При обычном изготовлении труб и других пустотелых предметов посредством вращаемых литейных форм сточный жолоб и литейная форма имеют больший или меньший наклон к горизонтальной линии, с целью подачи жидкого металла через сточный жолоб в форму с желаемой скоростью. Наклон вращающейся литейной формы при известных способах осуществления остается во время отливания пустотелых предметов неизменным. В виду этого жидкий металл устремляется в наинизшую часть формы, вследствие чего при одинаковой силе струи отливаемый предмет у верхнего конца вращаемой литейной формы может иметь более тонкие стенки, чем у нижнего конца формы. Кроме того, при обычных применяемых устройствах остаток жидкого металла вытекал бесполезно из литейного (сточного) жолоба вне вращающейся литейной формы, причиняя, таким образом, убытки. Предлагаемое изобретение имеет целью устранить этот недостаток и подавать находящийся еще в питательном приспособлении металл, после окончания
литья, оез остатка в вращающуюся литейную форму, уменьщая при этом скорость откатки литейной формы; при этом, согласно предлагаемого изобретения, наклонная форма, расположенная первоначально параллельно или приблизительно параллельно к литейному жолобу, во время доливания отклоняется из наклонного положения до горизонтальной линии, или даже переводится в другое, противоположное наклонное направление.
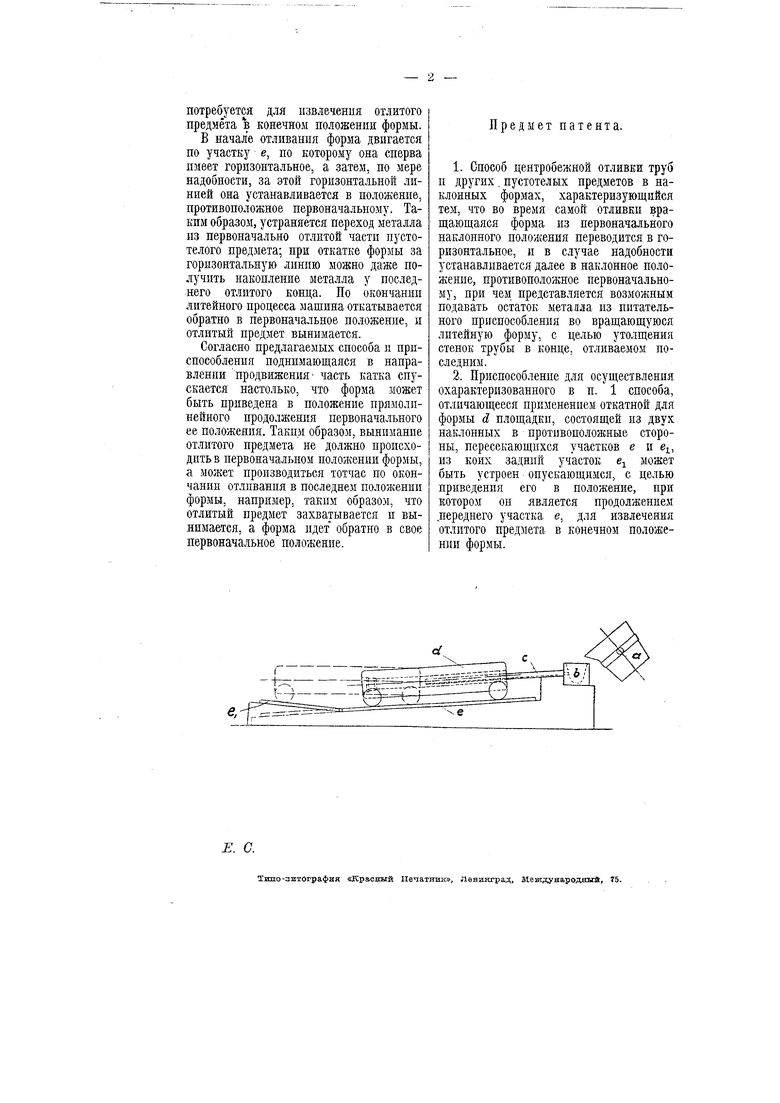
На чертеже поясняется предлагаемый способ и изображено предлагаемое нриснособление.
Литейпый жолоб с, питаемый из литейного ковша а и корыта (резервуара) &, неподвижен и имеет желательный наклон, который соответствует, нримерно, форме d окружающей литейный жолоб с. Откатная площадка для формы d состоит из двух наклонных в противоположные стороны, пересекающихся участков е и ej. Задний участок е может быть устроен опускающимся, с целью приведения его в положение, ири котором он является иродолжением переднего участка, если
потребуется для извлечения отлитого предмета в конечном положении формы.
В начале отливания форма двигается по участку е, по которому она сперва имеет горизонтальное, а затем, по мере надобности, за этой горизонтальной линией она устанавливается в положение, противоположное первоначальному. Таким образом, устраняется переход металла из первоначально отлитой части пустотелого предмета; при откатке формы за горизонтальную линию можно даже подучить накопление металла у последнего отлитого конца. По окончании литейного процесса машина откатывается обратно в первоначальное положение, и отлитый предмет вынимается.
Согласно предлагаемых способа и приспособления иоднимающаяся в направлении продвижения часть катка спускается настолько, что форма может быть приведена в положение прямолинейного продолжения первоначального ее положения. Таким образом, вынимание отлитого предмета не должно нропсходитьв иервоначальиом положении формы, а может производиться тотчас по окончании отливания в последнем положении формы, например, таким образом, что отлитый предмет захватывается и вынимается, а форма идет обратно в свое первоначальное положение.
Предмет патента.
1.Способ центробежной отливки труб п других, пустотелых предметов в наклонных формах, характеризующийся тем, что во время самой отливки вращающаяся форма из первоначального наклонного положения переводится в горизонтальное, и в случае надобности устанавливается далее в наклонное положение, противоположное первоначальному, при чем представляется возможным подавать остаток метадла из питательного приспособления во вращающуюся литейную форму, с целью утолщения стенок трубы в конце, отливаемом последним.
2.Приспособление для осуществления охарактеризованного в п. 1 способа, отличающееся применением откатной для формы d площадки, состоящей из двух наклонных в противоположные стороны, пересекающихся участков е п е, из коих задний участок е может быть устроен опускающимся, с целью приведения его в положение, при котором он является продолжением .переднего участка е, для извлечения отлитого предмета в конечном положении формы.