Изобретение относится к обработке металлов давлением и может быть использовано в авиационной, ракетной и других областях промышленности для изготовления сотового заполнителя. Известно устройство для изготовления сотового заполнителя из поло-сового материала, состоящее из последовательно установленных в соответствии с технологическим процессом механизма для производства рядов продольных прорезей, выполненного в виде дисковых ножей, механизма для поперечного гофрирования полосового материала, выполненного в виде профилированных роликов, осуществляющих одновременно и перемещение материала механизма последовательной гибки по линиям просечек до образования сотовых ячеек, представляющего собой сис тему гибочных роликов, установленных на поперечных относительно материала валах и постепенно увеличивающихся по количеству от вала к валу, и механиз ма окончательного формования сотовых ячеек 1. Однако известное устройство обеспечивает возможность получения тольк плоских сотовых заполнителей. Для изготовления изогнутого, с постоянным радиусом кривизны сотового заполнителя известное устройство должно быть снабжено механизмом, осуществляющим гибку, например, механизмом, содержащим пуансон в виде гребенки, зубья-выступы которой имеют переменное в продольном направлении сечение, обеспечивающее переформовку ячейки правильной формы, в частности шестигранной, в ячейку вытянутой формы в поперечном направлении. Именно эта разница формы и обеспечивает возможность изгиба листа сотового заполнителя по криволинейной поверхности 2. Однако механизмы, расположенные в соотв,етствии с требуемым технологическим процессом, представляют собой сложную конструкцию, и так как имеют каждый свой индивидуальный привод, не могут обеспечить качественного выполнения сотового заполнителя, в частности точности выполнения прорезей в соответствии с расположением вершин и впадин продольных гофров. Наиболее близким решением из известных является устройство для изготовления сотового заполнителя из полосового материала,содержащее блок
ножей для выполнения поперечных рядо расположенных в шахматном порядке прорезей, механизм продольного гофрирования материала, выполненный в виде пуансона и матрицы, имеющих на рабочих поверхностях, сопрягаемые продольные выступы с равномерно изменяющейся шириной и высотой на заходном участке и с постоянными шириной и высотой на пуансоне,на калибрующем участке, механизм гибки материала по линиям прорезей, в виде встречно перемещаемыхгребенок 3}.
Однако известное устройство предназначено для получения плоского сотового заполнителя; Для изготовления сотового заполнителя криволинейной формы плоский заполнитель дополнительно изгибают с помощью барабана, но при этом-вершины граней полуячеек расходятся, что приводит к снижению прочности, а следовательно, надежности конструкции. .
Цель изобретения - повышение прочности и надежности сотового заполнителя постоянной кривизны.
Цель достигается тем, что пуансон выполнен в виде телескопически установленных и подпружиненных-один относительно другого частей с симметричным относительно оси расположением выступов рабочей поверхности, калибрующий участок пуансона и матрицы выполнен длиной, равной двум расстояниям, между ножами, размещен от блока ножей на расстоянии, кратном расстоянию между ножами, и имеет на матрице изменяющиеся в продольном направлении от краев к середине ширину и высоту выступов, а одна из гребенок механизма гибки, по линиям прорезей установлена с возможностью принудительного поворота.
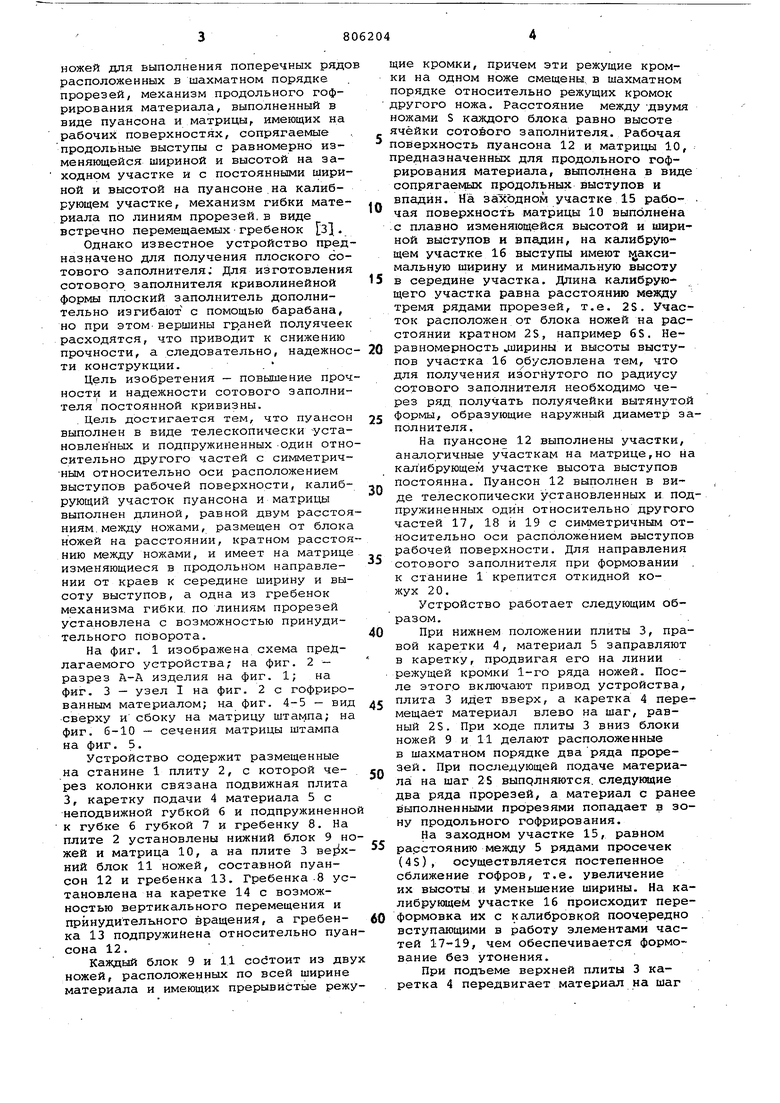
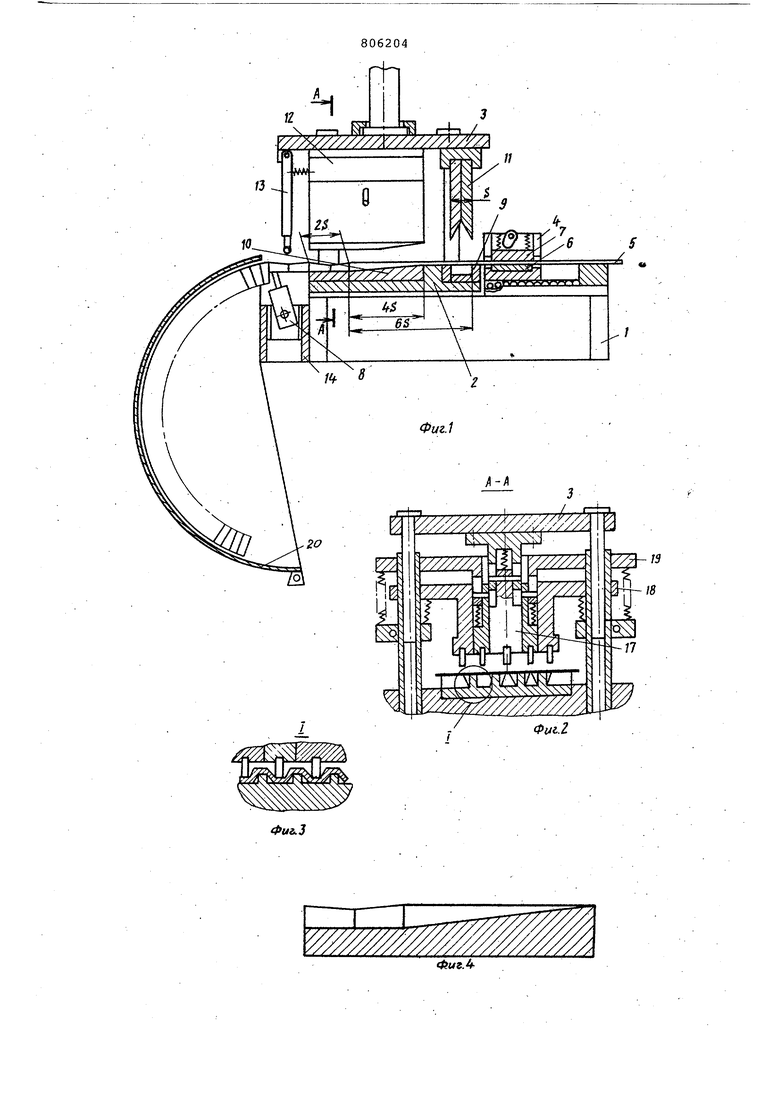
На фиг. 1 изображена схема предлагаемого устройства; на фиг. 2 - разрез А-А изделия на фиг. 1; на фиг. 3 - узел I на фиг. 2 с гофрированным материалом; на фиг. 4-5 - вид сверху и сбоку на матрицу штампа; на фиг. 6-10 - сечения матрицы штампа на фиг. 5.
Устройство содержит размещенные на станине 1 плиту 2, с которой через колонки связана подвижная плита 3, каретку подачи 4 материала 5 с неподвижной губкой 6 и подпружиненно к губке 6 губкой 7 и гребенку 8. На плите 2 установлены нижний блок 9 ножей и матрица 10, а на плите 3 aejixний блок 11 ножей, составной пуансон 12 и гребенка 13. Гребенка 8 установлена на каретке 14 с возможностью вертикального перемещения и принудительного вращения, а гребенка 13 подпружинена относительно пуансона 12.
Каждый блок 9 и 11 состоит из дву ножей, расположенных по всей ширине материала и имеющих прерывистые режущие кромки, причем эти режущие кромки на одном ноже смещены, в шахматном порядке относительно режущих кромок другого ножа. Расстояние между -двумя ножами S каждого блока равно высоте ячейки сотового заполнителя. Рабочая поверхность пуансона 12 и матрицы 10, предназначенных для продольного гофрирования материала, выполнена в виде сопрягаемых продольных выступов и впадин. На за1содном участке 15 рабочая поверхность матрицы 10 выпсэлнена -С плавно изменяющейся высотой и шириной выступов и впадин, на калибрующем участке 16 выступы имеют г аксимальную ширину и минимальную высоту в середине участка. Длина калибрующего участка равна расстоянию меяоду тремя рядами прорезей, т.е. 2S. Участок расположен от блока ножей на расстоянии кратном 2S, например 6S. Неравномерность лдирины и высоты выступов участка 16 обусловлена тем, что для получения изогнутого по радиусу сотового заполнителя необходимо через ряд получать полуячейки вытянутой формы, образующие наружный диаметр заполнителя.
На пуансоне 12 выполнены участки, аналогичные участкам на матрице,но на калибрующем участке высота выступов постоянна. Пуансон 12 выполнен в виде телескопически установленных и подпружиненных один относительно другого частей 17, 18 и 19 с симметричным относительно оси расположением выступов рабочей поверхности. Для направления сотового заполнителя при формовании к станине 1 крепится откидной кожух 20.
Устройство работает следующим образом.
При Нижнем положении плиты 3, правой каретки 4, материал 5 заправляют в каретку, продвигая его на линии режущей кромки 1-го ряда ножей. После этого включают привод устройства, плита 3 идет вверх, а каретка 4 перемещает материал влево на шаг, равный 2S. При ходе плиты 3 вниз блоки ножей 9 и 11 делают расположенные в шахматном порядке дваряда прорезей . При последующей подаче материала на шаг 2S выпрлняштся. следующие два ряда прорезей, а материал с ранее выполненными прорезями попадает в зону продольного гофрирования.
На заходном участке 15, равном рарстоявию между 5 рядами просечек (4S), осуществляется постепенное . сближение гофров, т.е. увеличение их высоты и уменьшение ширины. На калибрующем участке 16 происходит переформовка их с калибровкой поочередно вступающими в работу элементгичи частей 17-19, чем обеспечивается формование без утонения.
При подъеме верхней плиты 3 каретка 4 передвигает материал на шаг Е авный 2S, в результате .него конец гофрированного материала своими выступами устанавливается на зубья нижней гребенки 8, При последующем.движении верхней плиты 3 вниз гребенка 13 входит ао впадины гофрированного материала и прогибает материал вниз. Поворотом же нижней гребенки 8 осуществляется сближение верхних гра йей полуячеек до полного их соприкосновения при упоре в торец матрицы Предлагаемое устройство позволяет с помощью простых средств осуществит изготовление сотового заполнителя по стоянной кривизны практически ЛЮБОГО радиуса. .Возможно изготовление сотоЬого заполнителя трубчатой формы. Это расширяет технологические возмож ности предлагаемого устройства. Так как устройство обеспечивает плотное .прилегание верхних граней полуячеек друг к другу,, качество т.е прочность, жесткость, надежность повьааается в 2-5 раз в зависимости от кривизны изделия. Предлагаемое устройство имеет повышенную производительность по сравнению с существующими установками для изготовления сотовых заполнителе полностью исключает ручной труд при изготовлении криволинейных сотовых заполнителей и автоматизирует техно логический процесс их производства. .Экономическая эффективность от его внедрения порядка 25,0-30,0 тыс.руб Формула изобретения Устройство для изготовления сото .вого заполнителя из полосового мате риала, содержащее, блок ноже(1 для выполнения поперечных рядов расположенных в шахматном порядке прорезей, механизм продольного гофрирования материала, выполненный в виде пуансона и матрицы, имеющих на рабочих поверхностях сопрягаемые продольные выступы с равномерно изменяющейся шириной и высотой на заходном участке и с постоянной шириной и высотой на пуансоне на калибрующем участке, а также механизм гибки материала по линиям прорезей в виде.встречно пере лещаемых гребенок, отличающееся тем, что, с целью повышения прочности и надежности сотового заполнителя, типа цилиндров, пуансон выполнен в виде телескопически установленных и подпружиненных один Относительно другого частей с симметричным относительно оси расположением выступов рабочей поверхности, калибрующий участок пуансона и матрицы выполнен длиной, равной двум расстояниям между ножами, размещен от блока ножей на расстоянии, кратном расстоянию между ножс1ми, и имеет на матрице изменяющиеся в продольном направлении от краев к середине ширину и высоту выступов, а одна из гребенок механизма гибки-по линиям прорезей установлена с возможностью, принудительного поворота. Источники Информации, принятые во внимание при экспертизе 1.Патент США № 3162942, кл. 29-45S, 1964. 2.Патент США № 3702072, кл. 72-307, 1972. 3.Штамп 70119.004.00.000.РЭ, 1973 (протатип). C / /XxWW m
/5 /5 / 7////Z z
/
.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| Устройство для изготовления деталей | 1974 |
|
SU639632A1 |
| Подающее устройство к штампу для изготовления сотового заполнителя | 1980 |
|
SU958021A1 |
| Устройство для гофрирования полосо-ВОгО МАТЕРиАлА | 1979 |
|
SU829260A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2004 |
|
RU2292977C2 |
| Способ изготовления сотового заполнителя | 1978 |
|
SU770622A1 |
| Способ изготовления сотового заполнителя | 1977 |
|
SU722638A1 |
| Устройство для изготовления сотово-гО зАпОлНиТЕля | 1979 |
|
SU820984A1 |
M
Фие.4
в-6
Фиг.6
В-В
Г-Г
Д-Л
ФигЛ
Фиг.З
Фъи.10
