклций палец 28. После выхода из пакета первая стенка под действием собственного веса поворачивается вокруг стержня 15, затем пакет стенок, первая стенка и выталкивающий рычаг 22 перемещаются под действием пневмоцилиндра 19 вправо до тех пор, пока вторая стенка пакета коснется упоров 20. Первая стенка при этом передвигается со стержня 15 на фиксирукадий палец 28, удерживается на нем, упираясь свободным концом в выступ на штоке 32 пневмоцилиндра, т.е. занимает промежуточное положение при сборке. После установки стола в горизонтальном положении срабатывает механизм подачи полок, и по направляющим 11 полка поступает на стол 6. Затем шток 32 пневмоцилиндра поднимается, стенка соскакивает с выступа штока, и,поворачиваясь на фиксирующем пальце 28, устанавливается на полке. При движении вниз шток 32 пневмоцилиндра прижимает стенку к полке. Включается подача защитного газа, и начинается
одновременная сваока двух угловых швов.
После окончания сварки стол наклоняется, при этом кулачок 30 через ролик 29 поворачивает фиксирующий палец 28, сваренная деталь освобождается и соскальзывает со стола в приемный наклонный лоток (не показан) . Когда стол наклонен, выталкивающий рычаг 22 под действием пружины 26 устанавливается в исходное положение, за следующей стенкой из пакета. При подъеме стола цикл повторяется.
Сварка производится при движении самоходной тележки 36 в двух направлениях без холостого возврата. Освобождающиеся от заготовок магазины 2 и 4 заполняются новыми заготовками во время работы автомата без его остановки.
Формула изобретения
1. Автомат для сборки и сварки угловых швов деталей таврового сечения стенки которых размещены в вертикальной плоскости, а полки - в горизонтальной, преимущественно молотков зерноуборочных комбайнов, содержащий станину, магазины в виде собранных в пакеты полок и стенок, механизмы их поштучной подачи, ложемент, механизмы фиксации и зажима деталей и самоходные сварочные головки, о т л и ч ю щ и и с я тем, что, с целью повыения производительности, механизм оштучной подачи стенок выполнен в иде поворотной вокруг горизонтальной оси планшайбы с закрепленны7/1и на ней пакетами стенок, взаимодействующими при сборке с подпружиненным выталкивающим рычагом, установленным в поворотной относительно гсоизонтальной оси шлицевой вГулке, эскрепленной на станине и соединенной р гулируемыми тягами со штоком приводного цилиндра, также установленного на станине,, причем JJTOK цилиндра одновременно соединен регулируемыми тягами с ложементом, выполненным в виде поворотного в вертикальной плоскости стола, ось которого снабжена кулачком с фиксирующим пальцем, установленным с возможностью поворота в горизонтальной плоскости и служащим для фиксации положения стенки, механизм зажима стенки выполнен в виде пневмоцилиндра, шток которого установлен вертикально и снабжен выступом, служащим упором для стенки в промежуточном положении при сборке.
2. Автомат по п.1, о т л и ч а ющ и и с я тем, что на планшайбе перпендикулярно к ее поверхности закреплены стержни для фиксации г.акетов
30 стенок, удерживаемых подпружиненными разжимными защелками, взаимодействующими с кулачком, устансяленньм на оси планшайбы.
Виде
ч
v
M:,|
1 -.VRI тцА
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| АГРЕГАТ ДЛЯ СБОРКИ ПОД СВАРКУ ТАВРОВЫХ БАЛОКИ КНИЦ | 1968 |
|
SU219722A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Манипулятор для вращения в процессе сварки изделий | 1978 |
|
SU751547A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Автомат для сварки тавровых соединений стержней | 1976 |
|
SU749596A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Установка для сварки | 1990 |
|
SU1756084A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |