Изобретение относится к области арматуростроения и может быть использовано при изготовлении запорной и регулирующей трубопроводной арматуры.
Известен способ изготовления сферических пробок шаровых кранов, описанный в работе Кузьмин Н.Н. и др. Штамповка пробок шаровых кранов из трубчатых заготовок. Кузнечно-штамповое производство, 1985, №10, стр.19-20, заключающийся в том, что две трубные заготовки, одна из которых предназначена для образования сферической оболочки, а другая для выполнения сквозного прохода в этой оболочке, устанавливают соосно одну в другую в двух сферических полуматрицах. Затем наружную трубную заготовку обжимают при встречном продольном движении сферических полуматриц, деформируют в сферу и торцами смыкают с внутренней проходной трубой. При производстве сферических заготовок данным способом достаточно сложно получить качественную сферическую поверхность из-за низкой контролируемости граничных условий изменения размерных параметров штампованной заготовки и возможности появления кольцевых складок и волнистостей в экваториальной части сферы.
Также известен способ получения заготовок пробок шаровых кранов методом свободной ковки. Полученные таким способом заготовки пробок обладают улучшенной структурой металла и высокими прочностными характеристиками. Однако для изготовления крупногабаритных кованых заготовок необходимо мощное кузнечно-прессовое оборудование, разработка специальных технологических процессов и изготовление специальной штамповочной оснастки, что значительно увеличивает стоимость их изготовления и не позволяет быстро освоить производство шаровых кранов с разными диаметрами условного прохода.
Задачей предлагаемого технического решения является создание способа изготовления сферических заготовок пробок шаровых кранов, который позволит оперативно изменять номенклатурную программу выпускаемой арматуры, получать заготовки с конструкцией, приближенной к геометрии детали, и сравнимые по качеству с кованными.
Задача решается тем, что сферические заготовоки пробок шаровых кранов получают литым или лито-сварным способом.
При использовании литого способа получают сферические отливки типа "Пробка". Лито-сварным способом сначала получают отливки типа "Полусфера" и затем соединяют их при помощи сварки.
Способ изготовления сферических отливок типа "Пробка" или "Полусфера" основан на получении отпечатка в литейной форме по модели, отличающейся от заготовки по размерам на разницу, соответствующую величине линейной усадки металла, и последующем заполнении полостей формы жидким сплавом заданной марки.
Для получения отливок, сравнимых по качеству и прочностным характеристикам с коваными заготовками, при изготовлении отливок "Пробка" применяется комплекс технологических мер, направленных на обеспечение принципа направленной кристаллизации. Для этого при заливке формы ее располагают так, чтобы цапфы будущей детали были расположены по вертикальной оси, боковые поверхности отливки соответственно являются уплотнительными поверхностями пробки, при этом продольную ось сквозного проходного отверстия пробки располагают горизонтально в плоскости лада формы по линии ее разъема. Такое расположение отливки позволяет обеспечить более высокую технологичность литья и значительно снижает вероятность образования в литой детали таких дефектов, как засоры и ужимины. Припуск на механическую обработку по сферической поверхности отливки задают с увеличением его в направлении прибыли, которая расположена в верхней части отливки и преобразует ее сечение в соответствии с "правилом выкатываемых окружностей". В нижней части отливки размещают холодильник. Такое расположение отливки в форме позволяет обеспечить практически идеальные условия для кристализации.
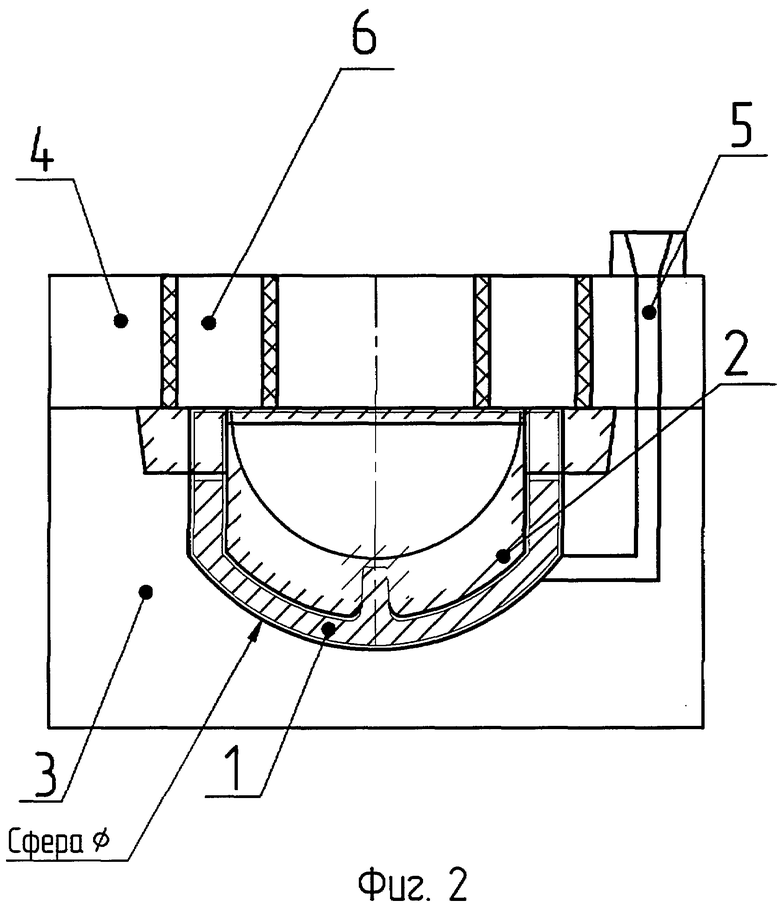
Особенностью изготовления отливок "Полусфера" является расположение сферической поверхности по направлению "вниз", что позволяет исключить образование литейных дефектов в зоне обработки, а возможные незначительные дефекты всплывают вверх к поверхности опустошения и не оказывают влияния на технологические и эксплуатационные свойства будующей детали.
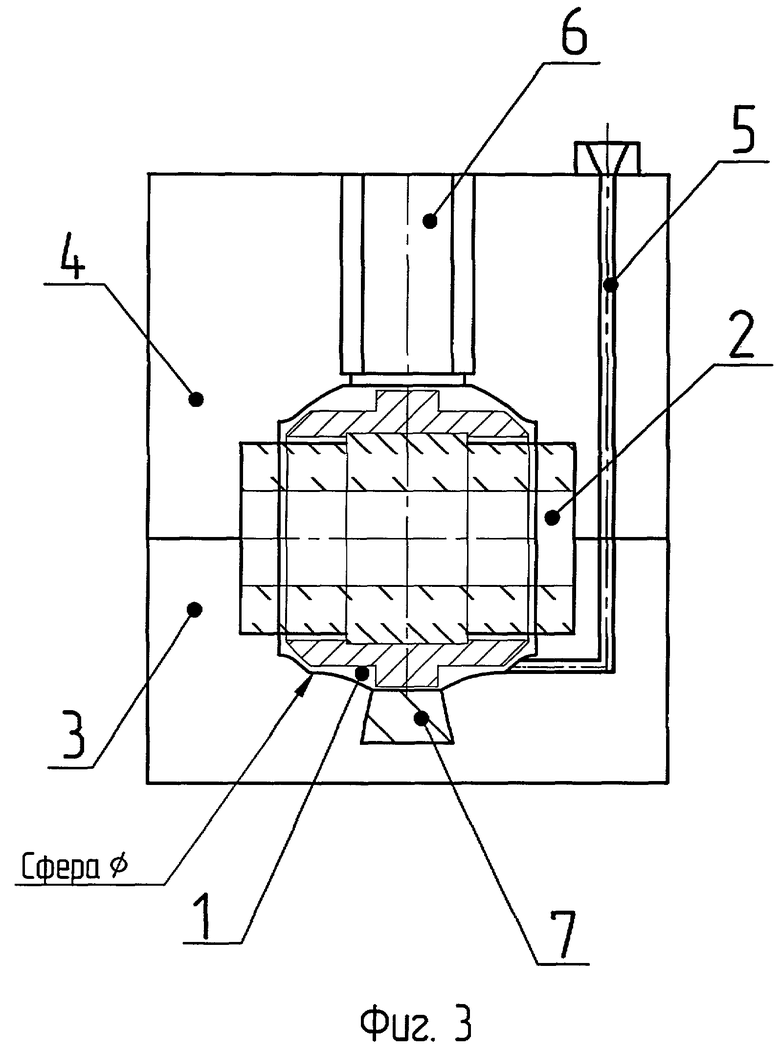
Для получения отливки типа "Полусфера" прибыли устанавливают на четырех плоских поверхностях, образованных на плоскости сварки полусфер. Как вариант, при наличии литейных ковшей достаточной емкости возможно изготовление цельнолитой полой пробки (фиг.3).
Заявляемый способ изготовления сферической заготовки пробки шарового крана и конструкция заготовки, полученной этим способом, поясняются графически, где на на фиг.1 показаны элементы литейной формы отливки "Пробка", а на фиг.2 - элементы литейной формы отливки "Полусфера". На фиг.3 показаны элементы литейной формы отливки "Пробка" с внутренним опустошением.
Способ изготовления сферической заготовки пробки шарового крана, схематично показанный на фиг.1, осуществляют следующим образом. Изготавливают литейную форму, состоящую из следующих элементов: нижней полуформы 3 (для формообразования нижней полусферы), верхней полуформы 4 (для формообразования верхней полусферы) и литейного стержня 2, используемого для формообразования отверстия магистрального прохода пробки. Для изготовления полуформ 3 и 4 опоки, установленные на модельной плите, заполняют формовочной смесью и уплотняют ее. После отверждения формовочной смеси из полуформы извлекают модель. Полученный в полуформе отпечаток соответствует будующей геометрии отливки, при этом цапфы пробки "залиты" внутри сферы в месте расположения технологической прибыли.
Литейный стержень 2 получают заполнением стержневого ящика стержневой смесью с последующим уплотнением и отверждением, затем стержень, соответствующий по диаметру размеру отверстия магистрального прохода, извлекают из ящика.
Перед сборкой формы на все формообразующие элементы наносят слой противопригарной краски, форму собирают. При этом в нижней полуформе устанапливают холодильник 7, литниково-питающую систему 5 оформляют огнеупорными изделиями, стержень 2 помещают в плоскости лада формы по линии разъема.
Готовую форму через литниково-питающую систему заполняют расплавленным металлом необходимой марки. Полученная отливка имеет форму шара, плавно переходящего в усеченный конус, верхнее основание которого является основанием прибыли.
После завершения процесса кристализации отливку 1 извлекают из формы (выбивка), удаляют литниковую систему 5 и прибыль 6, производят обрубку и очистку отливки любым из существующих методов.
В завершение для снятия остаточных температурных напряжений проводят темообработку полученной отливки.
Для изготовления крупногабаритных сферических заготовок пробки целесообразно использовать лито-сварной способ, состоящий из двух этапов: получения отливок типа "Полусфера" (фиг.2) и их последующей сборки методом сварки. Для снижения металлоемкости отливки можно изготавливать с внутренним опустошением (полая), при этом в зависимости от величины рабочего давления при эксплуатациии шарового крана возможно изготовление в полости отливки одного или нескольких ребер жесткости.
Процесс изготовления формы "Полусфера" аналогичен описанному выше изготовлению формы "Пробка". Для улучшения технологических параметров заполнения формы расплавом и обеспечения направленной кристализации литниковые прибыли и литниковую систему располагают на четырех плоских поверхностях, образованных на плоскости сварки полусфер.
Применение заявленного способа изготовления сферической заготовки пробки шарового крана позволяет получить заготовки сферических пробок с высоким классом размерной точности и высоким коэффициентом использования металла, при этом по прочностным свойствам полученные заготовки сравнимы с коваными. Кроме того, применение заявленного способа позволяет обеспечить возможность оперативного изменения номенклатурной программы выпускаемой арматуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллической заготовки | 1987 |
|
SU1496918A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Стопочная литейная форма | 1978 |
|
SU710751A1 |
| ЛИТЕЙНАЯ ФОРМА С ТЕРМИТНОЙ ПРИБЫЛЬЮ | 2008 |
|
RU2372164C1 |
| ЛИТЕЙНАЯ ФОРМА КОРПУСА КОНТЕЙНЕРА ДЛЯ ТРАНСПОРТИРОВКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА | 2016 |
|
RU2660143C2 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| Литейная форма для вакуумнойфОРМОВКи | 1979 |
|
SU816669A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Надставная литниковая чаша | 1989 |
|
SU1770033A1 |
| Прибыль для отливок | 1978 |
|
SU768551A1 |
Изобретение относится к области литейного производства. Способ включает формообразование сферической заготовки со сквозным каналом, соответствующим магистральному проходу пробки, и формирование цапф. Заготовку формируют литьем. Отливка имеет форму шара, плавно переходящего в усеченный конус, верхнее основание которого является основанием прибыли. При литье продольную ось сквозного канала располагают в горизонтальной плоскости лада формы по линии разъема, цапфы пробки располагают по вертикальной оси внутри сферы отливки. Припуск на механическую обработку сферической поверхности задают увеличенным в направлении прибыли, которую располагают в верхней части отливки. Достигается повышение качества заготовок. 2 н. и 3 з.п. ф-лы, 3 ил.
1. Способ изготовления сферической заготовки пробки шарового крана, включающий формообразование сферической заготовки со сквозным каналом, соответствующим магистральному проходу пробки, и формирование цапф, отличающийся тем, что формообразование сферической заготовки осуществляют посредством литья, при этом отливка имеет форму шара, плавно переходящего в усеченный конус, верхнее основание которого является основанием прибыли, при литье продольную ось сквозного канала располагают в горизонтальной плоскости лада формы по линии разъема, цапфы пробки располагают по вертикальной оси внутри сферы отливки, а припуск на механическую обработку сферической поверхности задают увеличенным в направлении прибыли, которую располагают в верхней части отливки.
2. Способ по п.1, отличающийся тем, что отливку заготовки выполняют с внутренним опустошением.
3. Способ изготовления сферической заготовки пробки шарового крана, включающий формообразование сферической заготовки со сквозным каналом, соответствующим магистральному проходу пробки, и формирование цапф, отличающийся тем, что формообразование сферической заготовки осуществляют посредством литья заготовок полусфер, которые затем соединяют сваркой, при литье сферическую поверхность располагают по направлению "вниз", литниковые прибыли устанавливают на горизонтальных поверхностях плоскости сварки полусфер.
4. Способ по п.3, отличающийся тем, что отливку полусферы выполняют с внутренним опустошением.
5. Способ по п.4, отличающийся тем, что отливку полусферы выполняют с одним или несколькими внутренними ребрами жесткости.
| КУЗЬМИН Н.Н | |||
| Штамповка пробок шаровых кранов из трубчатых заготовок | |||
| Кузнечно-штамповое производство | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| ДВУХПОЛЮСНАЯ ЛИТЕЙНАЯ МАГНИТНАЯ ФОРМА ДЛЯ СФЕРИЧЕСКИХ ОТЛИВОК | 1999 |
|
RU2165821C2 |
| Способ отливки износостойких сферических мелющих тел и устройство для его осуществления | 1989 |
|
SU1761379A1 |

