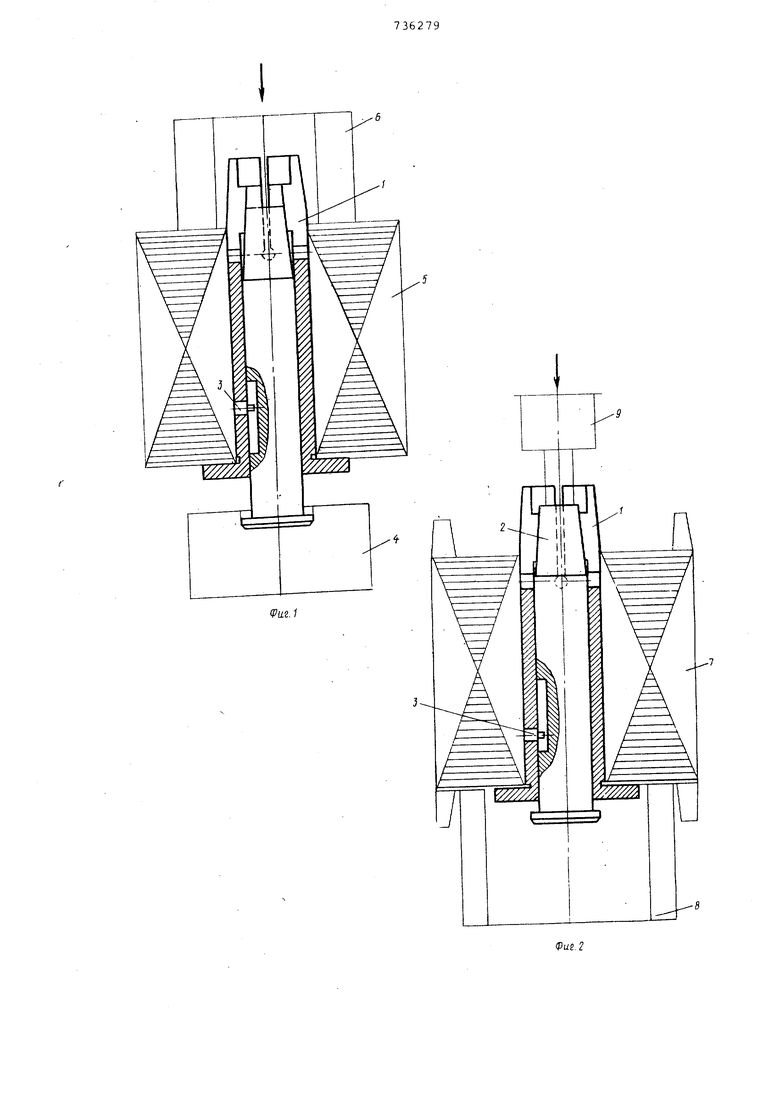
Изобретение относится к технологическому оборудованию для изготовления электрических машин и может быть использовано в электротехнической прокышленности при фиксации сердечников магнитопроводов электрических машин, например, при заливке сердечников. Известны оправки для фиксации сер дечников короткозамкнутых роторов пр их заливке алюминием, которые имеют различные элементы для фиксации край них листов сердечника, например, гай ку, клин и др. 1. Однако наличие специальных фиксирующих элементов крайних листов сердечника усложняет сборку и разборку оправок. Известно также устройство для фиксации сердечников магнитопроводов электрических машин, например, при их заливке, содержащее цилиндрическую втулку, один конец которой вы полнен в виде цанги, свободно установленный во втулке толкатель с рабо чей поверхностью в виде усеченного конуса и привод воз вратно-поступател ного перемещения толкателя 2. Данное техническое решение является наиболее близким к изобретению по технической сущности и достигаемому результату. Однако введение толкателя при сборке выполняется после шихтовки без снятия давления опрессовки пакета. того, разборка устройства осуществляется выпрессовкой толкателя из корпуса оправки в одну сторону, а затем корпуса оправки из залитого сердечника - в противоположную сторону, что снижает производительность. Целью изобретения является повышение производительности. Это достигается тем, что меньшее основание усеченного конуса толкателя направлено к торцу цангн. Кроме того, устройство содержит элемент для ограничения взаимного продольного перемещения втулки и толкателя, выполненный в виде запрессованного во втулку штифта, конец которого входит в паз толкателя. На фиг. 1 представлено устройство для фиксации сердечника во время Опрессовки сердечника; на фиг. 2 - то же в момент выпрессовки толкателя; на фиг. 3 - то же, в момент выпрессовки втулки.
Устройство для фиксации сердечников магнитопроводов электрических машин, например, при заливке сердечиков (см.фиг.) состоит из корпуса 1, один конец KOi;oporo выполнен в виДе цанги, конусного толкателя 2 и штифта-ограничителя 3. Конусная поверхность толкателя 2 и внутренняя конусная поверхность цанговой части корпуса 1 шлполнены по конусу Морзе. йЬ-ифт-ограничитель 3 запрессован в корпус и своим выступом входит в паз на цилиндрической части толкателя 2. Устройство для фиксации устанавливается на стол 4 перед шихтовкой пакета 5 листов магнитопровода. Ползун 6 пресса обеспечивает оярессов.ку пакета 5 листов.
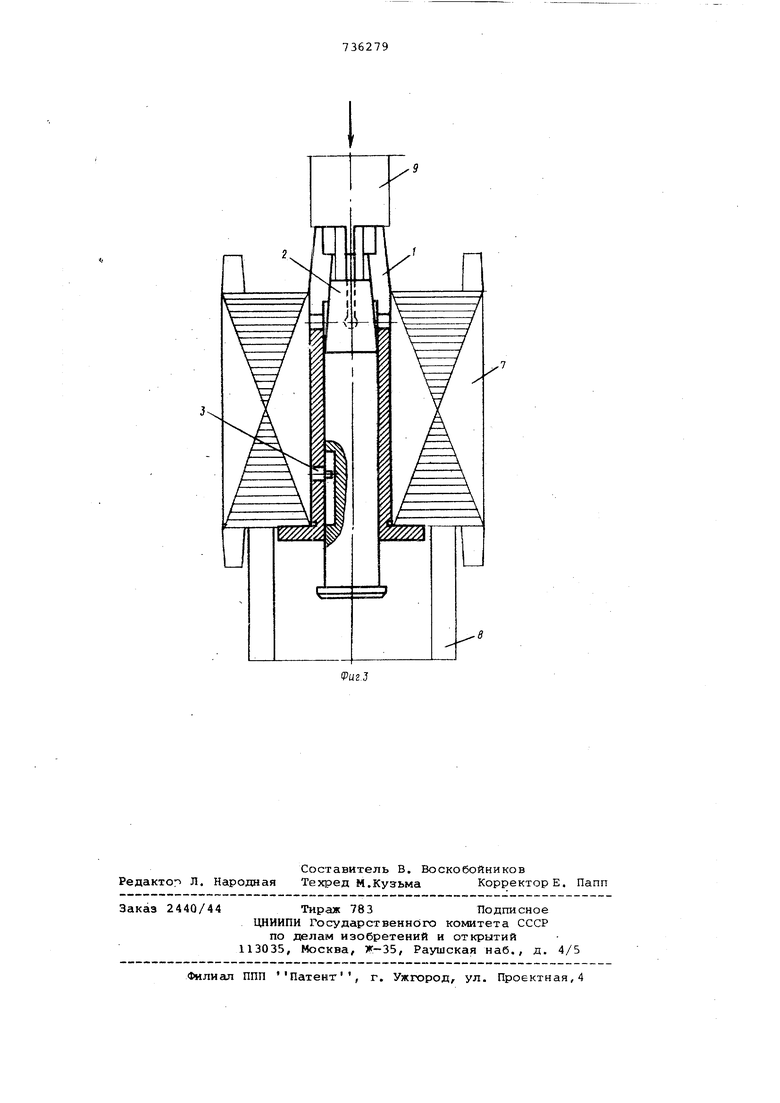
На фиг.2 изображено устройство для фиксации с залитым сердечником 7, установленное на плите 8. Над оправкой расположен ступенчатый ползун 9 для ее выпрессовки.
Сборка устройства для фиксации сердечников совмещена с процессом шихтовки и выполняется следующим образом. На устройство, установленное на столе 4 шихтовочного пресса или шихтовочной машины (см.фиг.1), надевается предварительно отдозированный и ориентированный пакет 5 листов. Ходом ползуна 6 пресса обеспечивается опрессовка пакета 5 листов магнитопровода с заданным усилием, а при дальнейиюм движении ползуна 6 корпус устройства 1 перемещается относительно толкателя 2, цанга разжимается и фиксирует крайние листы пакета 5. Толкатель 2 заклинивается в корпусе и сохраняет свое положение и после снятия давления пресса. Жесткость цанги подбирается так, что усилие ее разжима превышает усилие опрессовки листов сердечника.
При разборке устройства, совмещенной с его выпрессовкой из залитого сердечника 7, последний устанавливается на плиту 8 пресса (см.фиг.2). При движении ступенчатого ползуна 9 пресса толкатель 2 перемещается относительнй корпуса 1 устройства, цанга сжимается.
Перемещение толкателя 2 ограничено штифтом 3. При дальнейшем движении (см.фиг,3) ползун 9 пресса взаимодействует с торцовой поверхностью корпуса 1 устройства и выталкивает его из залитого сердечника ротора через отверстие в плите 8 пресса.
Благодаря сопряжению конической части толкателя с его цилиндрической частью по большему основанию возможно упрощение сборки устройства, совмещенной с уже механизированным процессом шихтовки, и разборки его, совмещенной с выпрессовкой оправки из за5 литого сердечника.
Формула изобретения
Устройство для фиксации сердеч НИКОВ магнитопроводов электрических машин, например, при их заливке,содержащее цилиндрическую втулку, один конец которой выполнен в виде цанги,
5 свободно установленный во втулке толкатель с рабочей поверхностью в виде усеченного конуса и привод возвратно-поступательного перемещения толкателя, отличающееся тем, что, с целью повышения производительности, меньшее основание усеченного конуса толкателя направлено к Topliy цанги.
2, Устройство по П.1, отличающееся тем, что содержит
5 элемент для ограничения взаимного продольного перемещения втулки и толкателя, выполненный в виде запрессованного во втулку штифта, конец которого входит в паз толкателя,
0Источники информсщии,
принятые во внимание при экспертизе
1.Виноградов Н.В. Производство электрических машин, М,, Энергия, 1970, с. 85.
2.Bidders Р.А. Casting conductors in rotors for eEectric motors, Machinery and Production Engineering,Nov, 1966, V, 109, (J 2820, p. 1206.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для заливки статоров электрических машин | 1978 |
|
SU725800A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU877717A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1981 |
|
SU970573A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| Станок для шихтовки и сборки пакетов магнитопроводов статоров электрических машин | 1971 |
|
SU555512A1 |
| Устройство для шихтовки пластин сердечников электрических машин | 1990 |
|
SU1812595A1 |
| Устройство для изготовления магнитопроводов электрических машин | 1977 |
|
SU635564A1 |
| Устройство для сборки пакетов магни-ТОпРОВОдОВ элЕКТРичЕСКиХ МАшиН | 1978 |
|
SU817881A1 |