Известны способы заливки алюминием статоров электрических машин на стационарных шихтовочных оправках в многоместных литейных формах, установленных на литейных машинах.
Предложенный способ отличается от известных тем, что пакет железа статора после взвешивания зашихтовывают двумя диаметрально противоположными пазами на два стержня П-образной шихтовочной скобы, затем пакет со скобой надевают «а центральную часть стационарной шихтовочной оправки и во время закрывания Литейной формы производят запрессовку пакета, после чего заливают форму и готовый статор снимают с оправки при помощи выталкивающего стакана, перемещаемого толкателем литейной маЩИНЫ.
В результате можно совмещать отдельные технологические операции, повышается производительность труда.
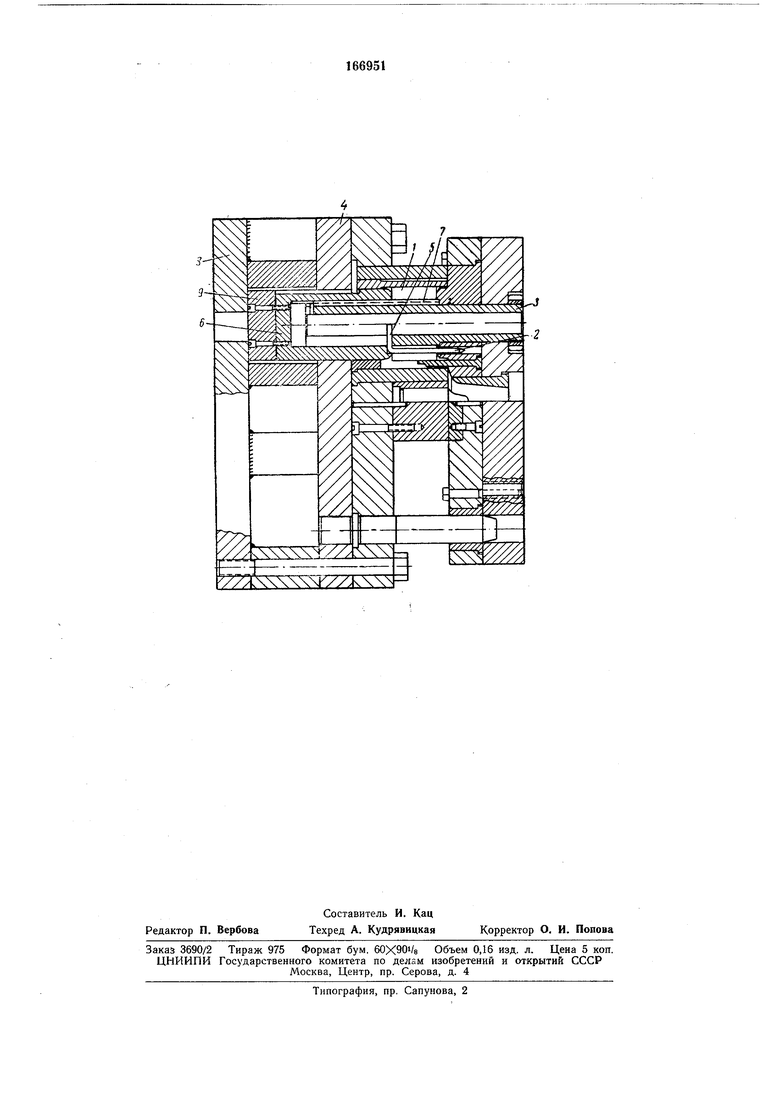
На чертеже схематически изображена литейная форма для осуществления предложенного способа.
Пакеты 1 статоров, набранные на щихтовочные скобы 2, надевают на стацяо-нарную оправку 3 двухгнездной литейной формы 4. Правильность установки пакета на справку 3 проверяют по вхождению опивки 5 скобы 2 в прорезь оправки 3. Далее форму закрывают и прИ
этом стакан 6 плотно напрессовывает пакет / на оправку 3. Ножи 7 не допускают смещения пазов отдельных листов.
После закрытия пакет заливают алюминием, затем форму открывают, толкатель машилы (на чертеже не показав) через отверстие в задней плите 8 нажимает на регулировочный диск 9, жестко связанный со стаканом 6, и последний выталкивает пакет из формы.
10
Предмет изобретения
Способ заливки алюминием статоров электрических машин на стационарных шихтавочных оправках в многоместных литейных формах, установленных на литейных машинах, отличающийся тем, что, с целью повышения производительности путем совмещения технологических операций, пакет статора после взвешивания зашихтовывают двумя диаметрально противоположными паза1ми на два стержня П-образной шихтовочной скобы, затем пакет со скобой надевают на центральную часть стационарной шихтовочной оправки, и в процессе закрывания литейной формы производят напрессовку пакета, после чего заливают форму и готовый статор снимают с оправки при помощи выталкивающего стакана, перемещаемого толкателем литейной мащины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для заливки статоров электрических машин | 1978 |
|
SU725800A1 |
| Пресс-форма для заливки под давлением пакета статора с шихтовочной скобой | 1981 |
|
SU973230A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| Устройство для фиксации сердечников магнитопроводов электрических машин | 1977 |
|
SU736279A1 |
| Станок для шихтовки и сборки пакетов магнитопроводов статоров электрических машин | 1971 |
|
SU555512A1 |
| Асинхронный двигатель и способ его изготовления | 1984 |
|
SU1356121A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОТКОЗАМКНУТОЙ ОБМОТКИ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2018 |
|
RU2682912C1 |
| Устройство для заливки пакета ротора электрической машины | 1983 |
|
SU1262645A1 |
| Устройство для сборки листов сердечников статоров электрических машин | 1988 |
|
SU1653080A1 |