1
изобретение относится к обработке металлов давлением и в частности к технологии изготовления сотового заполнителя.
Известен способ изготовления сотового заполнителя трубчатой формы, при котором на ленту полосового материала наносят поперечные ряды клея в виде трапеции, расположенные в шахматном порядке, соединяют полосы и склеенный пакет растягивают по оправке в цилиндрическую форму, образуя трубчатый заполнитель |Y .
Недостатком этого способа является низкая производительность и большая трудоемкость выполнения операции нане- сения клея на полосы, которые определяют правильность формирования шестигранных ячеек.
Известен другой способ изготовления сотового заполнителя с шестигранной ячейкой, состоящий в том, что на листовом полосовом материале выполняют просечки длиной, равной полупериметру
шестигранной ячейки, распо.ложенные в шахматном порядке с образованием поперечных рядов и имеющие форму ломанной линии, средний из участков которой перпендикулярен к продольной оси мате- риача и имеет длину, равную длине граШ1 шестигранной ячейки, а затем формуют материал в продольном направлении с образованием профилей правильного шестигранника и поперечно изгибают в гармошку по линиям просечек до полного соприкос1ювения вершин полуячеек 2. Однако этот способ изготовления сотового заполнителя не позволяет получить его по форме трубы.
Цель изобретения - получение сотового заполнителя трубчатой формы с увеличенными параметрами ячеек (не менее 5 мм)г
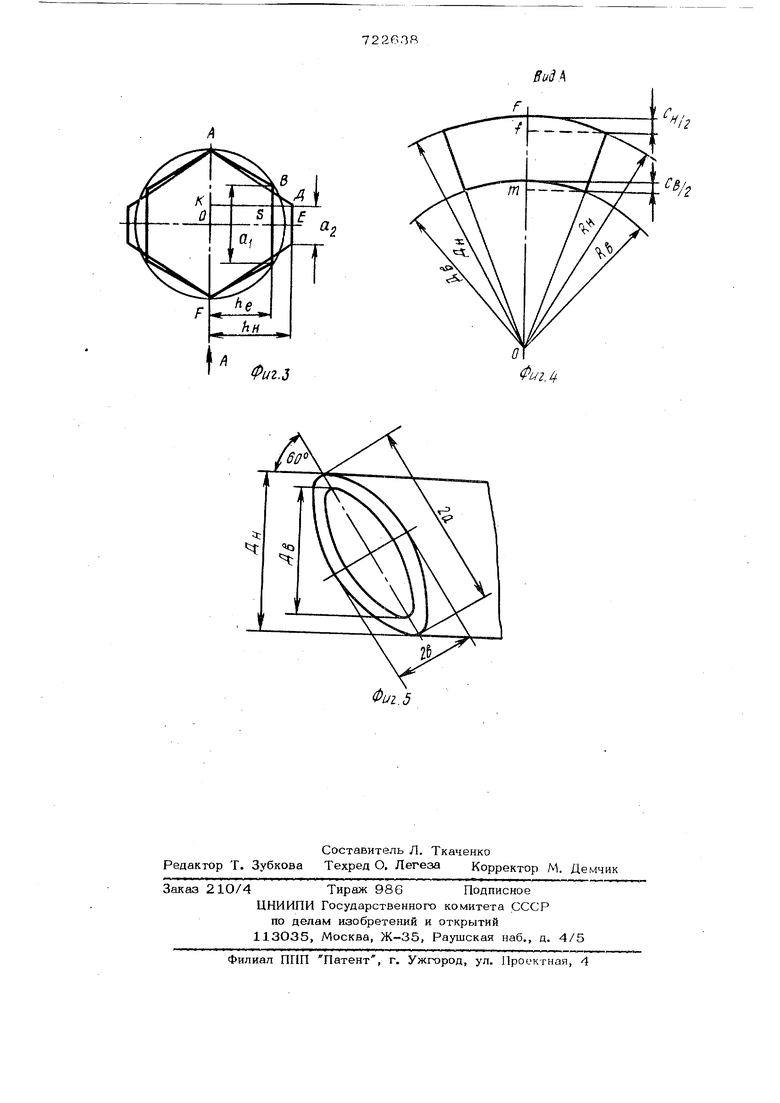
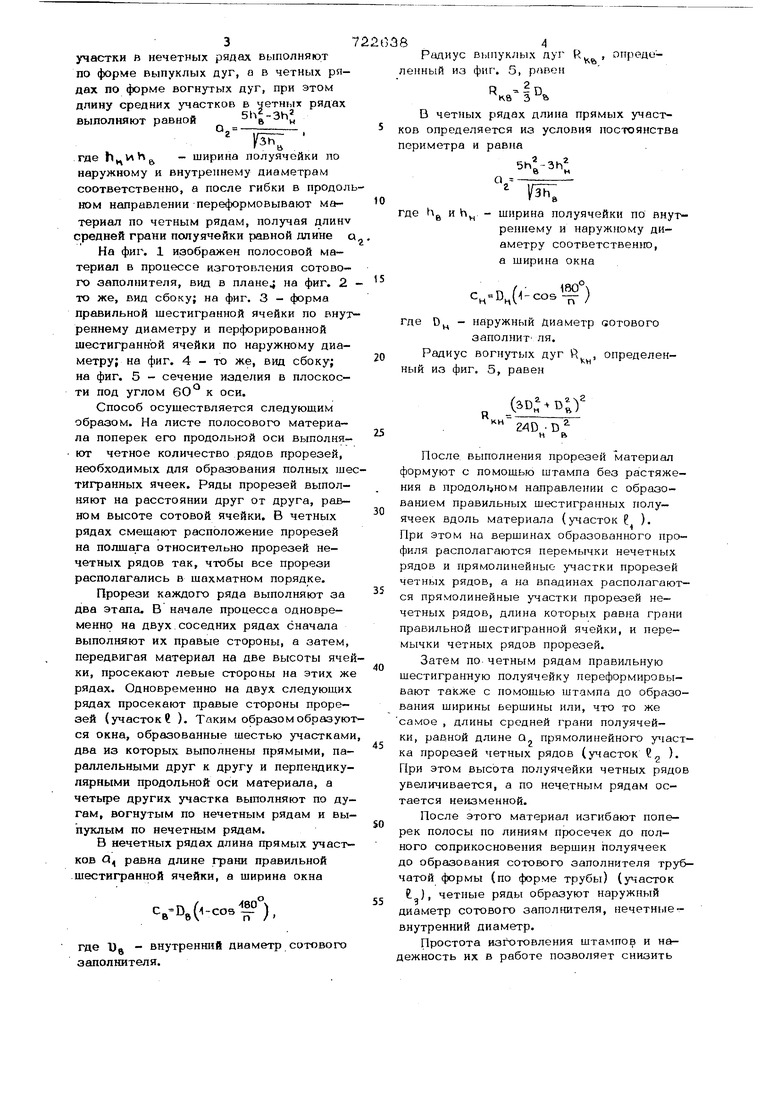
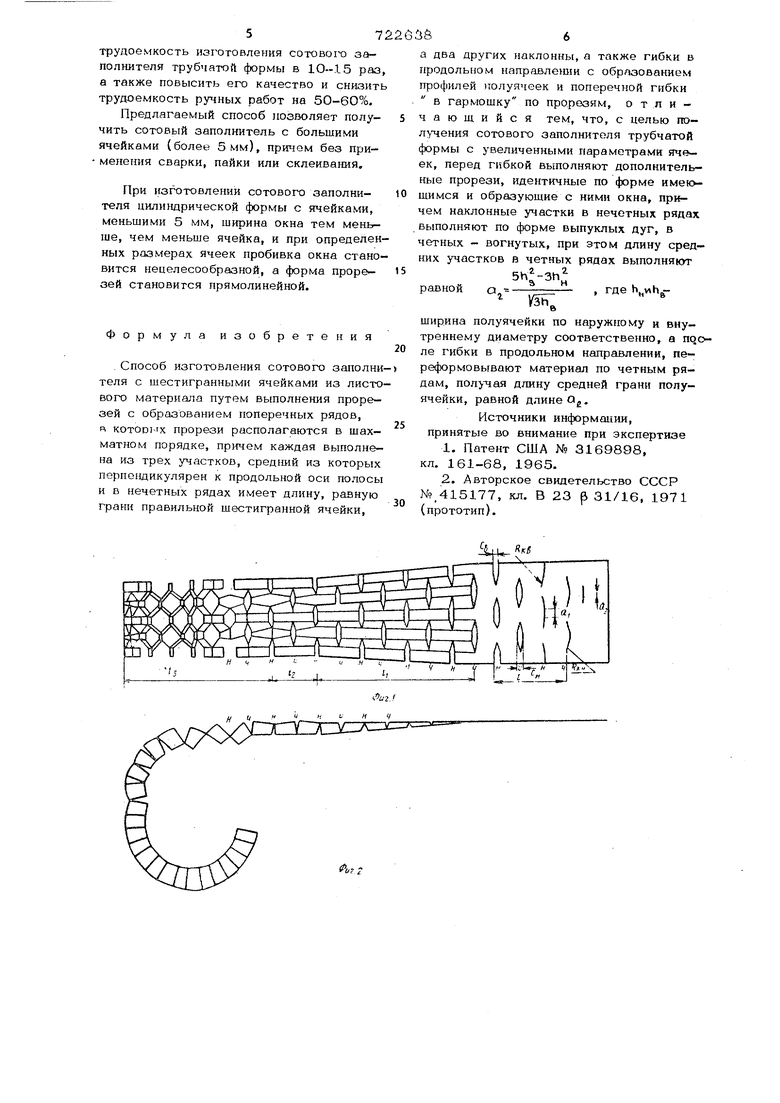
Для достижения этой цели перед гибкой выполняют дополнительные надрезы, идентичные по форме имеюшимся и образующие с ними окна, причем наклонные 3 участки fl нечетных рядах выполняют по форме выпуклых дуг, а в четных рядах по форме вогнутых дуг, при этом длину средних участков в четных рядах 2 выполняют равной L 1 г Г/- - 1 1 - ширина полуячейки по где наружному и внутреннему диаметрам соответственно, а после гибки в продол ном направлении переформовывают материал по четным рядам, получая длинv средней грани полуячейки равной длине а На фиг. 1 изображен полосовой материал в процессе изготовления сотового заполнителя, вид в плане4 на фиг. 2 то же, вид сбоку; на фиг. 3 - форма правильной шестигранной ячейки по внут реннему диаметру и перфорированной шестигранной ячейки по наружному диаметру; на фиг. 4 - то же, вид сбоку; на фиг. 5 - сечение изделия в плоскости под углом 6о к оси. Способ осуществляется следующим образом. На листе полосового материала поперек его продольной оси выполняют четное количество рядов прорезей, необходимых для образования полных ше тигранных ячеек. РЯДЫ прорезей выполняют на расстоянии друг от друга, равном высоте сотовой ячейки. В четных рядах смещают расположение прорезей на полшага относительно прорезей нечетных рядов так, чтобы все прорези располагались в шахматном порядке. Прорези каждого ряда выполняют за два этапа. В начале процесса одновременно на двух соседних рядах сначала выполняют их правые стороны, а затем, передвигая материал на две высоты яче ки, просекают левые стороны на этих ж рядах. Одновременно на двух следующих рядах просекают правые стороны прорезей (участок ). Таким образом образую ся окна, образованные шестью участкам два из которых выполнены прямыми, параллельными друг к другу и перпендику лярными продольной оси материала, а четьфе других участка выполняют по ду гам, вогнутым по нечетным рядам и вы пуклым по нечетным рядам. В нечетных рядах длина прямых участ ков Q равна длине грани правильной .шестигранной ячейки, а ширина окна ч-вД-), где D - внутренний диаметр сотового заполнителя. 84 Радиус выпуклых дуг R , определенный из фиг. 5, рпвен кй 3°ь в четных рядах длина прямых участков определяется из условия постоянства периметра и равна где hg и h - ширина полуячейки по внутреннему и наружному диаметру соответствен1Го, а ширина окна ) где Оц - наружнв11Й диаметр сотового заполнит- ля. Радиус вогнутых дуг ft, определенный из фиг. 5, равен (Z4D D н л После, выполнения прорезей материал формуют с помощью штампа без растяжения в продолJjHOM направлении с образованием правильных шестигранных полуячеек вдоль материала (участок Р ). При этом на вершинах образованного профиля располагаются перемычки нечетных рядов и прямолинейные участки прорезей четных рядов, а на впадинах располагаются прямолинейные участки прорезей нечетных рядов, длина которых равна грани правильной шестигранной ячейки, и перемычки четных рядов прорезей. Затем по четным рядам правильную шестигранную полуячейку переформировывают также с помощью штампа до образования ширины вершины или, что то же самое , длины средней грани полуячейки, равной длине Q. прямолинейного участка прорезей четных рядов (участок 5 ) При этом высота полуячейки четных рядов увеличивается, а по нечетным рядам остается неизменной. После Этого материал изгибают поперек полосы по линиям просечек до полного соприкосновения вершин полуячеек до образования сотового заполнителя трубчатой формы (по форме трубы) (участок I }, четные ряды образуют наружный диаметр сотового заполнителя, нечетныевнутренний диаметр. Простота изготовления штампов и надежность их в работе позволяет снизить трудоемкость изготовления COTOBOI-O заполнителя трубчатой формы в 1О--.15 раз а также повысить его качество и снизит трудоемкость ручных работ на 50-60%. Предлагаемый способ позволяет получить сотовь1й заполнитель с большими ячейками (более 5мм), причем без при- меления сварки, пайки или склеивания. При изготовлении сотового заполнителя циливдрической формы с ячейками, меньшими 5 мм, ширина окна тем меньше, чем меньше ячейка, и при определен ных размерах ячеек пробивка окна стано вится нецелесообразной, а форма проре- зей становится прямолинейной. Формула изобретения Способ изготовления сотового заполни- теля с шестигранными ячейками из листового материала путем выполнения прорезей с образованием поперечных рядов, R которьх прорези располагаются в шахматном порядке, причем каждая выполнена из трех участков, сред1шй из которых перпендикулярен к продольной оси полосы и в нечетных рядах имеет длину, равную грани правильной шестигранной ячейки.
« V « - .-г-„-f- J-г-,.ц.;,-J (Д . 7
jj4 «
vlNTTi
1 tfh &6 а два других наклоннь, а также гибки в продольном направлешш с образованием профилей полуячеек и поперечной гибки в гармошку по прорезям, о т я и чаюш.ийся тем, что, с целью получения сотового заполнителя трубчатой формы с увеличенными параметрами ячеек, перед гибкой выполняют дополнитель 1ые прорези, идентичные по форме имеюшимся и образующие с ними окна, причем наклонные участки в нечетных рядах выполняют по форме выпуклых дуг, в четных - вогнутых, при этом длину средних участков в четных рядах выполняют где h Mh..равнойширина полуячейки по наружному и внутреннему диаметру соответственно, а nqoле гибки в продольном направлении, переформовывают материал по четным рядам, получая длину средней грани полуячейки, равной длине Og. Источники информа11ии, принятые во внимание при экспертизе 1.Патент США № 3169898, кл. 161-68, 1965. 2.Авторское свидетельство СССР № 415177, кл. В 23 р 31/16, 1971 (прототип).
Фиг.5
f
Фиг.1+
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сотового заполнителя | 1978 |
|
SU770622A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2003 |
|
RU2269393C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067950C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| Способ изготовления сотового заполнителя | 1984 |
|
SU1222368A1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАЗОВАНИЯ ЗАДИРОВ НА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТАХ И ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1999 |
|
RU2175456C2 |