Толщина стенки при центробежной отливке пустотелых предметов зависит от количества металла, подаваемого во вращающуюся форму, а затем от скорости передвижения формы и распределительного жолоба между собою во время отливки. Требующаяся скорость передвижения в каждом отдельном случае устанавливается сравнительно простыми мероприятиями и устройствами; значительно труднее - точная количественная подача необходимого жидкого металла в форму для отливаемого предмета. Для этой цели обычно употребляются поворотные литейные ковши в соединении с наклонными литейными жолобами. Известные мероприятия, как например, перемена угловой скорости при повороте ковшей, регулировка поворотного движения гидравлическими средствами, позволяют с большим трудом достигнуть равномерный перелив металла. При этом поворотные ковши имеют тот недостаток, что нечистоты, плавающие на поверхности металла, как-то, пена и шлак, очень легко попадают в форму и пагубно влияют на доброкачественность отливаемого предмета.
Предлагаемое изобретение имеет целью устранить указанные недостатки путей применения способа и приспособления для регулирования подачи металла при центробежной отливке пустотелых предметов, состоящего в том, что металл, предназначенный для отливки данного предмета, выпускается в распределительный жолоб из отверстия, находящегося в боковой стенке литейного резервуара или ковша ниже уровня в нем металла. При этом высота, уровня над отверстием, с целью достижения неизменного давления на это отверстие, поддерживается путем дополнения резервуара, или же при поворотных резервуарах или ковшах путем наклонения последних, в соответствии с утечкой металла.
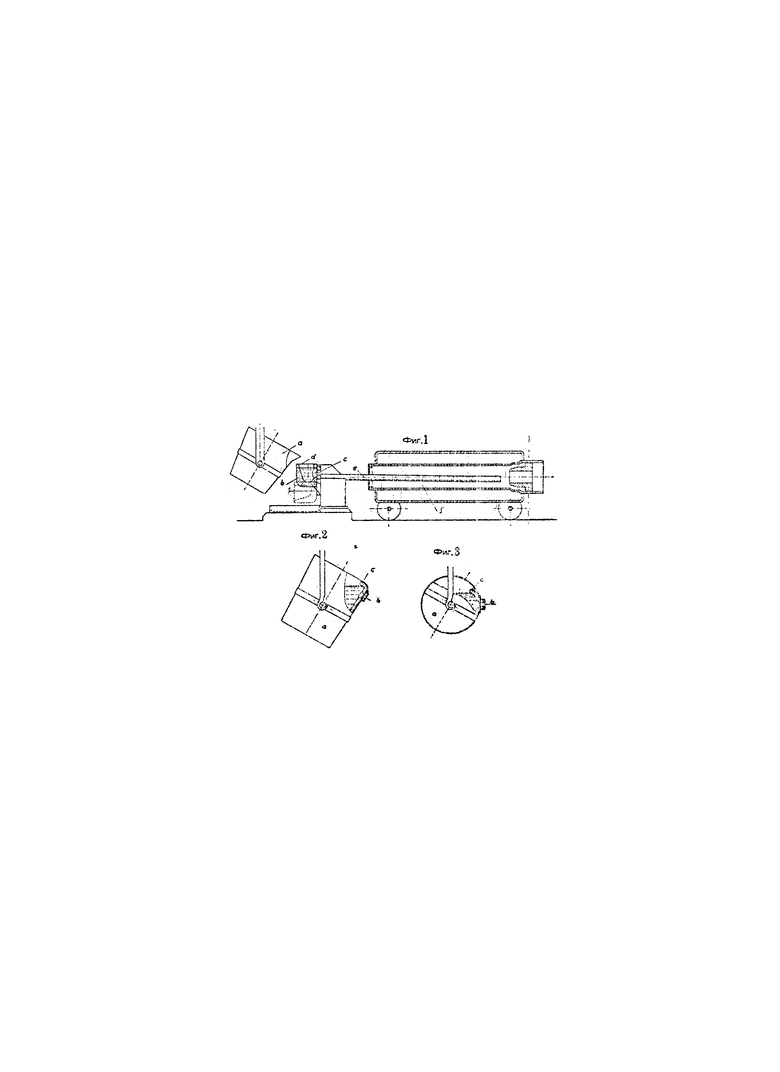
На чертеже фиг. 1 изображает схематический разрез предлагаемого приспособления; фиг. 2-3 - поворотные ковши.
Предлагаемое приспособление для осуществления способа, регулирования подачи металла при центробежной отливке пустотелых предметов состоит из вертикально стоящего под′емного литейного резервуара, b (фиг. 1), снабженного, для регулирования давления струи металла, переливом d и отметочной шкалой. При этом из кранового литейного ковша а металл льется в резервуар b, откуда через выпускное отверстие с и распределительный жолоб е течет в форму ƒ. Выпускное отверстие с в стенке резервуара находятся ниже наименьшей высоты, предусмотренной для поверхности металла, и может быть изменено в своей величине при помощи перестановки задвижки (шибера) или стены вставных шайб и т.п. приспособлений.
Резервуар и регулировочное приспособление должны быть изготовлены из огнеупорного материала. Для скорости течения в распределительном жолобе помимо наклона жолоба имеет значение разница в высоте между выпускным отверстием с и жолобом е, при чем регулирование этой высоты производится под′емом и спуском резервуара. После отливания резервуар опрокидывается назад или в сторону, с целью опорожнения его от остаточного железа (чугуна). Для перемены резервуара, например, при чистке или приготовлении к дальнейшим отливкам, рекомендуется устроить несколько резервуаров рядом.
Согласно предложенному способу можно перелить металл также непосредственно в распределительные жолоба или в питательный жолоб, из кранового литейного ковша. Для этой цели ковши (фиг. 2 и 3) также снабжены выпускными отверстиями ниже уровня, металла. Беспрерывность давления достигается путем наклонения ковшей, в соответствии с утечкой металла, так что столб металла над выпускным отверстием всегда остается, примерно на одинаковой высоте.
1. Способ регулирования подачи металла при центробежной отливке пустотелых предметов, характеризующийся тем, что металл, предназначенный для отливки данного предмета, выпускается в распределительный жолоб из отверстия, находящегося в боковой стенке литейного резервуара или ковша ниже уровня в нем металла, высота какового уровня над отверстием, с целью достижении неизменного давления на это отверстие, поддерживается путем дополнения резервуара (фиг. 1) или же при поворотных резервуарах или ковшах (фиг. 2 и 3) путем наклонения последних, в соответствии с утечкой металла.
2. Приспособление для осуществления охарактеризованного в п. 1 способа, отличающееся применением вертикально стоящего под′емного литерного резервуара b (фиг. 1), выпускное отверстие с в стенке которого находится ниже наименьшей высоты, предусмотренной для поверхности металла, и может быть изменено в своей величине перестановкою задвижки или при помощи смены вставных шайб к т.п. приспособлений, так что сила и давление литейной струи, как и высота падения ее, могут быть регулируемы по мере надобности.
3. Форма выполнения охарактеризованного в п. 2; приспособления, отличающаяся тем, что литейный резервуар снабжен, для регулирования давления струи металла, переливом d (фиг. 1) и отметочной шкалой.
