1
Изобретение относится к области электрохимических методов обработки и, в частности, касается устройства для управления цикличной электрохимической обработкой.
По основному авт. св. № 656790 известно устройство для управления процессом цикличной обработки, содержащее двух- или трехпредельные электроконтакные датчики (ЭКД), замыкапие (Или размыкание) контактов которых обеспечивает остановку и реверс электрода-инструмента /ЭЙ/, а также подачу на электроды импульса напряжения 1.
Для перемещения ЭКД в соответствии с глубиной обработки детали они закреплены на пластине, скользящей по линейке в направлении подачи ЭЙ, причем сила трения между пластиной и линейкой больше силы, необходимой для перемещения измерительного стержня ЭКД.
Линейка крепится к столу станка в непосредственной близости от обрабатываемой детали, а толкатель, приводящий в движение измерительный стержень ЭКД, жестко связан с ЭЙ, например, через пиноль станка, благодаря чему задаваемые микровинтами ЭКД значения величин МЭЗ фиксируются независимо от разгиба станины станка, жесткости кинематической цепи
привода ЭЙ, колебаний скорости и времени перемещения ЭЙ.
Известное устройство не обепечивает достаточной точности обработки при использовании гидропривода подачи из-за значительного дрейфа штока гидроцилиндра.
Цель изобретения - повышение точности обработки при использовании гидропривода подачи.
Для этого предлагаемое устройство для управленияцикличной электрохимической обработкой дополнительно снабжено псточником постоянного тока, электрически связанным через контакты электроконтактного датчика с катушкой следящего золотника гидропривода.
Замыкание контактов ЭКД вызывает движение штока гидроцилиидра в сторону размыкания контактов, а при размыкании контактов (обесточивании катушки) шток гидроцилиндра движется в сторону пх замыкания.
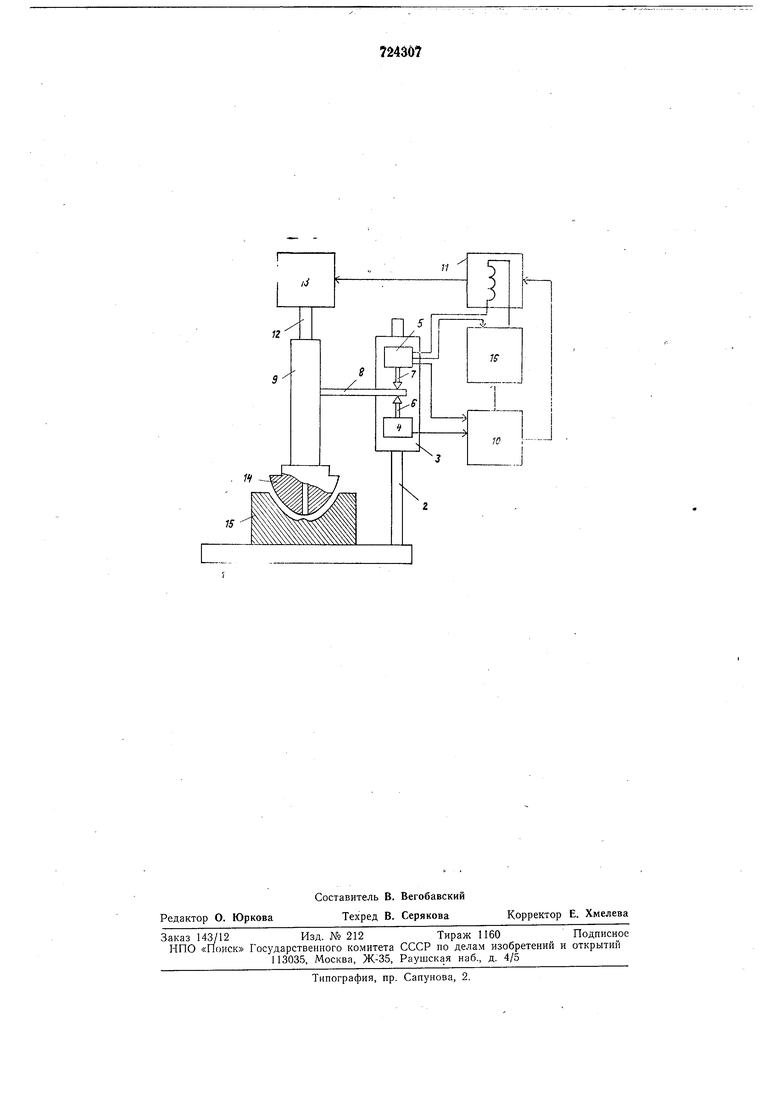
Устройство вместе с блоком управления цикличным процессом и некоторыми элементами станка и гидропривода показано на чертеже.
К столу станка 1 жестко прикреплена линейка 2, по которой может перемещаться пластина 3. На пластине 3 закреплены два многопредельных ЭКД 4 и 5. Между измериТёльными стержнями б и 7 ЭКД размещен толкатель 8, жестко закрепленный на пиноли станка 9. Сила трения между пластиной 3 и линейкой 2 больше силы, необходимой для перемещения измерительных стержней 6 и 7 ЭКД 4 и 5. Поэтому только после выбора хода измерительный стержень 6 упирается в корпус ЭКД 4, и пластина 3 с закрепленными на ней ЭКД перемещается по линейке 2 до касания электродов. Замыкание (или размыкание) контактов ЭКД 4 обеспечивает через блок управления Ю подачу соответствующих величин напряжений на катушку следящего золотника И, и шток 12 гидроцилиндра 13 перемещает ЭЙ 14 по заданной циклограмме относительно детали 15.
Устройство содержит также источник питания 16 катушки следящего золотника.
Устройство для позиционирования электродов работает следующим образом. После касания ЭЙ 14 с деталью 15 он отводится на величину рабочего МЭЗ, при котором позиционируют электроды и пропускают импульс технологического тока. Величина рабочего МЭЗ определяется положением контактов ЭКД 5, устанавливаемых микровинтом с точностью до 0,5 мкм. Замыкание контактов ЭКД 5 приводит к отключению катушки золотника 11 от блока управления 10, подключению ее к источнику питания 16 через контакты ЭКД 5 и включению тиристорного источника питания (не показан), обеспечивающего прохождение импульса тока через электроды. Замыкание контактов ЭКД 5 обеспечивают подачу на катушку золотника напряжения, при котором шток гидроцилиндра перемещается вниз. Толкатель 8 воздействует на измерительный стержень ЭКД 5, контакты которого размыкаются. В результате размыкания контактов катушка золотника
обесточивается, и Штбк гйдроцилиндра движется вверх до тех пор, пока толкатель 8 через измерительный стержень незамкнет контакты ЭКД 5. Таким образом, во время прохождения импульса тока ЭЙ совершает колебательные движения, амплитуда которых (1-2 мкм) во много раз меньше рабочего зазора ( 20 мкм),, и независимо от дрейфа гидропривода осуществляется позиционирование электродов во время прохождения импульса тока.
После прохождения импульса тока блок 10 отключает источник питания 16 и подает на катушку золотника И напряжение, соответствующее перемещению ЭЙ вверх.
Устройство позволяет осуществлять размерную электрохимическую обработку в цикличном режиме с использованием
гидропривода ЭЙ (что повышает производительность процесса), сохраняя постоянным зазор во время прохождения импульса тока, что значительно повышает точность обработки.
Формула и 3 о б р е те н н я
Устройство для зправления цикличной электрохимической обработкой по авт. св.
№ 656790, отличающееся тем, что, с целью повышения точности обработки при использовании гидропривода подачи, устройство донолиительно снабжено источннком постоянного тока, электрически связанным через контакты электроконтактного датчика с катушкой следяшего золотника гидропривода.
Источники информации, принятые во вниманне при экспертизе
1- Авторскоесвидетельство СССР
№ 656790, № 2164145/25-08, кл. В 23Р 1/04, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления цикличнойэлЕКТРОХиМичЕСКОй ОбРАбОТКОй | 1977 |
|
SU818797A2 |
| Устройство для управления цикличной электрохимической обработкой | 1975 |
|
SU656790A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| Способ размерной электрохимической обработки в газожидкостной среде и устройство для смешения газа с электролитом | 1983 |
|
SU1126401A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИБРИРУЮЩИМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2489238C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2355523C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| Устройство управления станком для электрохимической обработки | 1976 |
|
SU653073A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |