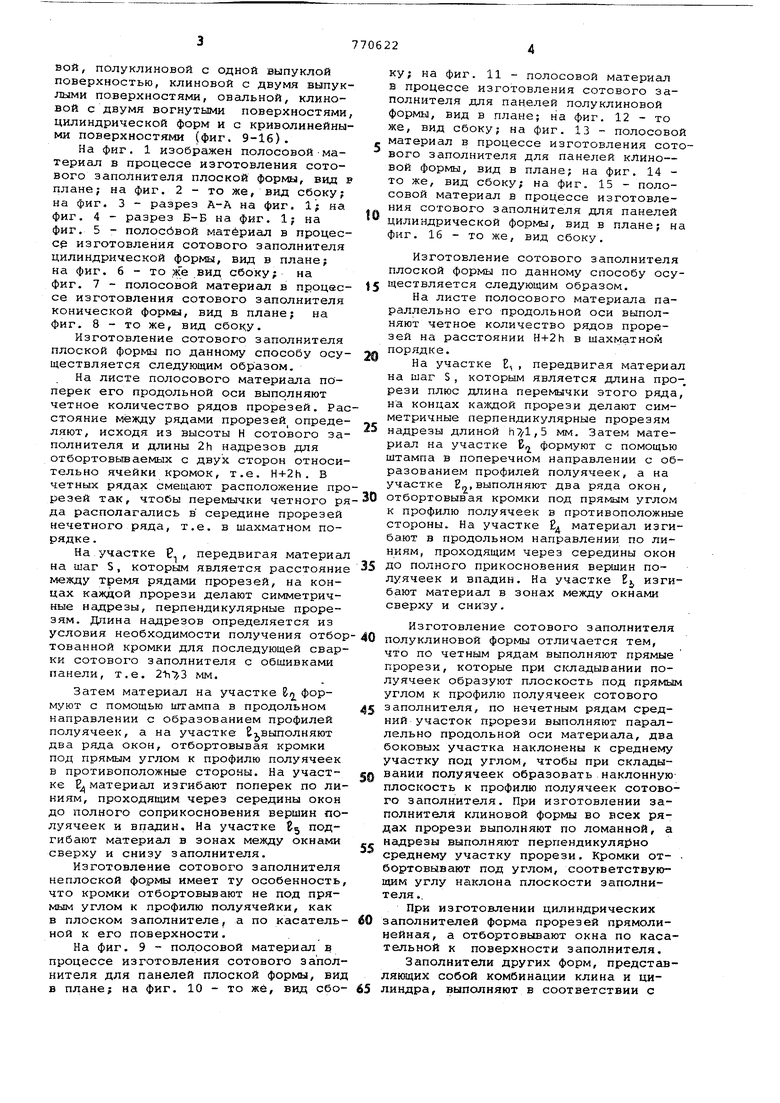
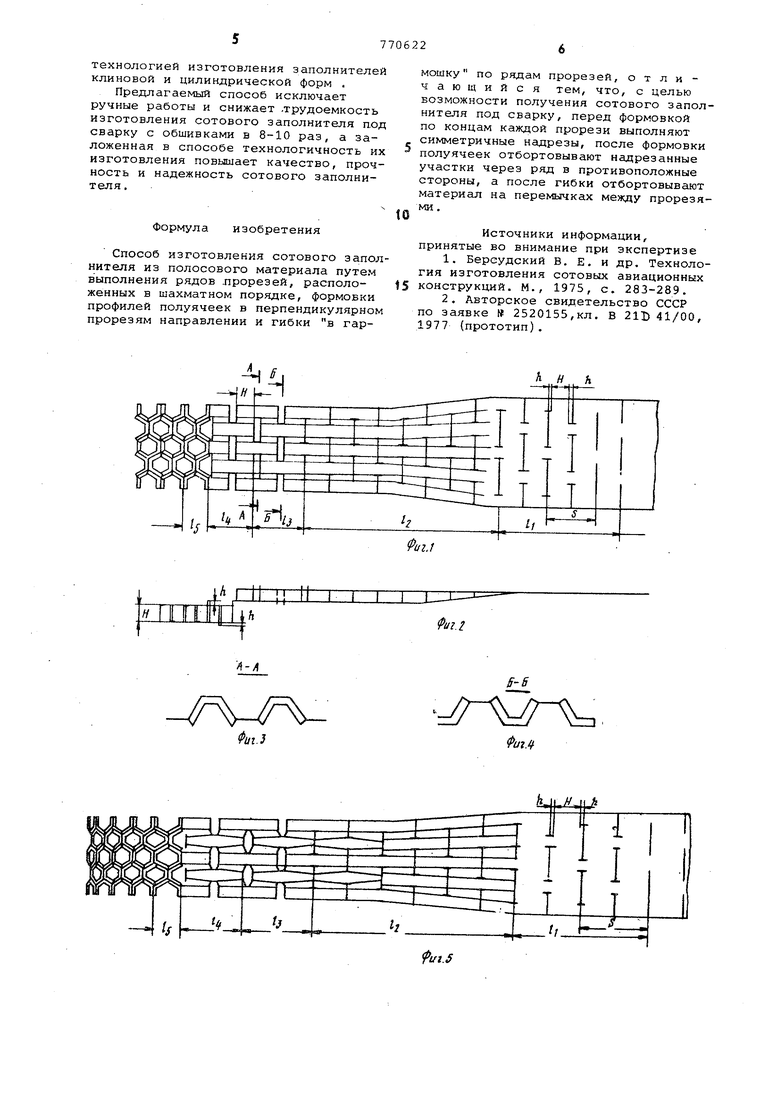
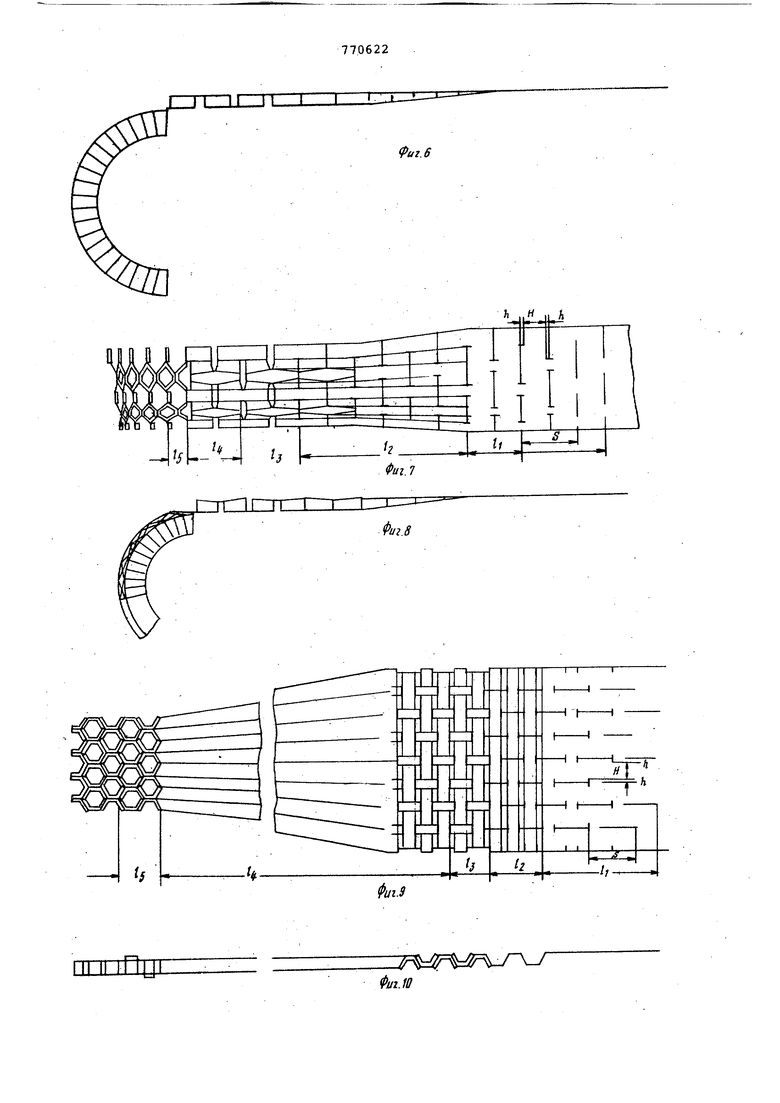
Изобретение относится к обработке металлов и может быть использовано в авиационной и других отраслях промыиленности. Известен способ изготовления сото вого заполнителя, при котором материал режут на.отдельные полосы, отбор товывают кромки, гофрируют полосы по форме полуячеек, складывают для образования полных сотовых ячеек и по вершинам и впадинам сваривают их в единый сотоблок tH Наличие отбортованных кромок у сотового зАполнитёля позволяет затем сваривать его с обшивками для получения прочной сотовой. панели. Однако эта технология изготовления сотового заполнителя под сварку с обшивками панели очень трудоемка. Известен способ, по которому сотовый заполнитель изготовляют сразу в виде сотоблока без предварительной сварки полуячеек. Этот способ состоит в том, что на полосовом материале выполняют ряды расположенных в шахматном порядк-е прорезей, длиной, равной полупериметру ячейки, формуют полуячейки в перпендикулярном прорезям направлении и изгибают.по рядам прорезей до полного соприкосновения вершин полуячеек |2} . Однако этот способ позволяет получать сотовый заполнитель плоской формы только под пайку или склеивание с обшивками, но не под сварку с ними, так как торцовые поверхности ячеек этого сотового заполнителя имеют исходную толщину материала. Целью предлагаемого изобретения является возможность получения сотового заполнителя в виде целого блока под сварку. Эта цель достигается тем, что перед формовкой по концам каждой прорези выполняют симметричные надрезы, после формовки полуячеек отбортовывают надрезанные участки через ряд в прютивоположные стороны, а после гибки отбортовывают материал на перемычках между прорезями. Данный способ позволяет получать заполнитель различной формы. При поперечном расположении рядов прорезей на полосе можно получать заполнитель плоской, цилиндрической, конической овальной форм и формь параболлоида вращения (фиг. 1-8); при продольном расположении рядов прорезей - заполнитель плоскойj полуклиновой, клиневой, полуклиновой с одной выпуклой поверхностью, клиновой с двумя выпук лыми поверхностями, овальной, клиновой с двумя вогнутыми поверхностями цилиндрической форм и с криволинейными поверхностями (фиг. 9-16). На фиг. 1 изображен полосовой-материал в процессе изготовления сотового заполнителя плоской формы, вид в плане; на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-В на фиг. 1; на фиг. 5 - полосбвой материал в процессе изготовления сотового заполнителя цилиндрической формы, вид в плане; на фиг. 6 - то же .вид сбоку; на фиг. 7 - полосовой материал в процессе изготовления сотового заполнителя конической формы, вид в плане; на фиг. 8 - то же, вид сбок;у. Изготовление сотового заполнителя плоской формы по данному способу осуществляется следующим образом. На листе полосового материала поперек его продольной оси выполняют четное количество рядов прорезей. Рас стояние между рядами прорезей определяют, исходя из высоты Н сотового заполнителя и длины 2h надрезов для отбортовьшаемых с двух сторон относительно ячейки кромок, т.е. H+2h. В четных рядах смещают расположение про резей так, чтобы перемычки четного ря да располагались в середине прорезей нечетного ряда, т.е. в шахматном порядке . На,участке 9 , передвигая материал на шаг S, которым является расстояние между тремя рядами прорезей, на концах каждой прорези делают симметричные надрезы, перпендикулярные прорезям. Длина надрезов определяется из условия необходимости получения отбор тованной кромки для последующей сварки сотового заполнителя с обшивками панели, т.е. мм. Затем материал на участке формуют с помощью штампа в продольном направлении с образованием профилей полуячеек, а на участке Е выполняют два ряда окон, отбортовывая кромки под прямым углом к профилю полуячеек в противоположные стороны. На участке Б материал изгибают поперек по ли ниям, проходящим через середины окон до полного соприкосновения вершин полуячеек и впадин. На участке gj подгибают материал в зонах между окнами сверху и снизу заполнителя. Изготовление сотового заполнителя неплоской формы имеет ту особенность что кромки отбортовывают не под прямым углом к профилю полуячейки, как в плоском заполнителе, а по касатель ной к его поверхности. На фиг. 9 - полосовой материал в процессе изготовления сотового запол нителя для панелей плоской формы, вид в плане; на фиг. 10 - то же, вид сбо ку; на фиг. 11 - полосовой материал в процессе изготовления сотового заполнителя для панелей полуклиновой формы, вид в плане; на фиг. 12 - то же, вид Сбоку; на фиг. 13 - полосовой материал в процессе изготовления сотового заполнителя для панелей клино- вой формы, вид в плане; на фиг. 14 то же, вид сбоку; на фиг. 15 - полосовой материал в процессе изготовления сотового заполнителя для панелей цилиндрической формы, вид в плане; на фиг. 16 - то же, вид сбоку. Изготовление сотового заполнителя плоской формы по данному способу осуществляется следующим образом. На листе полосового материала параллельно его продольной оси выполняют четное количество рядов прорезей на расстоянии H+2h в шахматном порядке. На участке ,, передвигая материал на шаг S , которнлм является длина прорези плюс длина перемычки этого ряда, на концах каждой прорези делают симметричные перпендикулярные прорезям надрезы длиной h7/l,5 мм. Затем материал на участке Вд, формуют с помощью штампа в поперечном направлении с образованием профилей полуячеек, а на участке Е,, выполняют два ряда окон, отбортовывая кромки под прямым углом к профилю полуячеек в противоположные стороны. На участке Ед материал изгибают в продольном направлении по линиям, проходящим через середины окон до полного прикосновения вершин полуячеек и впадин. На участке Е изгибают материал в зонах между окнами сверху и снизу. Изготовление сотового заполнителя полуклиновой формы отличается тем, что по четным рядам выполняют прямые прорези, которые при складывании полуячеек образуют плоскость под прямым углом к профилю полуячеек сотового заполнителя, по нечетным рядам средний участок прорези выполняют паргшлельно продольной оси материала, два боковых участка наклонены к среднему участку под углом, чтобы при складывании полуячеек образовать наклонную плоскость к профилю полуячеек сотового заполнителя. При изготовлении заполнителя клиновой формы во всех рядах прорези выполняют по ломанной, а надрезы выполняют перпендикулярно среднему участку прорези. Кромки от- . бортовйвают под углом, соответствующим углу наклона плоскости заполнителя .. При изготовлении цилиндрических заполнителей форма прорезей прямолинейная, а отбортовывают окна по касательной к поверхности заполнителя. Заполнители других форм, представляющих собой комбинации клина и цилиндра, выполняют в соответствии с
технологией изготовления заполнителей клиновой и цилиндрической форм . Предлагаемый способ исключает ручные работы и снижает -трудоемкость изготовления сотового заполнителя аод сварку с обшивками в 8-10 раз, а заложенная в способе технологичность их изготовления повышает качество, прочность и надежность сотового заполнителя.
Формула изобретения
Способ изготовления сотового заполнителя из полосового материала путем выполнения рядов .прорезей, расположенных в шахматном порядке, формовки профилей полуячеек в перпендикулярном прорезям направлении и гибки в гармошку по рядам прорезей, отличающийся тем, что, с целью возможности получения сотового заполнителя под сварку, перед формовкой по концам каждой прорези выполняют симметричные надрезы, после формовки полуячеек отбортовывают надрезанные участки через ряд в противоположные стороны, а после гибки отбортовывают материал на перемычках между прорезями .
0
Источники информации, принятые во внимание при экспертизе
1.Береудский В. Е. и др. Технология изготовления сотовых авиационных
15 конструкций. М., 1975, с. 283-289.
2.Авторское свидетельство СССР по заявке № 2520155,кл. В 21D 41/00, 1977 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 2004 |
|
RU2292977C2 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Способ изготовления сотового заполнителя | 1977 |
|
SU722638A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2003 |
|
RU2269393C2 |
| Устройство для изготовления сотовогозАпОлНиТЕля ТРубчАТОй фОРМы | 1979 |
|
SU797827A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля из пОлОСОВОгО МАТЕРиАлА | 1977 |
|
SU806204A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067950C1 |
| Устройство для изготовления сотового заполнителя | 1981 |
|
SU1013057A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СТРУКТУР | 1993 |
|
RU2035313C1 |

А .//,, А
-нФи1,г
f(f-B
Фиг.З
ФигЛ
ILJLJL,
Т 11 IL I I
Риг.6
