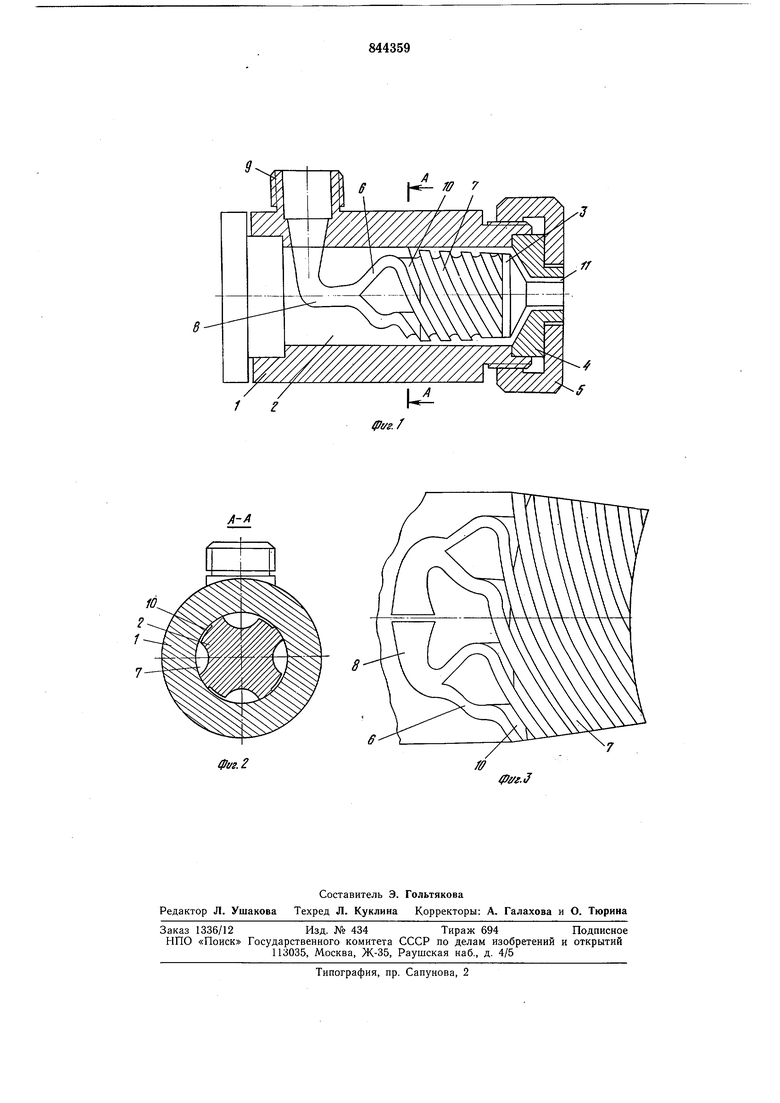
которого закреплен дорн 3, и мундштук 4 с прижнмной гайкой 5.
В рассекателе 2 выполнено несколько V-образных каналов 6 равной длнны и сечения для распределения расплава, переходящих в винтовые каналы 7 с уменьшающейся в направлении течения расплава глубиной.
Вершины У-образных каналов соединены двумя разводящими каналами 8 с патрубком 9 для подачи расплава.
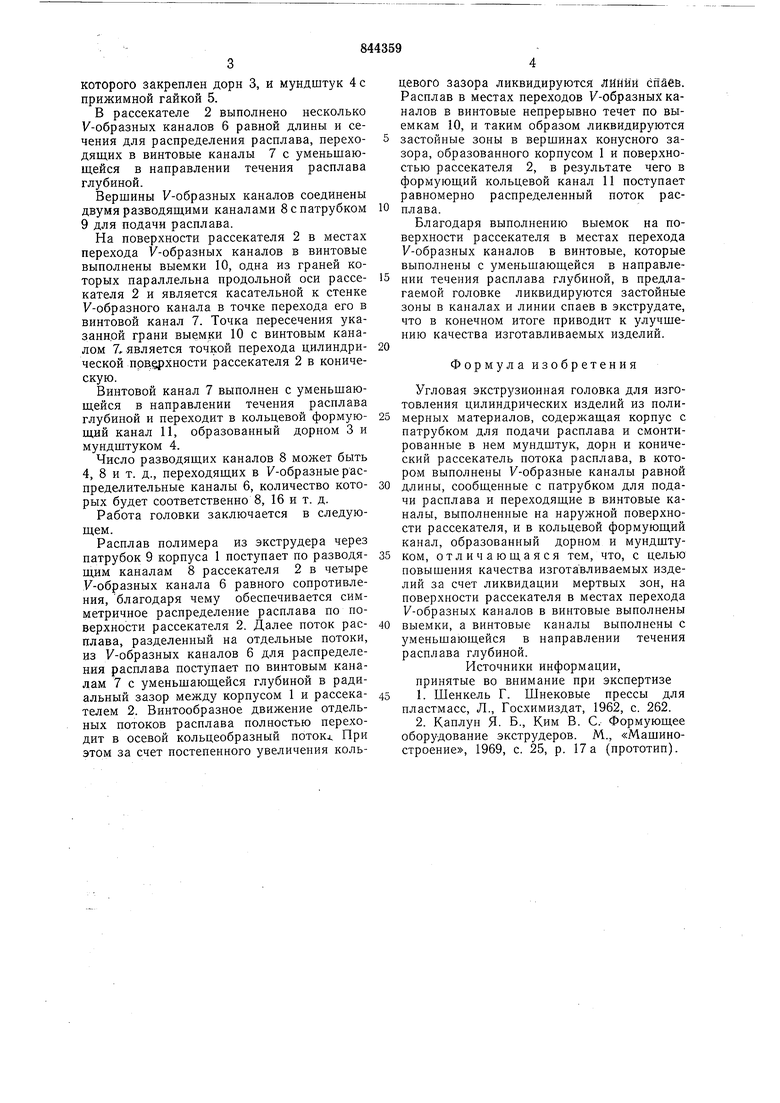
На поверхности рассекателя 2 в местах перехода У-образных каналов в винтовые выполнены выемки 10, одна из граней которых параллельна продольной оси рассекателя 2 и является касательной к стенке V-образного канала в точке перехода его в винтовой канал 7. Точка пересечения указанной грани выемки 10 с винтовым каналом 7, является точкой перехода цилиндрической поверхности рассекателя 2 в коническую.
Винтовой канал 7 выполнен с уменьшающейся в направлении течения расплава глубиной и переходит в кольцевой формующий канал 11, образованный дорном 3 и мундштуком 4.
Число разводяших каналов 8 может быть 4, 8 и т. д., переходящих в У-образные распределительные каналы 6, количество которых будет соответственно 8, 16 и т. д.
Работа головки заключается в следующем.
Расплав полимера из экструдера через патрубок 9 корпуса 1 поступает по разводящим каналам 8 рассекателя 2 в четыре У-образных канала 6 равного сопротивления, благодаря чему обеспечивается симметричное распределение расплава по поверхности рассекателя 2. Далее поток расплава, разделенный на отдельные потоки, из У-образных каналов 6 для распределения расплава поступает по винтовым каналам 7 с уменьшающейся глубиной в радиальный зазор между корпусом 1 и рассекателем 2. Винтообразное движение отдельных потоков расплава полностью переходит в осевой кольцеобразный потоки. При этом за счет постепенного увеличения кольцевого зазора ликвидируются ЛИНИИ спаев. Расплав в местах переходов У-образных каналов в винтовые непрерывно течет по выемкам 10, и таким образом ликвидируются 5 застойные зоны в вершинах конусного зазора, образованного корпусом 1 и поверхностью рассекателя 2, в результате чего в формующий кольцевой канал 11 поступает равномерно распределенный поток рас0 плава.
Благодаря выполнению выемок на поверхности рассекателя в местах перехода У-образных каналов в винтовые, которые выполнены с уменьшающейся в направле5 НИИ течения расплава глубиной, в предлагаемой головке ликвидируются застойные зоны в каналах и линии спаев в экструдате, что в конечном итоге приводит к улучшению качества изготавливаемых изделий.
Формула изобретения
Угловая экструзионная головка для изготовления цилиндрических изделий из полимерных материалов, содержащая корпус с патрубком для подачи расплава и смонтированные в нем мундштук, дорн и конический рассекатель потока расплава, в котором выполнены У-образные каналы равной
0 длины, сообщенные с патрубком для подачи расплава и переходящие в винтовые каналы, выполненные на наружной поверхности рассекателя, и в кольцевой формующий канал, образованный дорном и мундщту5 ком, отличающаяся тем, что, с целью повышения качества изготавливаемых изделий за счет ликвидации мертвых зон, на поверхности рассекателя в местах перехода У-образных каналов в винтовые выполнены
0 выемки, а винтовые каналы выполнены с уменьшающейся в направлении течения расплава глубиной.
Источники информации, принятые во внимание при экспертизе
1. Шенкель Г. Шнековые прессы для пластмасс. Л., Госхимиздат, 1962, с. 262.
2. Каплун Я. Б., Ким В. С. Формующее оборудование экструдеров. М., «Машиностроение, 1969, с. 25, р. 17 а (прототип).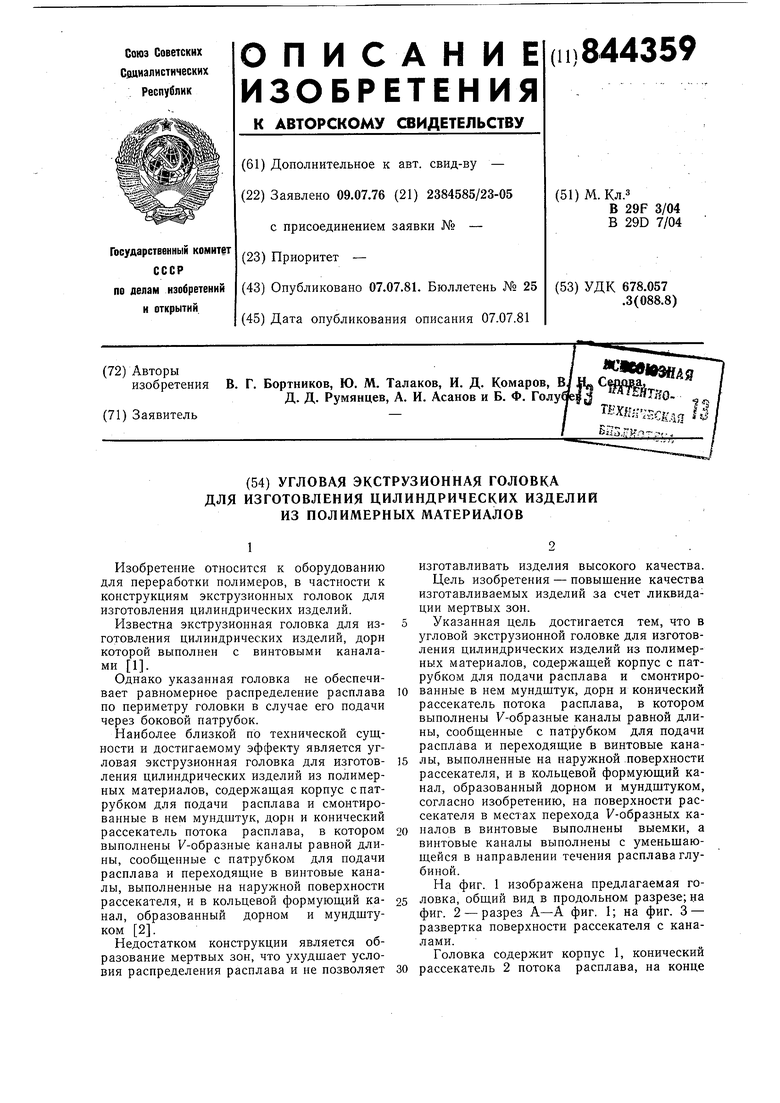
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |
| Формующая головка к экструдеру для изготовления армированных труб из термопластов | 1968 |
|
SU317271A1 |
| Формующая угловая головка для изготовления изделий из пластмасс | 1982 |
|
SU1109314A2 |
| Экструзионная головка | 1977 |
|
SU642195A1 |
| ЭКСТРУДЕР | 2008 |
|
RU2390412C1 |
| ЭКСТРУДЕР | 2008 |
|
RU2361735C1 |
| Многоручьевая экструзионная головка для полимерных материалов | 1988 |
|
SU1595665A1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| ЭКСТРУДЕР ДЛЯ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2118257C1 |