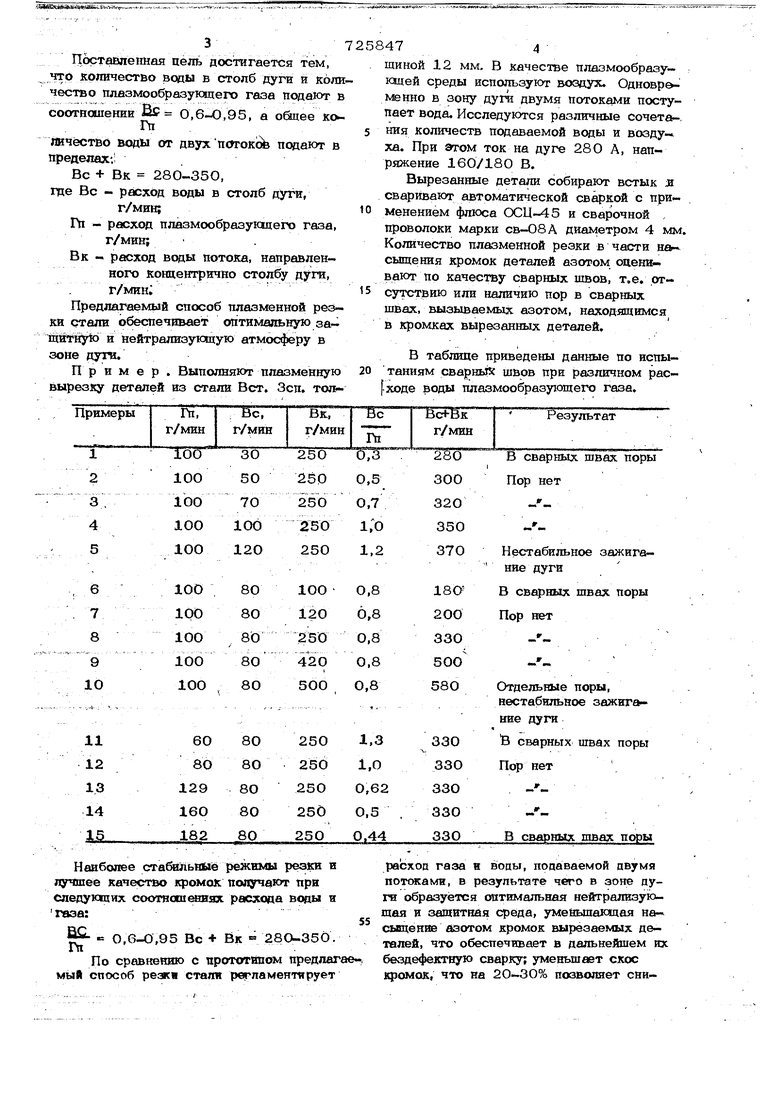
Изобретение относится к машинострое нию, тепловым способам резки металлов и может быть использовано для резки листовых корпусных сталей в судостроении и других отраслях. В современном машиностроении широко применяются различные способы плазменной резки. В качестве плазменнообразукяцей среды используются аргон, азот, кислород, а также смеси газов: азот и аргон, аргон и водород, воздух и др. Независимо от применяемой плазмообразукзцей среды в процессе резки происходит сильное азотирование кромок вырезаемых деталей. Азот в кромки деталей попадает из атмосферы или непосредственно из состава плазмообразукжцей среды. При этом под воздействием высокотемпературной плазменной дуги его активность возрастает. Поэтому в )фомках вырезаемых деталей он находится в виде перенасыщенного раствора. Известен способ плазменной резки; включающий подачу воздуха в качестве плазмообразукщей среды, с одновременной подачей воды двумя потоками непосредственно в столб дуги и концентрично относительно него. За счет частичной диссоциации воды В столбе дуги на водород и кислород, а также ее испарения создается защитная, нейтрализующая атмосфера. Присутствие в этой атмосфере водорода способствует уменьшению насыщения кромок азотом jjQ . Однако в способе отсутствует режим подачи воды в зону столба дуги. При чрезмерном увеличений воды трудно или совсем невозможно возбудить плазменную дугу, кроме того, на кромках вырезаемых деталей образуется грат и увеличивается газонасыщение, которое привел дит при сварке вырезанных деталей к образованию пористости швов. Целью изобретения является повышение качества вырезаемых деталей из ста- . ли путем обеспечения оптимального состава защитной и нейтрализуюшей среды в зоне дуги. 3 Поставленная цель достигается тем, чтр количество воды в столб дуги и коли чество плазмообразующего газа подают в соотношении bs 0,6-Ю,95, а обдее коГпШчёство воды от двухпотоке подают в пределах-.; Вс + Вк 280-35О, где Вс - расход воды в столб дуги, г/мин; HI - расход плазмообразунадезго газа, г/мин; Вк - расход воды потока, направленного концентрично столбу дуги, г/мин; Предлагаемый способ плазменной резки стали обеспечивает оптимальную заЩйтн:у1о и нейтрализующую атмосферу в зоне дуги. Пример. Выполняют плазменную вырезку деталей из стали Вот. Зсп. то№474шиной 12 мм. В качестве плазмообрааукадей среды используют воздузи Одновр менно в зону дуги двумя потоками поступает вода. Исследуются различные сочета-, ния количеств подаваемой воды и воздуха. При этом ток на дуге 280 А, напряжение 160/180 В. Вырезанные детали собирают встык я сваривают автоматической сваркой с применением флюса ОС1Д-45 и сварочной , проволоки марки ев-О8А диаметром 4 мм. Количество плазменной резкн в части нагсыщения кромок деталей азотом оценивают по качеству сварных швов, т.е. OTсутствию или наличию пор в сварных швах, вызываемых азотом, находящимся в кромках вырезанных деталей. В таблице приведены данные по испытаниям сварных швов при различном рас|.ходе воды плазмообразующегю газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой обработки | 1979 |
|
SU870041A1 |
| Способ сварки сжатой дугой | 1978 |
|
SU806311A1 |
| Способ восстановления титанового анода | 1978 |
|
SU747682A1 |
| Плазменная горелка | 1983 |
|
SU1234104A1 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
| Способ плазменно-дуговой резки | 1976 |
|
SU580070A1 |
| СПОСОБ СВАРКИ ПЛАЗМЕННОЙ ДУГОЙ | 2007 |
|
RU2351445C1 |
| Способ генерации сжатой дуги переменного тока | 1978 |
|
SU772763A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАЗМЫ | 2002 |
|
RU2216132C2 |
| Способ дуговой сварки торцовых соединений тонких пластин | 1986 |
|
SU1463414A1 |
Наиболее стабильные режимы резки и лучшее качество кромок получают при следующих соотношениях расхода воды и газа: « 0,6-О,95 Вс + Вк 280-350. Гп По сравнеишо с прототипом предлаг мый способ резки стали регламентярует расход газа и воды, попеваемой авумя потсжами, в результате чего в зоне дуги образуется оптимальная нейтрализующая и защитная среда, умеНыпакхцая насыщение азотом кромок вырезаемых деталей, что обеспечивает в дальнейшем их бездефектную сварку; уменьшает скос кромок, что на 20-30% позволяет они5зить расход сварочных материалов, умен шить деформйции при сварке; улучшаются санитарно-гигиенические условия за счёт подачи воды в плазму, в 2-3 раза снижается пыле- и дымовыделениё, уменьшаются шуйовые эффекты. Годовой экономический эффект составит свшае 10 тыс.руб. на одну установку. Формула изобретения Способ плазменной резки, включающий подачу воздуха в качестве плазменнообразутощей среды, с одновременной подачей воды двумя потоками непосредствеви но в столб дуги и концентрично относительно него, отличающийся тем, что, с целью повышения качества 8476 вырезаемых деталей из стали путем обеспечения оптимального состава защитной и нейтрализующей среды в зоне дуги. Ко личество воды в столб дуги и плазмооб- разуюшего газа подают в соотношении Pq, р - 0,6-0,95, а обвохее количество воды от двух потоков подают в пределах Вс + Вк 280-350, гце Вс - расход воды в столб дуги, г/мин; Гп - расход плазмообразующего газа. Г/мин; Вк - расход воды потока, направленного концентрично стодбу дуги, г/мин. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 9 500637, кл. В 23 К 31/10, 1975,
