1
Изобретение относится к области контактной сварки и может быть использовано преимущественно при контроле качества точечной и шовной сварки деталей из тонколистового материала.
Известно устройство для контроля качества точечной и шовной сварки с применением измерительных элементов, преобразующих в электрический сигнал величину смещения электродов и содержащих датчик перемещения, установленный на подвижной головке привода сжатия электродов, согласующее устройство, усилитель мощности, задающее устройство, блок сравнения и блок регистрации дефектов 1.
Оценка качества сварки обусловливается технологическими особенностями, типом оборудования, толщиной и маркой свариваемых материалов, что является одним из недостатков известного устройства. Кроме того, это устройство недостаточно надежно при проведении сварки на машинах с малой жесткостью вторичного контура, при наличии значительных сил трения и инерции в подвижных частях механизма ежатия.
Целью изобретения является повышение надежности контроля качества точечной и шовной сварки независимо от конструктивно-технологических особенностей оборудования, режимов сварки и толщины свариваемых материалов.
Поставленная цель достигается тем, что в предлагаемом устройстве датчик контроля выполнен в виде электрокинетического преобразователя ускорения, который своей осью ориентирован перпендикулярно к поверхности свариваемых деталей и жестко связан с подвижным электродом мащины.
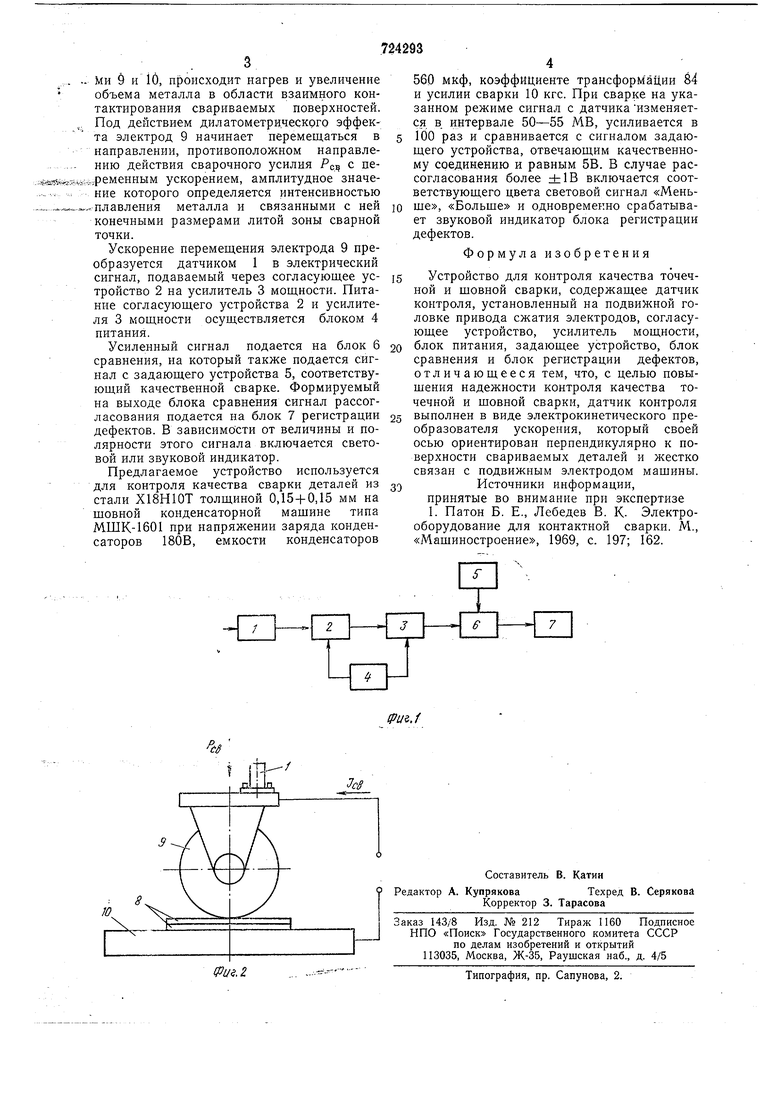
На фиг. 1 представлена блок-схема устройства; на фиг. 2 схема установки датчика.
Устройство состоит из датчика 1 контроля, согласующего устройства 2, усилителя 3 мощности, блока 4 питания, задающего устройства 5, блока 6 сравнения и блока 7 регистрации дефектов. Свариваемые детали 8 зажаты между электродами 9 и 10.
Устройство работает следующим образом.
Для измерения ускорения перемещения подвижного электрода служит датчик 1, представляющий собой электрокинетический преобразователь ускорения с жесткими торцовыми стенками, который осью чувствительности ориентирован перпендикулярно к поверхности свариваемых деталей и жестко связан с подвижным электродом 8.
При протекании сварочного тока /ев через детали 8, зажатые между электрода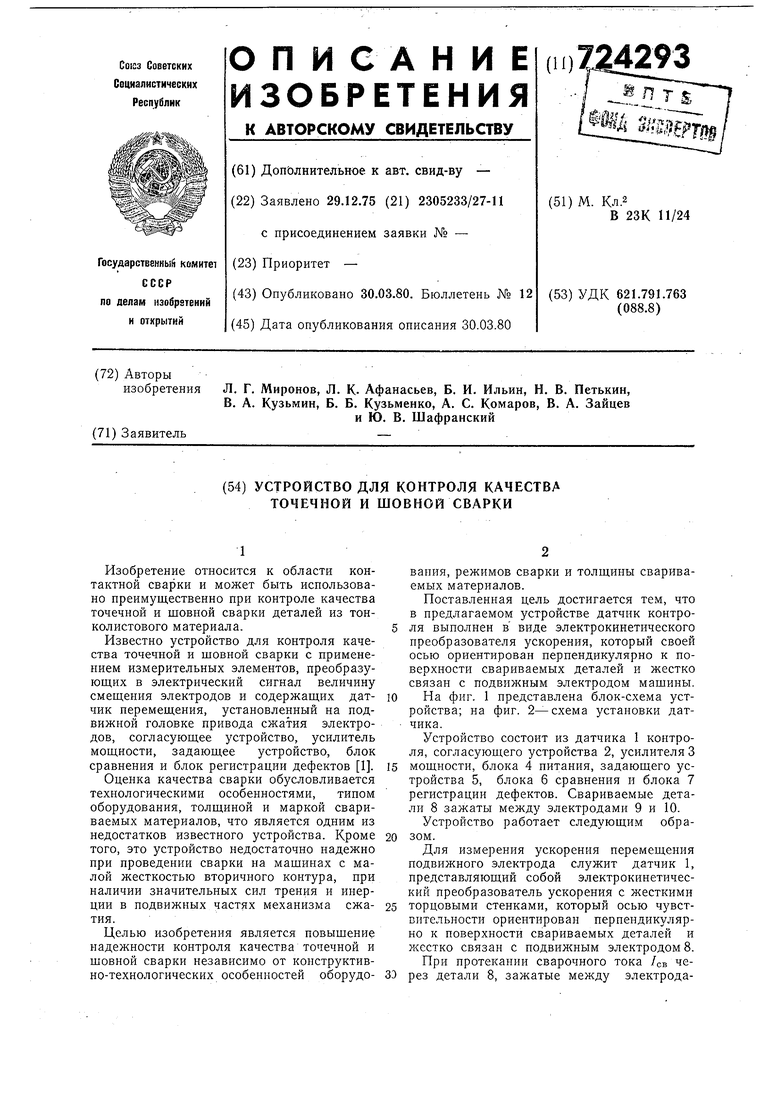
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качестваТОчЕчНОй и шОВНОй СВАРКи | 1977 |
|
SU814620A1 |
| Устройство для контроля сжатия свариваемых деталей при контактной сварке | 1990 |
|
SU1738551A1 |
| Способ контроля качества контактной точечной и шовной сварки | 1977 |
|
SU742072A1 |
| Способ контроля качества точечной и шовной сварки | 1980 |
|
SU941090A1 |
| Устройство для контроля качества точечной и шовной сварки | 1978 |
|
SU743811A1 |
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1981 |
|
SU984764A1 |
| Способ управления процессом точечной и шовной сварки | 1980 |
|
SU941091A1 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ | 1999 |
|
RU2156456C1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| Способ контроля качества при контактной сварке | 1977 |
|
SU703270A1 |
