Изобретение относится к обработке металлов давлением и может быть использовано при прокатке периодических, профилей с квадратными,-прямоуголь ными, овальными, двутавровыми и другими формами поперечного сечейия, сочетающимися по длине одной кратнс ети. Известен инструмент для продольной периодической прокатки, содержащий верхние и нижние рабочие валки, выполненные из набора колец, образующих Калибры, причем разъем калибра вьтол- нен по диагонали Щ. Инструмент такой конструкции не подлежит переточке в связи с невозможностью восстановления размера калибров по ширине и требует установки с выходной стороны стана специальной вьшодной арматуры, обеспечивающей надежньй вьссрд раската из валков и предотвращающей псжле ние от оковьтания, кроме того невозможно получение профилей с обжатием до 90% за один пропуск (например, заготовки передней оси автомобиля ГАЗ-53, оси Ирбитской и др.) без образования заусенцев. Известен также ийструмент для продольной периодической прокатки профилей, содержащий верхний и нижний рабочие валки, образующие между собой разъемный калибр, выполненные в виде; профилированных колец и ограничивающих кольца буртов, с ториовыми скющеннььми поверхностями, обращенными одна к другой ШЗНедостатком инструмента является то, что при прокатке периодических профилей на участках интенсивного обжатия (до 90%) всегда происходит образование заусенцев (поперечное течение металла в зазор между валиками) А это, в свою очередь, обусловливает значительные непроизводительные потери металла в обрез (до 5-10%), осуществление дополнительных технологических операций по обрезке заусенцев, установке специальных дополнительных мощностей и увеличение щтатов обслуживающего пер со нал а. Кроме того, уд алейиёйаусёШёв на готовом прокате связано с поддержанием определенного температурного режима во избежание потери геометрических раЗмё ров селений профиля на участках обрезки последних.
Целью изобрётгения является экономия материала, увеличение срока службы валков, улучшение центровки и снижение осевых усилий на.валки.10
Для этого профилированное кольцо верхнего валка выполнено с радиусом в дне калибра, большим радиусов бурtoB верхнего валка 1р6филй: р6ванЙо кольцо нижнего валка выполнено с ради- 15 ycolvt в дне калибра, радиусов буртов нижнего валка, наклонные поверхности нижних буртоб сопряже-нь1 с боко выми nOBefSxHocfИМИ верхнего профилированного кольца.20
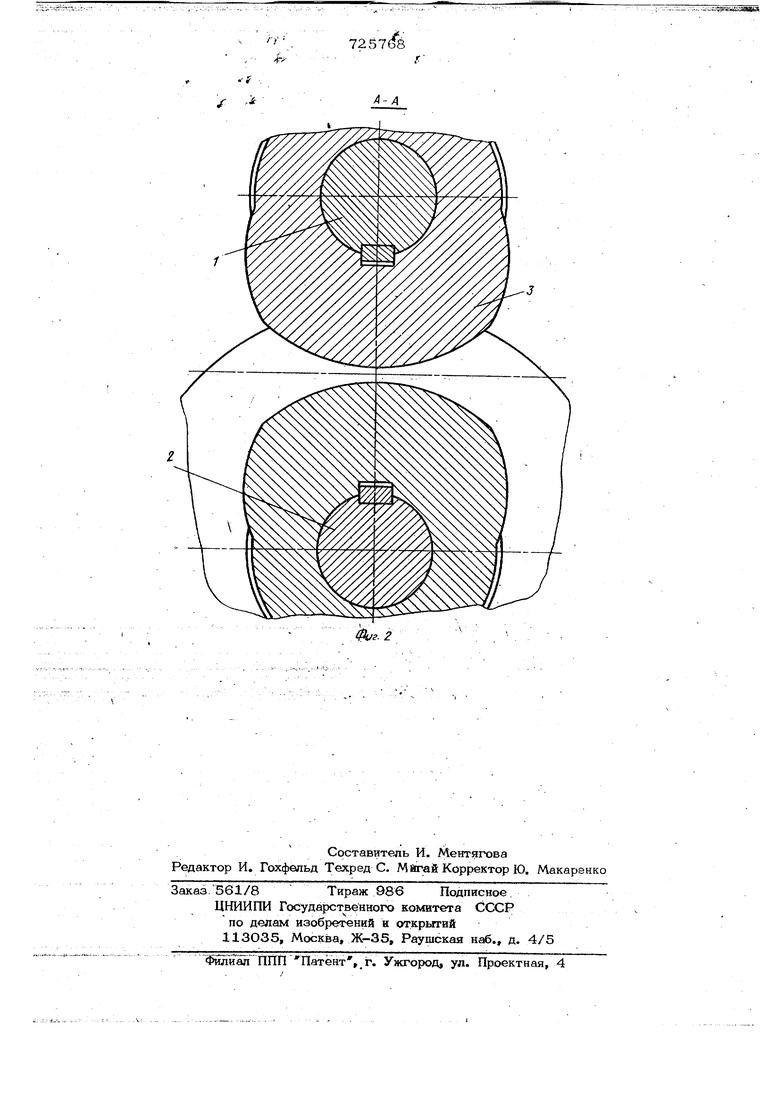
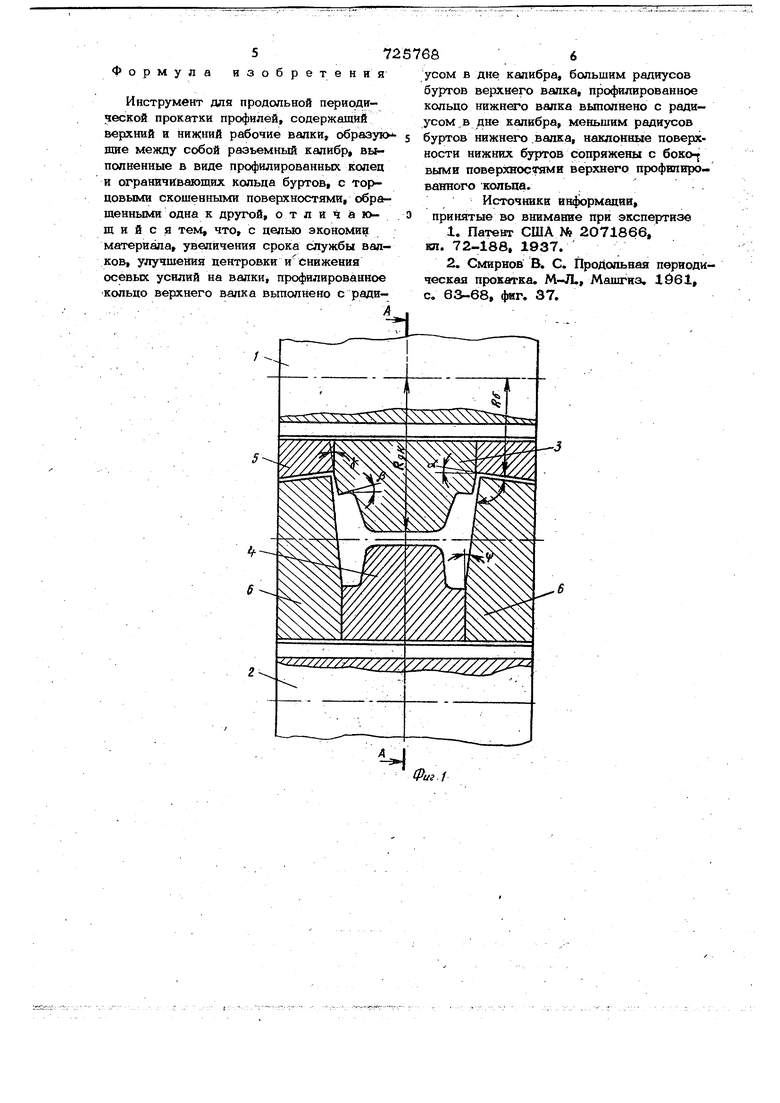
На фиг. 1 изображён П1эёдлагаё1мьй йШтрумент для продольной периодической прокатки в разрезе; на фиг. 2 - разрез А-А фиг. 1.
Инструмент дин продольной прокатки iS представляет собой набраннйё Ш сёрдечнике 1 и 2 профилированные кольца 3, 4 и бурты 5, 6. Профилированное кольцо 3 выполнено с радиусом R , большим радиусов RJ буртов 5 верхнего валка 1. 30
TopTttOBbJe стенки ручья в замочной выполнены наклонными под углом 2 - 5° и расширением к месту со пряжения буртов 5 верхнего валка с кольцом 3. Контактная поверхность в вер-35 шинах открытых флаВДёв нЖпбнШа под углом А 2-7 к 1Х1рйзонтальной оси
калибра. ,,.,;, 4.,,.,.;.:u.:.,:.:.-i...;;.:- ::-:i:- :v.-.r..j:J.,.Бурты 5 верхнего валка (фиг. 1), насаженные на сердечник 1, имеют наклон- ные поверхности, вьтблнёнйыё под углом 9 2-5 к горизонтальной оси калиб
ggw.-.M-i,,jg«.yjt5 «j Xv: s aS S iH; -
Профилированное кольцо 4 нижнего валка 2 выполнено с радиусом ROK в дне 5 калибра, меньшим радиусов буртов 6 нижнего валка. ;s;:s; ;Mi fibg V S S «
Рабочие поверхности буртов вьтолнены под углом Y 2 - 5 к вертикальной оси 1салибра с расширением к разъемам. Поверхности нижних буртов 6 вьтолнены таким образом, что составляют с наклонными рабочими поверхностями угол f
Наклон рабочей поверхности буртов 6 под углом Н обеспечивает возможность si восстановления размеров калибра, измешпописсся В результате износа, что позволяет повысить срок службы валков.
Наличие наклонов HP поверхностях буртов 5 и 6 под углом 2-5 к горизонтальной оси калибра обеспечивает само- центровку верхнего и нижнего ручьев и уменьшает возможность осевого смещения валков.
Наклон контактной поверхности в вершинах открытых фланцев под утлом
р 2 -7° к горизонтал нрй оси калибра обеспечивает благоприятную схему деформации, обуславливающую минимальную склонность металла к затеканию в замок. слЪвами, наличие уклона позволяет регулировать направление течения Металла в вершинах открытьк фланцев. , . ,
Таким образом, реализация инструмента для продольной периодической прокдт- . ки профилей обеспечит повьш1ение точности и качества выпускаемых изделий, ai taiOke значительно снизит расходный коэффициент металла.
Инструмент работает следующим обраЗОМ. , .
Заготовка задается в калибр, образованньй профилированными кольцами 3,4 Ь Йёркеменным радиусом и буртами 6 (фиг. 1). Горизонтальные поверхности прокатьшаемогр профиля формируются профилИрЪванйьгмй кольцами, а боковью стенки профиля,- наклоннь1ми рабочими поверхностями нижних буртов.
Прокатка производится таким образом, что за один оборот валков получается конечное изделие необходимой длины, с требуемыми- формами поперечньге сечений.
В прокатной лаборатории Днепропетровского металлургического института был опробован инструмент для продольной прокатки .периодических профилей - заготовки оси Ирбитская. Размеры прокатной Эаготовки бЬи йеньше аналогичных издеий, получаемых: На промьшшенном стане 550 завода им. Петровского, в 1,34 раза,.: - . .
Прокатку заготовки оси проводили на полупромышленном стане 330 при окружной скорости валков 70 об/мин и температуре .Ii50 С. Нагрев металла (ст. 3) производили в муфелях в восстановительной атмосфере. При прокатке указанной заготовки миН11нальное обжатие составило 21%, максимальное по балочному сечению - 87%.
Процесс прокатки проходил стабильно и без образования заусенцев, т.е. ionepe4Hoe течение металла отсутствовао Полностью. Формула изобретения Инструмент для продольной периодической прокатки профилей, содержащий верхний н нижний рабочие валки, образую шие между собой разъемный калибр, выполненные в виде профилированных колец и ограничивающих кольца буртов, с то{ цовыми скошенными поверхностями, обращеннь и одна к другой, отличиющ и и с я тем, что, с целью экономии материала, увеличения срока службы валков, улучшения центровки иснижения осевых усилий на валки, профилированное кольцо верхнего валка выполнено с ради- ..;. . . А усом в дне калибра, большим радиусов буртов верхнего валка, профилированное кольцо нижнего валка выполнено с радиусом в дне калибра, меньшим радиусов буртов нижнего .валка, наклонные поверхности нижних буртов сопряжены с боко-f выми поверзсностями верхнего нрофипированного кольпа. Источники нн юрмацни, принятые во внимание при экспертизе 1.Патеет США № 2071866, вя. 72-188, 1937. 2.Смирнов В, С. Продольная периодическая прокатка. М-Л., Машгнз. 1961, с. 63-68, фиг. 37.
/-у
/fcf .
/ ..
57(8
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки периодическихпРОфилЕй | 1979 |
|
SU816641A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ изготовления плакированных прецизионных тонких полос и прокатный шестивалковый стан для его осуществления | 1990 |
|
SU1796305A1 |
| Инструмент для поперечной прокатки профилированных тел вращения | 1976 |
|
SU593790A1 |
| Способ прокатки периодическихпРОфилЕй C зАуСЕНцАМи | 1978 |
|
SU804147A1 |
| Валок для периодической прокатки | 1981 |
|
SU984521A1 |
| Прокатный валок | 1981 |
|
SU986527A1 |
| Способ прокатки периодических фланцевых профилей | 1979 |
|
SU854466A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СПОСОБ ПИЛИГРИМОВОЙ ПРОКАТКИ | 2006 |
|
RU2346766C2 |