(54) СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ
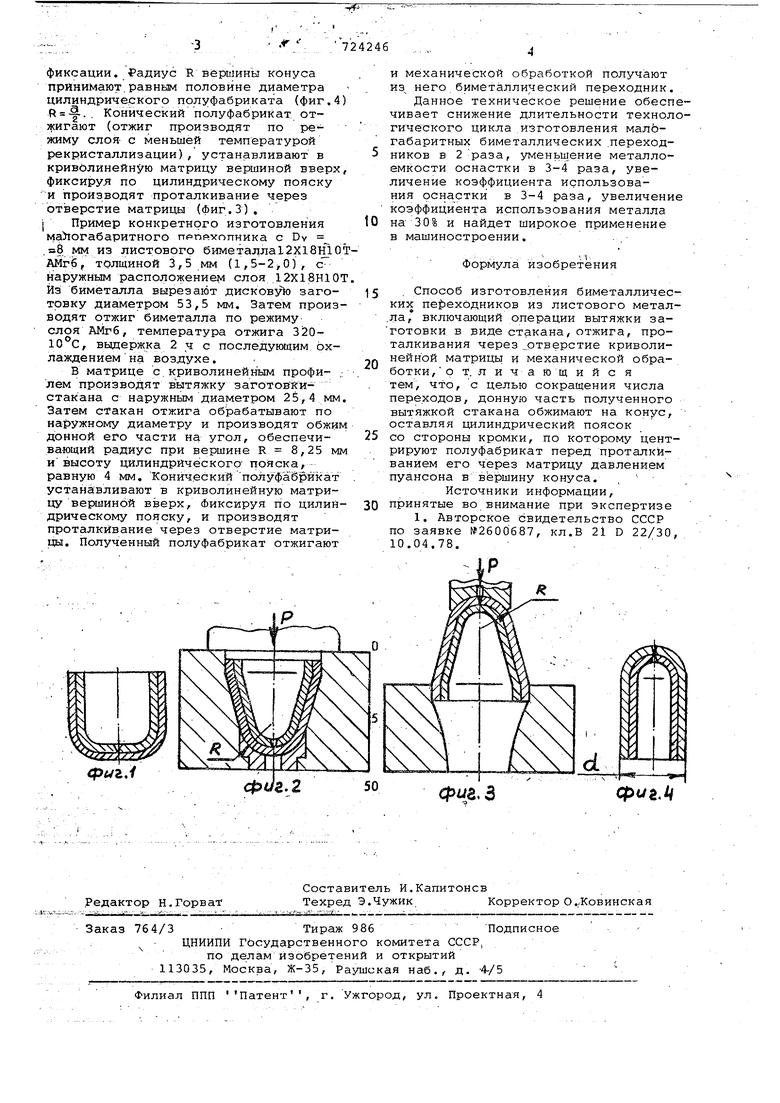
фиксации. Радиус R вершины конуса принимают, равньзм половине диаметра цилиндрического полуфабриката (фиг.4) R -.. Конический полуфабрикат отжигают (отжиг производят по режиму слоя- с меньшей температурой рекристаллизации), устанавливают в криволинейную матрицу вершиной вверх, фиксируя по цилиндрическому пояску и производят проталкивание через отверстие матрицы (фиг.3).
j Пример конкретного изготовления ма 1огабаритного прпр хопника с DV
.ss8 мм из листового биметалла 12X18Н10ТАМгб, толщиной 3,5 мм (1,5-2,0), с наружным расположением слоя 12Х18Н10Т Из биметалла вырезают дисковую заготовку диаметром 53,5 мм. Затем производят отжиг биметалла по режиму слоя АМгб, температура отжига 3:2010 0, выдержка 2 ч с последующим охлаждениемна возлухе.
В матрице с. криволинейным профи- ,: лем производят вытяжку заготовКйстакана с наружным диаметром 25,4 мм. Затем стакан отжига обрабатывают по наружному диаметру и производят обжим донной ег-о части на угол, обеспечивающий радиус при вершине R 8,25 мм и высоту цилиндрического пояска, равную 4 мм. Конический полуфабрикат устанавливают в криволинейную матрицу вераииной вверх. Фиксируя по цилиндрическому пояску, и производят проталкивание через отверстие матрицы. Полученный полуфабрикат отжигают I сй sste ..i ф4/а.2
и механической обработкой получают из него биметаллический переходник.
Данное техническое решение обеспечивает снижение длительности технологического цикла .изготовления малЬгабаритных биметаллических .переход5 НИКОВ в 2раза, уменьшение металлоемкости оснастки в 3-4 раза, увеличение коэффициента использования оснастки в 3-4 раза, увеличение коэффициента использования металла на 301 и найдет широкое применение в машиностроении.
Формула изобретения
5 Способ изготовления биметаллических пе эеходников из листового метал.ла, включающий операции вытяжки заготовки в виде стакана, отжига, проталкивания через отверстие криволинейной матриць и механической обработки ,о т, л ича ющ и и с я тем, что, с целью сокращения числа переходов, донную часть полученного вытяжкой стакана обжимают на конус, оставляя цилиндрический поясок со стороны кромки, по которому центрируют полуфабрикат перед проталкиванием его через матрицу давлением пуансона в вёршину конуса. ,
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке №2600687, кл.В 21 D 22/30, 10.04.78. ./ фА/а.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления биметаллических переходников | 1978 |
|
SU685390A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАВНОПРОХОДНЫХ, РАВНОСТЕННЫХ ИЗДЕЛИЙ | 1988 |
|
SU1840352A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446908C2 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ | 2009 |
|
RU2402397C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Способ изготовления тонкостенных сферических оболочек | 2022 |
|
RU2791478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2446909C2 |
| Способ получения оболочек с продольными рифлями на наружной поверхности | 2022 |
|
RU2800352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2014 |
|
RU2574900C1 |
