Изобретение относится к области проектирования конструкций, позволяющих уменьшить вес изделия и обеспечить при этом поглощение шума, и может быть использовано во многих отраслях промышленности, в частности, в самолетостроении.
В настоящее время в летательных аппаратах наряду с существующими стрингерными и монолитными панелями применяются трехслойные конструкции с сотовым заполнителем в качестве силовых и несиловых элементов планера.
Способы изготовления сотового заполнителя известны. Так, в описании к а.с. SU №1222368, кл. В 21 D 47/00 представлен способ, включающий выполнение на полосовом материале рядов надрезов, расположенных в шахматном порядке, гофрирование материала по форме полуячеек сотов, нанесение связующего на полосовой материал с двух сторон, изгиб его по линиям подрезов «в гармошку» до образования сотового блока и закрепления связующего. Полосовой материал располагают в два слоя, выполняя надрезы, гофрирование и изгиб одновременно двух слоев. Наиболее близким м решением к заявляемому является решение, приведенное в описании к а.с. SU №415177, кл. В 32 В 31/16. Способ включает в себя операцию нарезки материала с образованием нанесенных рядов, в которых надрезы располагают в шахматном порядке, операцию изгиба материала относительной продольной оси с образованием профилей полуячеек и поперечного изгиба «в гармошку» по надрезам. В профильном направлении каждый надрез выполняют по ломаной линии. Шаг между надрезами выполняют переменным, изменяющимся через четное число рядов.
Такая последовательность и характер надрезов обеспечивают получение сотоблока, оси ячеек которого перпендикулярны горизонтальной плоскости. Полученный сотоблок в совокупности с двумя обшивками, одна из которых перфорирована, используется в самолетостроении как шумопоглощающая конструкция.
Известно, что эффект шумоглушения повышается, если стенки ячеек расположены не вертикально, а под углом к обшивке. Сотоблоки с наклонными стенками ячеек получают путем среза поверхностей сотоблока под углом с двух сторон при достаточной высоте его, что приводит к большим отходам.
Задачей изобретения является получение сотоблока из листа с наклонными стенками относительно обшивок.
Задача решена за счет того, что в известном способе, включающем в себя операции: порезки материала с образованием поперечных рядов, в которых выполняют подрезы по ломаной линии, характер которых в четных и нечетных рядах различен, изгиб материала относительно продольной оси и поперечный изгиб «в гармошку» до образования сотоблока, в предлагаемом способе линии надрезов и поперечного изгиба в совокупности четных и нечетных рядах выполняют эквидистантными, а шаг между рядами - постоянным.
Соблюдение условий - эквидистантность линий надрезов и изгиба в совокупности в четных и нечетных рядах, шаг между которыми постоянен, обеспечивает получение сотоблоков с наклонными станками. При непостоянном шаге изменяется параллельность торцевых поверхностей сотоблока.
При нарушении эквидистантности линий надрезов и изгиба в рядах нарушается плоскостность торцевых поверхностей сотоблока.
Техническим результатом изобретения является снижение стоимости получаемого сотового заполнителя за счет безотходного раскроя.
На фиг.1 изображен полосовой материал в плане с линиями продольных и поперечных сгибов.
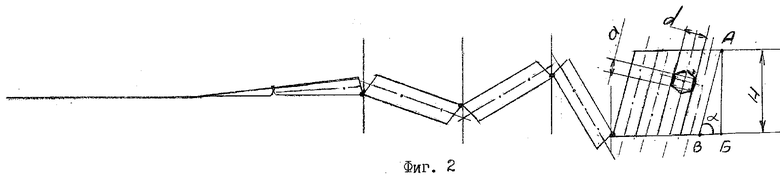
На фиг.2 - то же с показом профиля в процессе сложения сот.
На фиг.3 приведены расчетные параметры наклонной соты.
Полосовым материалом для сотового заполнителя могут служить стали и сплавы, соединяемые сваркой или пайкой, или другие материалы, соединяемые с обшивками связующими веществами, в частности, клеем. Для получения сотоблока задаются исходными данными: шириной полосы, характером ячейки, расстоянием между гранями ее, требуемым углом наклона сотоблока и высотой сот.
Процесс изготовления сотоблока включает в себя порезку материала с разметкой поперечных рядов и линий продольных сгибов. Устанавливают шаг между рядами, который определяют расчетным путем и выдерживают его постоянным между рядами. Разметкой определяют характер ломаной линии, т.е. определяют величину «С» смещения просечек относительно поперечных сгибов. Производят просечку в четных и нечетных рядах, при этом просечки в этих рядах смещены на величину «а». Линии просечек и изгибов в совокупности в четных и нечетных рядах эквидистантны. Надрезанный материал гофрируют в поперечном направлении, после чего складывают в «гармошку», изгибая его по линиям надрезов с образованием сотовой структуры.
Пример конкретного осуществления. Для получения наклонного сотоблока даны исходные данные (фиг.1, 2, 3):
- соты правильной шестигранной формы;
- расстояние между гранями сот - 20 мм;
- высота сот - 20 мм;
- угол наклона сот - 60°.
Определяем смещение просечек относительно поперечных сгибов «с» из Δ АБВ (фиг.2)

Определяем шаг между просечками на листе «t» из Δ АБВ (фиг.2)

Шаг между просечками постоянен.
На листе заготовки (при необходимости предварительно перфорированном) производят разметку на основе полученных расчетов (с, t). Линии продольных сгибов наносят на расстоянии, равном расстоянию между гранями соты - 20 мм (фиг.2).
Производят надрез на линиях поперечных сгибов и в этом направлении гофрируют материал, складывают в «гармошку», изгибая его по линиям надрезов с образованием сотовой структуры.
Линии надрезов и поперечного изгиба в совокупности во всех рядах эквидестантны.
Применение предлагаемого способа позволяет получать наклонные сотоблоки, используемые как элемент шумоглушения, безотходно, что снижает стоимость изготовления изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сотового заполнителя | 1978 |
|
SU770622A1 |
| Способ изготовления сотового заполнителя | 1977 |
|
SU722638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| Способ изготовления сотового заполнителя | 1984 |
|
SU1222368A1 |
| Штамп для продольного гофрированияпОлОСы | 1979 |
|
SU804129A1 |
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| Устройство для изготовления сот | 1976 |
|
SU806208A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |

Изобретение относится к самолетостроению при проектировании конструкций уменьшенного веса, служащих для поглощения звука. Способ включает порезку материала с образованием поперечных рядов, в которых выполняют надрезы по ломаной линии, характер которых в четных и нечетных рядах различен. Далее осуществляют изгиб материала относительно продольной оси и поперечный изгиб в «гармошку» до образования сотоблока. При этом линии надрезов и поперечного изгиба в совокупности в четных и нечетных рядах выполняют эквидистантными, а шаг между рядами - постоянным. Снижается стоимость сотоблока за счет безотходного раскроя. 3 ил.
Способ изготовления сотового заполнителя из листового материала, включающий в себя операции порезки материала с образованием поперечных рядов, в которых выполняют надрезы по ломаной линии, характер которых в четных и нечетных рядах различен, изгиб материала относительно продольной оси и поперечный изгиб в «гармошку» до образования сотоблока, отличающийся тем, что линии надрезов и поперечного изгиба в совокупности в четных и нечетных рядах выполняют эквидистантными, а шаг между рядами - постоянным.
| 1971 |
|
SU415177A1 | |
| Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем | 1990 |
|
SU1830326A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| US 4035539 А, 12.07.1977 | |||
| US 3992162 А, 16.11.1976. | |||

