1
Изобретение, относится к области станкостроения и может быть использовано в автоматических загрузочных устройствах для подачи цилиндрических деталей типа Н1тифтов в зону обработки.
Известно устройство для подачи цилиндрических деталей типа штифтов в зону обработки, содержащее магазин с отсекателем, толкатель и электропривод 1.
Наибольшее усилие, с которым действуют отсекатель и (или толкатель, перемешаюш,иеся под действием привода, ограничено таким образом, что оно достаточно только для рабочего хода и недостаточно в случае заклинивания штифта.
В том случае, когда из магазина поступил штифт с размером больше нужного для его извлечения отодвигают подвижную пластину, закрепленную на корпусе устройства.
В известных устройствах отсутствуют блокирующие устройства, предохраняющие механизмы от поломок или повреждений в том случае, когда в рабочую зону попадают детали, не имеющие нужных размеров, или другие предметы.
Целью изобретения является повыщение надежности устройства.
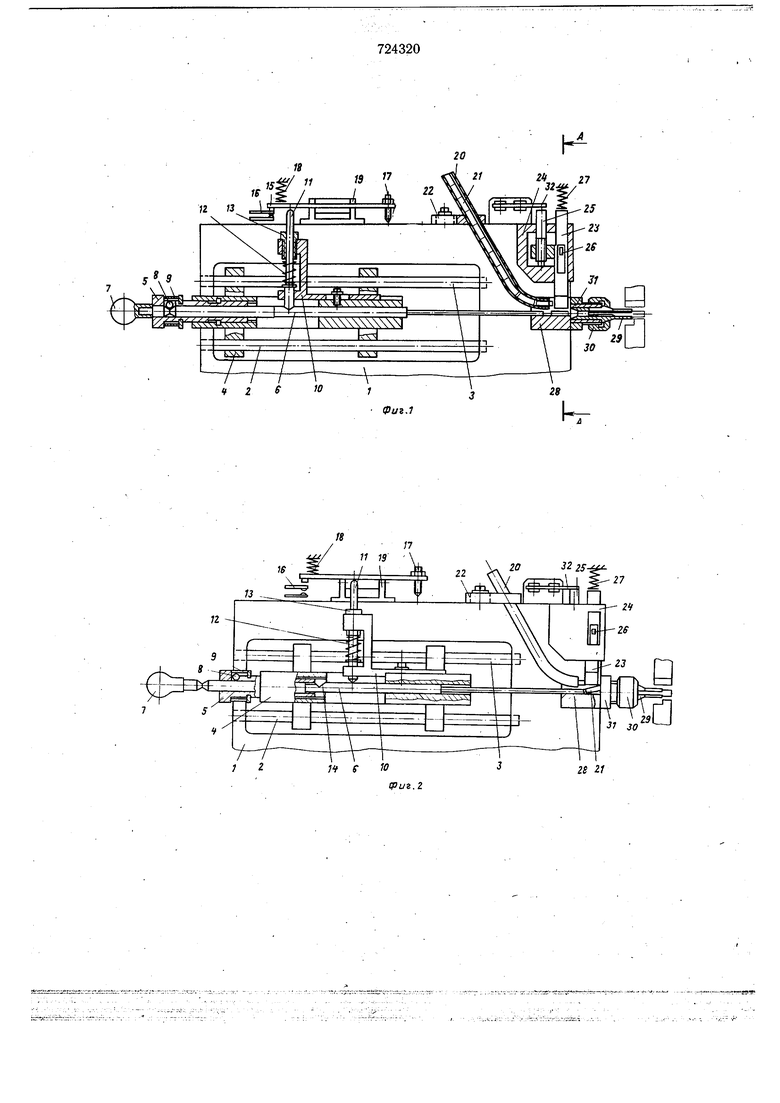
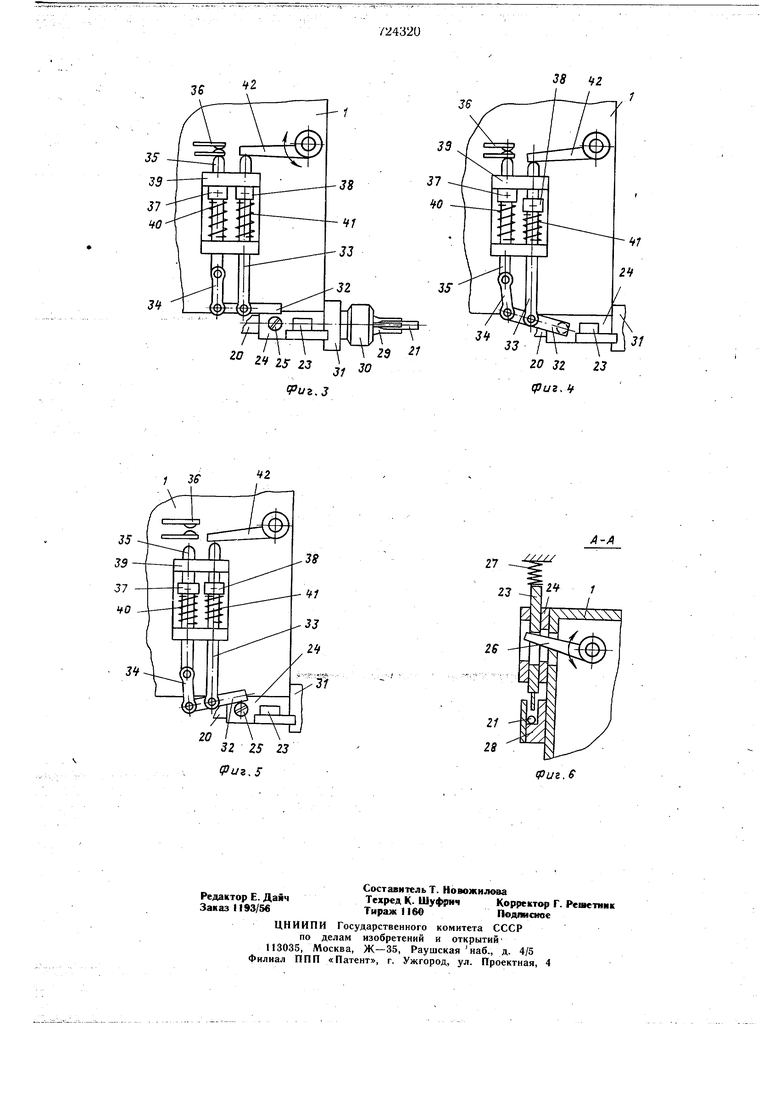
. -- 1рг.1,«мч.Л«ЙДля достижения указанной цели устройство снабжено кареткой с регулировочной гайкой, в которой расположен толкатель, связанный с вышеупомянутой гайкой посредством подпружиненных элементов, причем толкатель выполнен с угловым пазом и связан с электроконтактами привода через подпружиненный шток, установленный в его угловом пазу, а отсекатель снабжен регулировочным винтом и контрольной планкой, взаимодействующей посредством поводка и плунжера с электроконтактами привода. На фиг. 1 изображено предложенное устройство в исходном положении; на фиг. 2 - то же, в момент заклинивания детали, когда под действием сил сопротивления подпружиненный щток размыкает электроконтакт; на фиг. 3 - контрольна планка в исходном положении; на фиг. 4 - то же, при контроле положения отсекателя, при этом отсекатель утоплен и находится в нижнем положении; на фиг. 5 - то же, когда
отсекатель заклинен; на фиг. 6 изображено положение отсекателя и рычага при взаимодействии (разрез А-А фиг. 1).
Устройство содержит корпус 1, направляющие 2 и 3 и каретку 4, совершающую возвратно-поступательное движение. В стволе каретки 4 расположена регулировочная гайка 5 с толкателем 6 и ручкой 7. Толкатель 6 с кольцевой проточкой удерживается в регулировочной гайке 5 спомощью шариков 8, подпружиненных кольцом 9., В кронштейне 10, закрепленном и движущемся вместе с кареткой 4, помещен шток 11, удерживаемый пружиной 12 и гайкой 13 в угловом пазу 14 толкателя. Верхний конец штока 1Г при движении скользит по поверхности поворотной пластины 15, замыкающей электроконтакт 16. Расстояние между пластиной 15 штоком 11 устанавливается с помощью винта 17, прижимаемого к корпусу 1 благодаря действию пружины 18. Ось пластины 15 расположена в стойке 19. Магазин 20, в котором помещаются детали 21, укреплен на корпусе 1 с помощью кронштейна 22. Отсек атёль 23, расположенный в рамке 24, совер TBWf Вбзбратно-поступательное движение вместе с регулировочным винтом 25 под действием рычага 26 и под действием пружины 27. Отсеченная деталь 21 располагается в призме 28 и при Движении толкателя 6 подается в цангу 29, имеющую три лепестка, которые сжимаются гайкой 30 штуцера 31. Контрольная планка 32, совершая качательноё ДВйЖёНйё и проходя над головкой регулировочного винта 25, ШнТрблирует правильное положение отсекателя 23. Контрольная планка 32 связана шарнирно с ведущим плунжером 33 поводком 34, который соединен с плунжером 35, замыкающим электроконтакт 36, Плунжеры 33 и 35 с ограничителями обратного хода 37 и 38 помещены в стойке 39 и на ЖДятся в исходном положении под действием пружин 40 и 41. Рычаг 42, совершаюШ.ИЙ качательноё движение, перемещает поступательно ведущий плунжер 33. Устройство работает следующим обра- зомГ ---,..,. Во время обратного движения каретки 4 с толкателем 6 отсекатель 23 укладывает в призме 28 деталь 21, которая при движении толкателя 6 вперед подхватывается, подается в цангу 29 и остается в ней, ()Дй тБ в й;сходномпоЖ)жении, в частности для насеЧки. В то же время отсекатель 23 перемещается вверх и на толкатель 6 ложится следующая деталь 21, поступившая из магазина 20. Затем процесс повторяет , новая деталь подхватывается толкателем 6 и7прМ двиЖёМи вперёд выталкивает предыдущую, занимая ее место. При подаче некачественных деталей, не йЮюЩих установленных размеров, сзаусенцами и т. п. происходит заклинивание толкателей или отсекателя. В этом случае срабатывают шток 11 или контрольная планка 32. При заклинивании толкателя 6 каретка 4 продолжает движение вперед, а толкатель 6 выталкивается из ствола, преодолевая сопротивление подпружиненных шариков 8. Одновременно шток 11 выводится из углового паза 14 толкателя 6 и, перемещаясь вверх, приподнимает пластину 15, которая размыкает электроконтакт 16, выключающий электропривод. При заклинивании отсекателя 23 в момент захвата детали 21 он находится в верхнем положении. В этот момент контрольная планка 32 не может свободно перемещаться над головкой регулировочного винта 25, так как он поднят, но при продолжающемся движении ведущего плунжера 33 планка поворачивается в обратном направлении, перемещая за собой плунжер 35, который размыкает электроконтакт 36, выключающий электропривод. Для регулирования точности подачи деталей различной длины толкатель перемещается в осевом направлении с помощью регулировочной гайки 5. Нижнее положение отсекателя 23 в зависимости от диаметра деталей регулируется винтом 25, опирающимся постоянно на рамку 24. Верхнее положение отсекателя 23 регулируется смещением рычага 26.Наличие механизмов блокировки толкателя и отсекателя повыщает надежность устройства. Формула изобретения Устройство для подачи цилиндрических деталей типа штифтов в зону обработки, содержащее магазин с отсекателем, толкатель и электропривод с электроконтактами, отличающееся тем, что, с целью повыщения надежности устройства, оно снабжено кареткой с регулировочной гайкой, в которой расположен толкатель, связанный с вышеупомянутой гайкой посредством подпружиненных элементов, причем толкатель выполнен с угловым пазом и связан с электроконтактами привода через подпружиненный шток, установленный в его угловом пазу, а отсекатель снабжен регулировочным винтом и контрольной планкой, взаимодействующей посредством поводка и плунжера с электроконтактами привода. Источники информации, принятые во внимание при экспертизе I. Заявка ФРГ № 1777316, кл. 7 F 9/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки упругих разрезных колец в кольцевые канавки на наружной поверхности цилиндрических деталей | 1986 |
|
SU1324816A1 |
| Шестеренный насос | 1989 |
|
SU1636598A2 |
| Устройство для навивки цилиндрических пружин с переменным щагом | 1986 |
|
SU1787631A1 |
| Устройство для установки пружин во внутренние полости деталей | 1983 |
|
SU1135582A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1985 |
|
SU1726096A1 |
| Линия изготовления комбинированных балок | 1988 |
|
SU1558676A1 |
| Поворотно-делительный стол | 1984 |
|
SU1227422A2 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
| Линия для динамической балансировки роторов электродвигателей | 1987 |
|
SU1490521A1 |
/ W 5- Л ,I /. 22
It S 0 V ZO
2S 2) 3225
1 3ff
20 I V32 2S 23
Vuz.S
A-A
2S
Z1 28
CPUZ.S i 2 Z, Риг.З
