I
Изобретение относится к технологическому п|)именению ультразвука, а именно к устройствам для контактной очистки внутренних и наружных Поверхностей длинномерных изделий типа труб и трубопроводов от окалины, ржавчины и окисных пленок,и может йрименяться во, всех отраслях народного хозяйства.
Известно устройство для ультразвуковой очистки труб, выполненное ,в виде скобы с размещенными на ней ультразвуковыми преобразователями, имеющими радиальное и yf-ловое перемещение относительно оси 1.
Недостатком этого устройства является ограниченная возможность его применения для очистки трубопроводов, расположенных вблиг зи стен, опор и других конструктивных злементов. Второй недостаток - необходимость иметь для ка)(сдого типоразмера труб специальные вставки для обеспечения акустического контакта.
Известно также устройство для ультразвуковой контактной очистки труб с помощью волноводной системы, содержащее жестко связанные с пневмоприжимом магнитно-стрикционный преобразователь с инструментом и полуволновую опору с трубчатой скобой 2.
Недостатком известного устройства является трудность обработки протяженных трубопроводов, так как в-устройстве применена полуволновая активная опора в виде стержня полуволновой или четвертьволновой длины, в кото. ром распространяются продольные колебания.
Такая конструкция опоры неудобна при ультразвуковой обработке протяженных трубопроводов, так как она снижает маневренность устройства тогда, когда необходимо неоднократно перемещать устройство вдоль трубы.
Цель изобретения - повышение производительности и улучшение маневренности устройства.
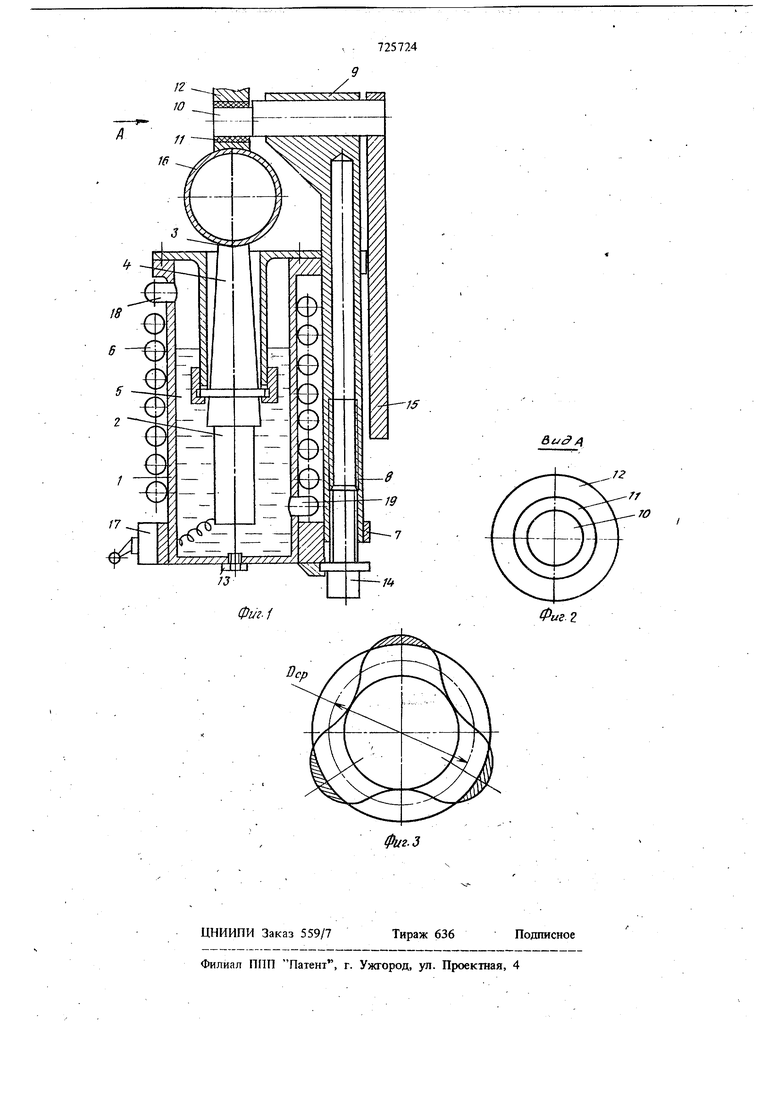
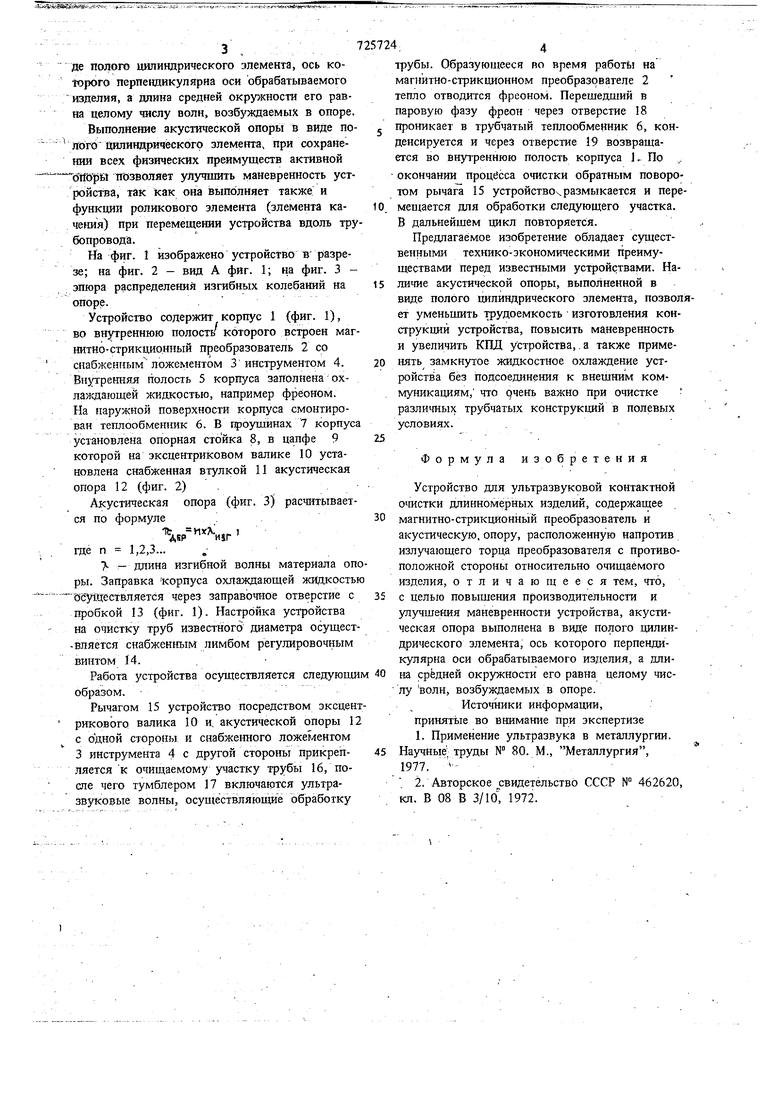
Цель изобретения достигается тем, что в устройстве для ультразвуковой контактной очистки длинномерных изделий, содержащем магнитно-стрикционный преобразователь и акустическую опору, расположенную напротив излучающего торца преобразователя с противоположной стороны относительно очищаемого изделия, акустическая опора выполнена в виде полого цилиндрического элемента, ось которого перпевдикупярна оси обрабатываемого изделия, 3 длина средней окрркности его равна целому числу волн, возбуждаемых в опоре. Выполнение акустической опоры в виде по лого Цилиндрического элемента, при сохранении всех физических преимуществ активной пшволяет улучшить маневренность устройства, так как она выполняет также и функции роликового элемента (элемента качения) при перемещении устройства вдоль трУ бопровода. На фиг. 1 изображено устройство Вразрезе; на фиг. 2 - вид А фиг. 1; на фиг. 3 эпюра распределения изгибных колебаний на опоре. Устройство содержит корпус 1 (фиг. 1), во внутреннюю полость которого встроен маг нитно-стрикщюнный преобразователь 2 со снабженным ложементом 3инструментом 4. Внутренняя полость 5 корпуса заполнена охлаяодающей жидкостью, например фреоном. На наружной поверхности корпуса смонтирован теплообменник 6. В проушинах 7 корпус установлена опорная стоика 8, в цапфе 9 которой на эксцентриковом валике 10 установлена снабженная втулкой 11 акустическая опора 12 (фиг. 2) . Акустическая опора (фиг. 3) расчитывается по формуле п 1,2,3... - длина изгибной волны материала оп ры. Заправка корпуса охлаждающей жидкость Осуществляется через заправочное отверстие с пробкой 13 (фиг. 1). Настройка устройства на очистку труб известного диаметра осущест -вляется снабженюгм лимбом регулировочным винтом 14. Работа устройства осуществляется следующи образом. Рычагом 15 устройство посредством эксцен рикового валика 10 и. акустической опоры 1 с одной стороны и снабже1шого ложементом 3 инструмента 4 с другой стороны прикрепляется к очищаемому участку трубы 16, после чего тумблером 17 включаются ультразвуковые волны, осуществляющие обработку ;4 трубы. Образующееся во время работы на мапштно-стрикционном преобразователе 2 тепло отводится фреоном. Перешедший в паровую фазу фреоп через отверстие 18 проникает в трубчатый теплообменник 6, конденсируется и через отверстие 19 возвращается во внутреннюю полость корпуса 1. По окончании Процесса очистки обратным поворотом рычага 15 устройствоч размыкается и перемеп1ается для обработки следующего участка. В дальнейщем цикл повторяется. Предлагаемое изобретение обладает сзш1ественными технико-экономическими преимуществами Перед известными устройствами. Наличие акустической опоры, выполненной в виде полого цилиндрического элемента, позволяет уменьщить трудоемкость изготовления конструкций устройства, повысить маневренность и увеличить КПД устройства,. а также примепять замкнутое жидкостное охлаждение устройства без подсоединения к внешним коммуникациям, что рчень важно при очистке разлишых трубчатых конструкций в полевых условиях. Формула изобретения Устройство для ультразвуковой контактной очистки длинномерных изделий, содержащее магнитно-стрикционный преобразователь и акустическую, опору, расположенную напротив излучающего торца преобразователя с противоположной стороны относительно очищаемого изделия, отличающееся тем, что, с целью повышения производительности и улучшения маневренности устройства, акустическая опора вьшолнена в виде полого цилиндрического элемента, ось которого перпендикулярна оси обрабатываемого изделия, а длина средней окружности его равна целому числу волн, возбуждаемых в опоре. Источники информации, принятьте во внимание при экспертизе 1.Применение ультразвука в металлургии. Научные , труды № 80. М., Металлургия, 1977. 2.Авторское свидетельство СССР № 462620, кл. В 08 В , 1972.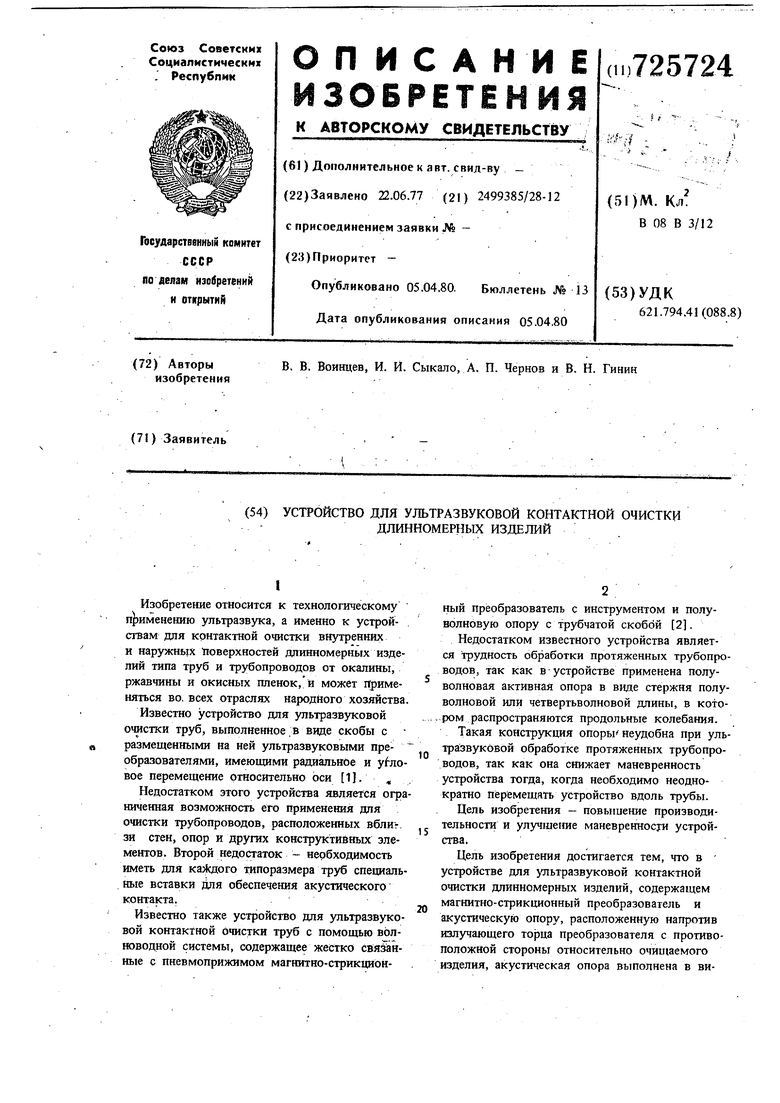
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой контактной очистки длинномерных изделий | 1981 |
|
SU1011282A1 |
| Устройство для ультразвуковой контактной очистки | 1972 |
|
SU462620A1 |
| Устройство для ультразвуковой контактной очистки труб | 1977 |
|
SU649483A1 |
| Устройство для ультразвуковой обработки жидких продуктов | 1978 |
|
SU716624A1 |
| Способ дегазации теплоносителя | 1983 |
|
SU1175521A1 |
| Станок для ультразвуковой обработки длинномерных изделий | 1976 |
|
SU704682A1 |
| УСТРОЙСТВО УЛЬТРАЗВУКОВОЙ ОЧИСТКИ РАБОЧИХ КАССЕТ И ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК АТОМНЫХ РЕАКТОРОВ | 2011 |
|
RU2487765C2 |
| ТЕПЛООБМЕННЫЙ КОТЕЛ И СПОСОБ УЛЬТРАЗВУКОВОГО УДАЛЕНИЯ ОТЛОЖЕНИЙ НАКИПИ В ТЕПЛООБМЕННОМ КОТЛЕ | 2021 |
|
RU2779101C1 |
| Ультразвуковое устройство для очистки изделий | 1976 |
|
SU558722A1 |
| Способ ультразвуковой обработки и установка для его осуществления | 2016 |
|
RU2625465C1 |