(54) СПОСОБ НАМОТКИ НИТЕВИДНОГО МАТЕРИАЛА
НА ОПРАВКУ
72599:2
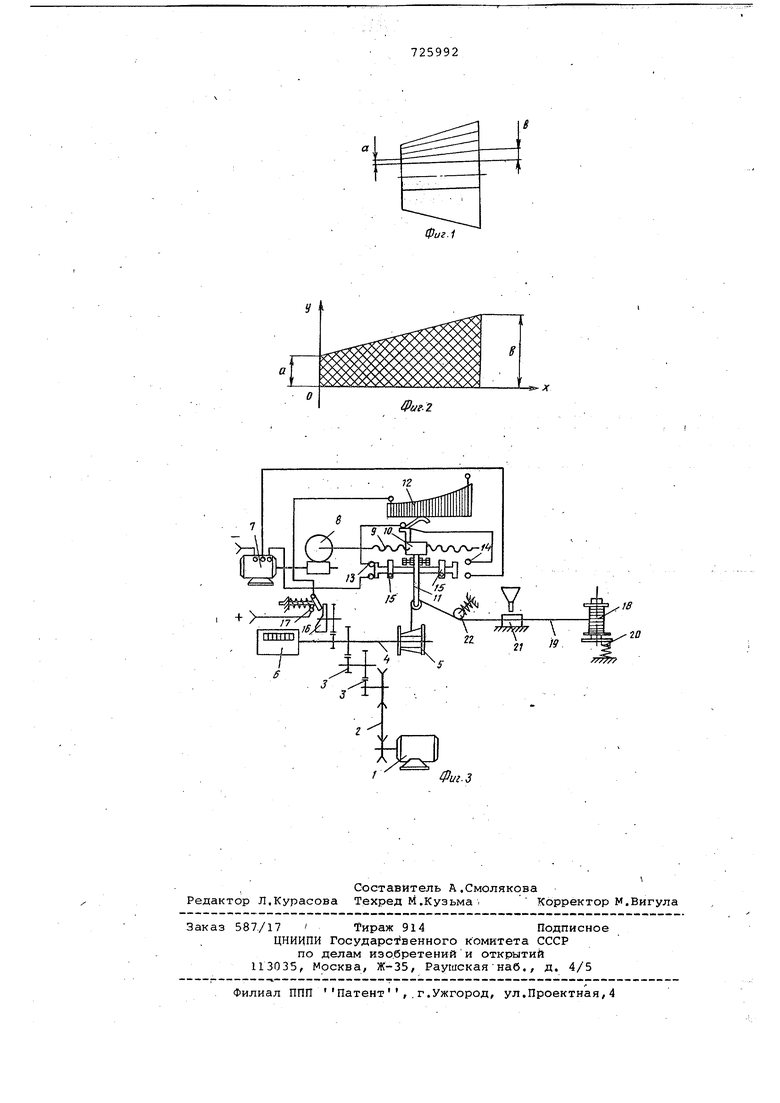
Устройство содержит цепь вращения шпинделя, выключающую электрический двигатель 1, клиноременную передачу 2, гитару 3, шпиндель4, закрепленную в шпинделе 4 оправку 5, счетчик оборотов б, цепь перемещения укладчика, содержащую электродвигатель Ьостоянного тока 7, редуктор 8, ходовой винт 9, взаимодействующий с гайкой 10, на крторой закреплен укладчик 11, реостат 12, движок которого жестко соединен с укладчиком 11. Для осуществления реверса вращения ходового винта 9 устройство снабжено контактными группами 13 и 14.
Переключение контактов 13 и 14 производитсяс помощью упоров 15, расстояние между которыми может регулироваться в зависимости от ширины паковкй, Связь между цепью вращейия
шпинделя и цепью перемещения укладчи Kai осу ществляется посредством кулачка 16 и контактной группы 17, Цепь подготовки нитевидного материала включает катушку 18 с наматываемым материалом 19, тормозное средство 20, узел 21 смачивания клеем, натяяшое средство 22.
Намотку осуществляют от меньшей толщины сечения а к большей толщине b (см. фиг. 1, в) .
В процессе работы вращение от электродвигателя 1 через клиноременную передачу 2, гитару 3 передается кашпиндель 4 и оправку 5. От шпинделя 4 вращение передается на кулачек 16, который взаимодействуя с контактами 17, при этом периодически включается цепь питания двигателя 7Перемещения укладчика. Вращение от электродвигателя 7 .черезредуктор 8 передается на ходовой винт 9. При вращении- ходового винта 9 перёмещаеа ся гайка 10 с закрепленным на ней укладчиком 11. Перейёщаясьвдоль оправки 5, укладчик 11 осуществляет укладку нитевидного материала 19, ... сматываемого с катушки 18. Вместе с
укладчиком 11 перемещается жестко связанный с ним движок реостата 12, изменяя напряжение на входе двигателя 7, то, в свою очередь, в едет/к изменению скорости перемешениж укладчика 11. По мере приближения укладчика 11 к большей толСаинё сеченИя
см. фиг. 1) скорость
паковки (
его уменьшается, а количество наматываемых слоев увеличивается. В конце пути оно будет равно расчетному (3-4 слоям). После того, как укладчик пройдет путь, равный ширине паковки, с помощью контактных групп 14 (или 13) и упоров 15 произойдет изменение направления вращения ходового винта 9. Гайка 10 иукладчик 11 будут перемешаться в обратном направлении.
По м-ере приближения к меньшей толщине сечения паковки ( а ,
см. фиг. 1) скорость укладчика увеличивается, а число слоев уменьшается до расчетного-.
Таким образом, за счет изменения скорости перемещения укладчика при постоянной скорости вращения оправки происходит формирование конической паковки. При этом, если намотка
осуществляется от меньшей паковки к большей, скорость укладчика замедляют (количество наматываемых слоев увеличивается); при перемещении укладчика от большей толщины паковки к меньшей скорость его увеличивается, а число слоев уменьшается .
Формула изобретения
1,Способ намотки нитевидного материала на оправку, при котором за один проход укладчика вдоль оси вращения оправки укладывают несколько
5 слоев материала, отличающийс я тем, что, с целью получения паковки конической формы, соотношение скоростей вращения оправки и перемещения укладчика изменяют пропорционально толщине паковки.
2.Способ по П.1, отличающ и и с я тем, что изменяют скорость перемещения укладчика обратно пропорционально толщине паковки.
f 3, Способ по П.1, отличающийся тем, что изменяют скорость вращения оправки прямо пропорционально толщине паковки. .
Источники информации, принятые во внимание при экспертизе
1. Билибин К.И. и др. Намоточные работы в производстве электроавтоматики. М., Энергия, 1972, с.12.
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для намотки многослойных катушек | 1977 |
|
SU723689A1 |
| Устройство для намотки нитевидного материала | 1979 |
|
SU979249A1 |
| Станок для изготовления электрических катушек | 1983 |
|
SU1220021A1 |
| СТАНОК ДЛЯ НАМОТКИ 'КОНИЧЕСКИХ ИЗДЕЛИЙ | 1970 |
|
SU263861A1 |
| Нитераскладчик | 1985 |
|
SU1379210A1 |
| Устройство для намотки трубчатых изделий | 1983 |
|
SU1106667A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Намоточный станок для изготовления фигурных реостатов | 1947 |
|
SU130583A1 |
| Способ прикатки изделий из композиционных материалов и устройство для его осуществления | 1982 |
|
SU1052405A1 |
| Способ изготовления торцовых щеток | 1983 |
|
SU1286154A1 |
1 -t- /- 777
jr
{je.Z
Фиг.З
