Изобретение относится к питейному производству, а именно к приборам для испытаний термореактивимх стержневых смесей, отверждающихся в нагреваемой оснастке. Известны приборы для испытания на прочность О1вержденных образцов из стс невых смесей, например, путем приложе ния растягивающих статических нагрузок Образцы для испытаний на этих приборах, имеющих форму восьмерки, изготавливают известными методами на ос новном приборе или вне его в нагреваемой оснастке 2. Известны приборы для испытания на прочность образцов, отверждающихся при двухстороннем нагреве, не могут быть применены для оценки теплофизических свойств в связи со сложность) расчета тепловых процессов, протекающих приг отверждении смеси Сз. Тенлофизические свойства наряду с прочностными свойствами являются важнейшей характерист5 кой песчаносмоляных смесей, от которых зависит скорость роста упрочненного слоя под аействкем тепла оснастит :, и, как следствие, производительность процесса изготовления стержней, оболочек, форм. Наиболее близким к изобретению по технической сущноста и достигаемому эффекту является прибор для испытания термореактйвных стержневых смесей, включающий форму для изготовления образца, термозонд, установленный в форме и выполненный из двух полусфер, одна из которых связана с нагружающим устройством посредством стержни, а другая жестко закреплена на основании прибора и снабжена нагревателями и датчиком температур 4. Известный прибор позволяет определять в процессе отверждения два независимых теплофизических параметра смеси (коэффициенты теплопроводности и аккумуляции гепла) и прочность частично или полностью отвержденного образна, нагреваемо372
го только со стороны термозонца. Из-за неравномерного отвода тепла во все стороны от термозонда полученная корочка часто имеет неодинаковую толщину, вследствие этого место разрыва корочки при испытаниях получает сложную криволинейную форму, что не позволяет достаточно точно определить площадь поперечного сечения в месте разрыва, а затем рассчитать прочностные и тепловые характеристики смесей.
С помощью известного прибора нельзя исследовать смеси в условиях двухстороннего отверждения (нагрева), что характерно для изготовления тонкостенных стержней, оболоч1соБых форм различной толщины, так как процесс отверждения при двухсторонне нагреве отличается от процесса с одностороньшм нагревом смеси.
Поскольку рост толщины корочки в известном приборе происходит непрерывно, то невозможно проверить влияние времени выдержки нагретого образца в закрытой форме или на воздухе на его прочностные показатели.
Целью изобрете1гая является расширени объема информации, получаемой при испыTatmH, упрощение определения теплофизических характеристик смесей при увеличении точности результатов испытаний.
Лостгггается это тем, что форма выполнена разъемной с внутренней поверхностью в виде сферы, эквидистантной повености термозонда, и снабжена тагревателями и датчиками температур, а термозонд в месте сопряжения полусфер снабжен колцевой пластиной с внешним диаметром бопьще диаметра термозонда и меньще диаметра сферической поверхноста формы.
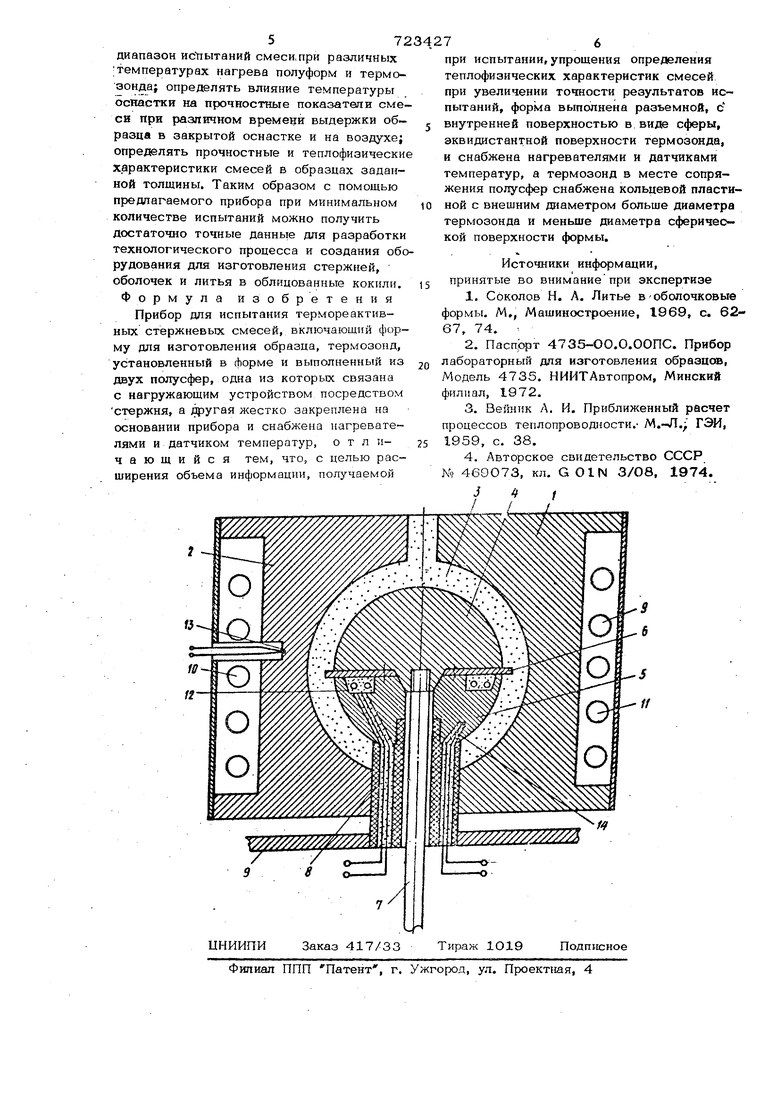
На чертеже показан прибор для испытания термореактивных стержневых смесей. Прибор содержит разъемные формы (полуформы) 1 и 2 со сферической вну ренней поверхностью 3, термозонд, выполненный из двух полусфер 4 и 5, кольцевую пластину 6, стержень 7, втулку 8, ocHOBairae 9, нагреватели 1О, 11 и 12, датчики температур 13 и 14.
Прибор работает следующим образом. Сомкнутые в исходном положении полуформы 1 и 2 и полусферы 4 и 5 термозонда нагреваются до заданной температуры нагревателями 10, 11 и 12. Затем сферическая полость между полуформами в термозондом заполняется исследуемой термореактивной смесью известным способом, например, надувом. Одновременно с отв жде1гаем смеси с помощью термо274
пар 13 и 14 автоматически фиксируется температура полуформ и термозонда, что дает возможность рассчитать теплофизические характеристеки смеси. Для определения усилия разрыва в заданный момент времени форму разнимают и с помощью стержня 7 разводят полусферы 4 и 5 и по измеренному усилию и известной площади поперечного сечения в месте разрыва образца определяют прочностные харакристики смеси.
Устанавливая на прибор полуформы с различным диаметром внутренней сферической полости или термозонды с разными диаметрами полусфер, можно исследовать прочностные и термофизические характеристики смесей при отверждении образцов любой заданной толщины, что позволяет при изготовлении стержней или оболочек с различными толиданами стенки выбрать по результатам испытаний оптямальные составы смесей или наивыгоднейшие режимы работы оборудования, обеспе.чивающие максимальную производительность процесса.
Разрыв оболочки происходит только по кольцевой впадине на образце, образованной кольцевой пластиной 6, чем обеспечивается постоянное значение величины площади поперечного сечения в месте разрыва и тем самым повышается точность измеряемых прочностных и термофизических характеристик испытываемых смесей. Так, например, при испытании оболочек толщиной 4 мм из смеси, содержащей песка кварцевого 100 вес.% и пульвербакелита 2,5 вес.% при температуре 280 С и времени отверждения 120 сек. прочность образцов составила 3,5 + + 1,0 кгс/см f тогда как при наличии кольцевой впадины на образце эта прочность составила 3,5 ±О,3 кг/см. Таким образом, точность измерения увеличилась в 3 раза.
Поскольку наружный диаметр кольцево пластины 6 больше диаметра термозонда, но меньше диаметра сферической поверхности формы, то указанная пластина не нарушает температурных условий отверждения образцов.
Использование предлагаемого прибора для исследования термореактивных сме сей позволяет повысить точность измерений прочностных показателей смеси за рчет стаЙ1льных значений равномерной то1цины корочки по всему сечению образца и особенно, в месте разрыва; расширить
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для испытания образца термореактивных смесей | 1988 |
|
SU1532842A1 |
| Прибор для исследования термореактивных смесей | 1974 |
|
SU469073A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ЗАГОТОВКИ ПРОБКИ ШАРОВОГО КРАНА | 2008 |
|
RU2393047C2 |
| Способ приготовления плакированного песка для изготовления литейных оболочковых форм и стержней | 1976 |
|
SU582039A1 |
| Способ изготовления оболочковых форм | 1988 |
|
SU1611549A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНО АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2568725C1 |
| Способ изготовления разовых стержней для литья под давлением | 1983 |
|
SU1220840A1 |
| Способ изготовления литейных стержней и форм | 1981 |
|
SU1002083A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ДЛЯ ЛИТЕЙНЫХ ФОРМ | 2003 |
|
RU2261775C2 |
| Смесь для изготовления литейныхОбОлОчКОВыХ фОРМ и СТЕРжНЕй | 1979 |
|
SU797834A1 |
