2. Устройство для прикатки изделий из композиционных материалов, включающее вращающуюся оправку, прикаточный ролик с приводом колебательного движения, отличающееся тем, что, с целью повышения качества изготавливаемых крупногабаритных изделий и уменьщения габаритов устройства, прикаточный ролик смонтирован на ползуне, связанном с приводом колебательного движения в виде кривощипно-шатунного механизма с кривошипом, образованным винтом и гайкой-дцарниром- с шагом, увеличивающим амплитуду колебаний прямо пропорционально увеличению щирины укладываемого на оправку материала, причем, ползун расположен в направляющих, установленных с возможностью перемещения вдоль оси оправки.
3. Устройство по п. 2, отличающееся тем, что ширина прикаточного ролика больше или -равна величине смещения укладываемого материала за один его двойной ход.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных изделий из полимерных композиционных материалов и станок для осуществления способа | 2018 |
|
RU2697334C1 |
| НАМОТОЧНЫЙ СТАНОК | 2013 |
|
RU2523840C1 |
| Станок для изготовления труб из композиционного длинномерного материала | 1989 |
|
SU1706885A1 |
| Устройство для намотки трубчатых изделий | 1983 |
|
SU1106667A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ИЗДЕЛИЙ С НЕБОЛЬШОЙ КОНУСНОСТЬЮ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577354C1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2106969C1 |
| СПОСОБ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ НЕСУЩИХ КОНСТРУКЦИЙ ИЗ СТЕКЛОАРМИРУЮЩЕГО МАТЕРИАЛА И ФОРМОВОЧНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2405710C1 |
| Станок для намотки профильных изделий | 1979 |
|
SU910435A1 |
| Устройство для гуммирования внутренних поверхностей полых изделий | 1987 |
|
SU1419911A1 |
| Лента перекрестной структуры | 1980 |
|
SU946989A1 |
1. Способ прикатки изделий из композиционных материалов, включающий воздействие на укладываемый в процессе намотки на оправку материал ролика, совершающего колебательное движение заданной частоты и амплитуды и расположенного поперек материала, отличающийся тем, что, с целью повышения качества изготавливаемых крупногабаритных изделий при намотке ленты, переменной щирины, воздействие ролика на материал осуществляют послойно по синусоиде от одной его кромки к другой с увеличением амплитуды колебаний прямо пропорционально увеличению щирины укладываемого материала. Ш (Л сд ю 4 О ел /////. ; АДЛЛ- ЛЛ Г Фиг. 1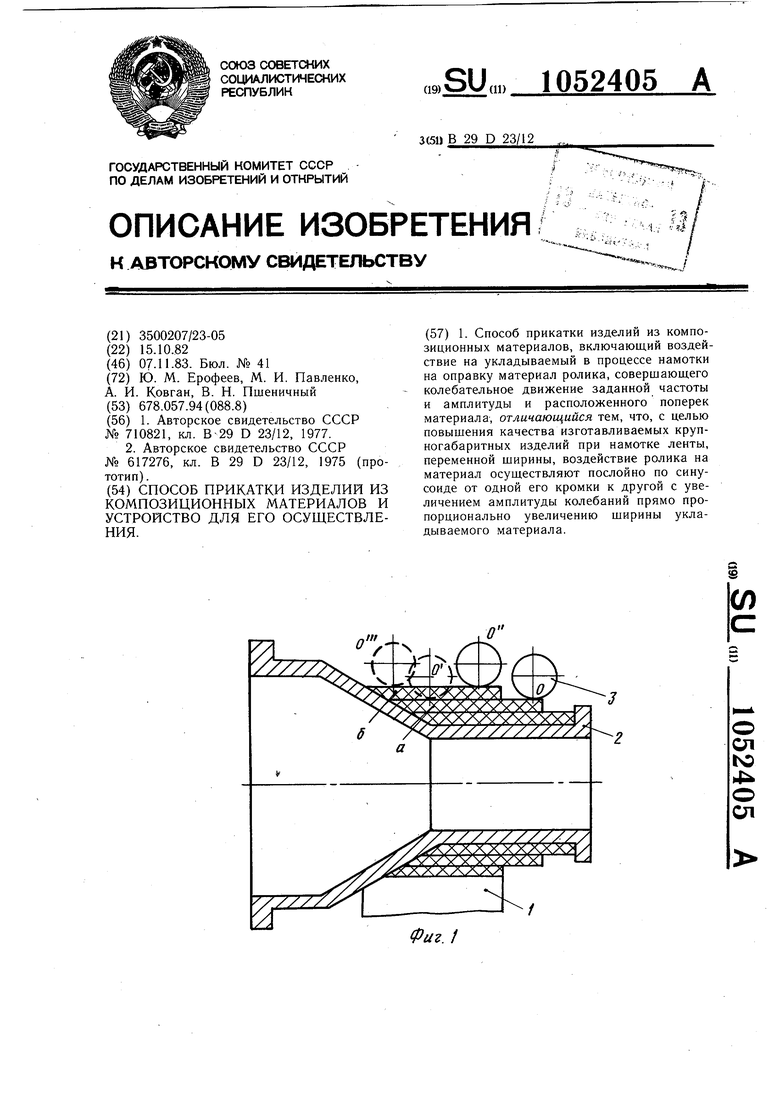
t
Изобретение относится к изготовлению деталей из композиционного материала методом намотки.
Известно устройство для прикатки изделий из композиционного материала, состоящее из охватываемых бесконечной лентой роликов, которые смонтированы на шарнирно соединенных под углом друг к другу рычагах, соединенных щарнирно со штоками силовых цилиндров 1.
В этом устройстве реализован способ, по которому композиционную ленту прикатывают по профилю детали вдоль ленты.
Недостатком способа, реализованном в данном устройстве, является то, что прикатку осуществляют вдоль ленты, прижимая ее по всей ширине роликом. Это приводит к тому, что если лента широкая, а это более производительно, то и размеры прикаточного ролика возрастают. К тому же, вследствие того, что лента выполнена в виде траковой гусеницы,,то появляются между траками участки неприжатой ленты, чтб снижает качество прижатия ленты.
Недостатком данного устройства является то, что в случае создания крупногабаритных деталей необходима намотка широкой лентой переменной ширины, вс.1едствие чего резко возрастают габариты устройства, что усложняет установку.
Наиболее близким к изобретению является способ прикатки изделий из композиционных материалов, включающий воздействие на укладываемый в процессе намотки на оправку материал ролика, совершающего колебательное движение заданной частоты и амплитуды и расположенного поперек .этого материала 2.
В известном способе используют преобразование энергии электрических колебаний в энергию механических колебаний ультразвуковой частоты прикаточного ролика в процессе намотки материала на оправку.
Известный способ не предполагает изменение параметров колебаний ролика при намотке ленты переменной ширины.
Наиболее близким к предлагаемому является устройство для пропитки изделий из композиционных материалов, включающее вращающуюся оправку, прикаточный ролик с приводом колебательного движения 2. Известное устройство содержит прикаточный ролик из магнитострикционного или пьезоэлектрического материала, преобразующего энергию электрических колебаний в энергию механических колебаний. Это устройство не имеет средств изменения параметров колебаний прикаточного ролика при изменении ширины укладываемой на оправку ленты.
Однако при намотке широкой лентой тре-
5 буется громоздкое устройство с большим усилием прижатия, а это снижает качество детали, так как широким роликом трудно обеспечить по всей ширине ленты равномерное прижатие, особенно если это профильная поверхность.
0 Целью изобретения является повышение качества изделия при намотке ленты переменной ширины, а также повышение качества изготавливаемых крупногабаритных изделий и уменьшение габаритов.
2 Поставленная цель достигается тем, что согласно способу прикатки изделий из композиционных материалов, включающему воздействие на укладываемый в процессе намотки на оправку материал ролика, совершающего колебательное движение заданной
0 частоты и амплитуды и расположенного поперек материала, воздействие на материал осуществляют послойно по синусоиде от одной его кромки и к другой с увеличением амплитуды колебаний прямо пропорционально увеличению щирины укладываемого материала.
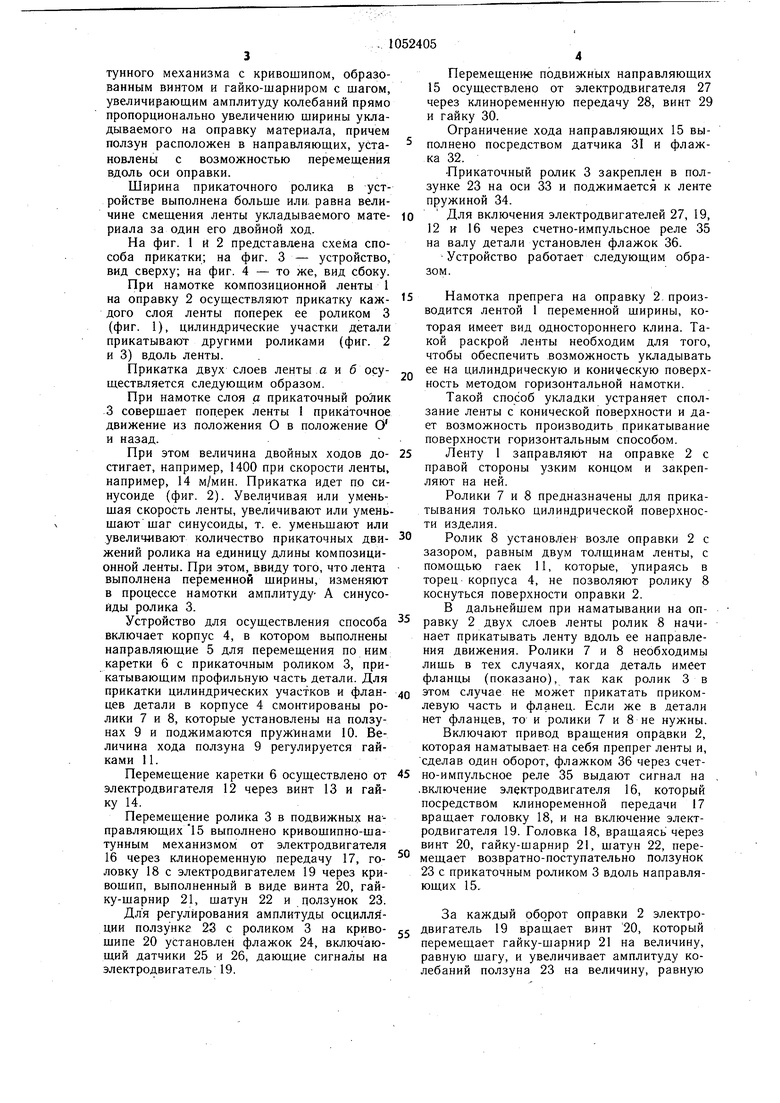
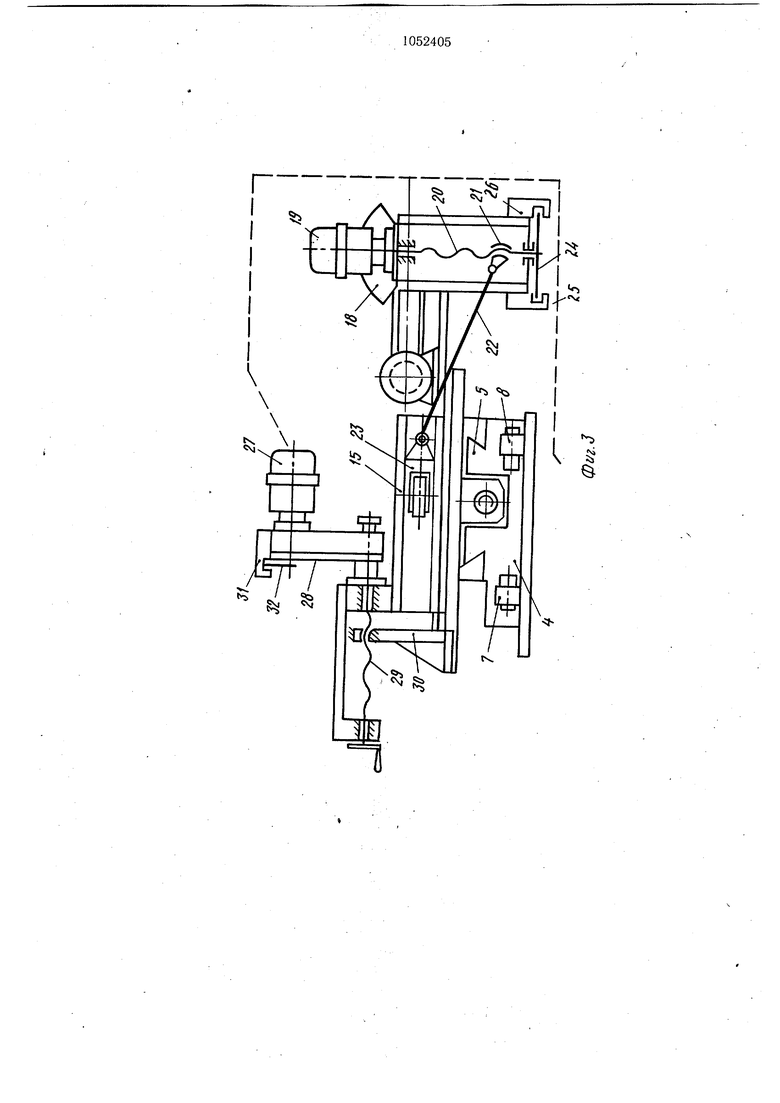
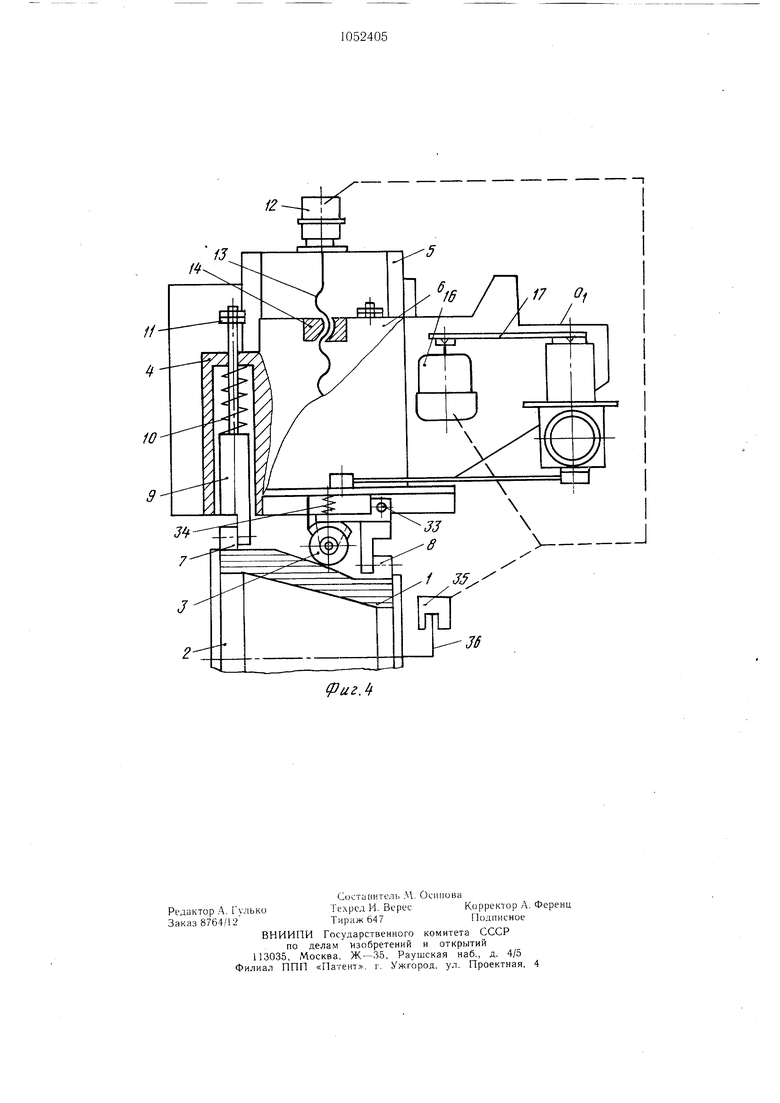
Кроме того, в устройстве для пропитки изделий из композиционных материалов, включающем вращающуюся оправку, прикаточный ролик с приводом колебательного движения, прикаточный ролик смонтирован на ползуне, связанном с приводом колебательного движения в виде кривошипно-шатунного механизма с кривошипом, образованным винтом и гайко-шарниром с шагом, увеличирающим амплнтуду колебаний прямо пропорцнонально увеличению ширины укладываемого на оправку материала, причем ползун расположен в направляюших, установлены с возможностью перемещения вдоль оси оправки. Ширина прикаточного ролика в устройстве выполнена больше или. равна величине смешения ленты укладываемого материала за один его двойной ход. На фиг. 1 И 2 представлена схема способа прикатки; на фиг. 3 - устройство, вид сверху; на фиг. 4 - то же, вид сбоку. При намотке композиционной ленты 1 на оправку 2 осуществляют прикатку каждого слоя ленты поперек ее роликом 3 (фиг. 1), цилиндрические участки детали прикатывают другими роликами (фиг. 2 и 3) вдоль ленты. Прикатка двух слоев ленты а и б осуществляется следующим образом. При намотке слоя а прикаточный ролик 3 совершает поперек ленты 1 прикаточное движение из положения О в положение О и назад. При этом величина двойных ходов достигает, например, 1400 при скорости ленты, например, 14 м/мин. Прикатка идет по синусоиде (фиг. 2). Увеличивая или уменьшая скорость ленты, увеличивают или уменьшают шаг синусоиды, т. е. уменьшают или увеличивают количество прикаточных движений ролика на единицу длины композиционной ленты. При этом, ввиду того, что лента выполнена переменной ширины, изменяют в процессе намотки амплитуду А синусоиды ролика 3. Устройство для осуществления способа включает корпус 4, в котором выполнены направляющие 5 для перемещения по ним каретки б с прикаточным роликом 3, прикатываюшим профильную часть детали. Для прикатки цилиндрических участков и фланцев детали в корпусе 4 смонтированы ролики 7 и 8, которые установлены на ползунах 9 и поджимаются пружинами 10. Величина хода ползуна 9 регулируется гайками 11. Перемещение каретки 6 осуществлено от электродвигателя 12 через винт 13 и гайку 14. Перемещение ролика 3 в подвижных направляющих 15 выполнено кривощипно-шатунным механизмом от электродвигателя 16 через клиноременную передачу 17, головку 18 с электродвигателем 19 через кривошип, выполненный в виде винта 20, гайку-шарнир 21, шатун 22 и цолзунок 23. Для регулирования амплитуды осцилляции ползунке 23 с роликом 3 на кривошипе 20 установлен флажок 24, включающий датчики 25 и 26, дающие сигналы на электродвигатель 19. Перемещение подвижных направляющих 15 осуществлено от электродвигателя 27 через клиноременную передачу 28, винт 29 и гайку 30. Ограничение хода направляющих 15 выполнено посредством датчика 31 и флажка 32. Прикаточный ролик 3 закреплен в ползунке 23 на оси 33 и поджимается к ленте пружиной 34. Для включения электродвигателей 27, 19, 12 к 16 через счетно-импульсное реле 35 на валу детали установлен флажок 36. Устройство работает следующим образом. Намотка препрега на оправку 2.производится лентой 1 переменной ширины, которая имеет вид одностороннего клина. Такой раскрой ленты необходим для того, чтобы обеспечить возможность укладывать ее на цилиндрическую и коническую поверхность методом горизонтальной намотки. Такой способ укладки устраняет сползание ленты с конической поверхности и дает возможность производить прикатывание поверхности горизонтальным способом. Ленту 1 заправляют на оправке 2 с правой стороны узким концом и закрепляют на ней. Ролики 7 и 8 предназначены для прикатывания только цилиндрической поверхности изделия. Ролик 8 установлен возле оправки 2 с зазором, равным двум толщинам ленты, с помощью гаек 11, которые, упираясь в торец корпуса 4, не позволяют ролику 8 коснуться поверхности оправки 2. В дальнейшем при наматывании на оправку 2 двух слоев ленты ролик 8 начинает прикатывать ленту вдоль ее направления движения. Ролики 7 и 8 необходимы лишь в тех случаях, когда деталь имеет фланцы (показано), так как ролик 3 в этом случае не может прикатать прикомлевую часть и фланец. Если же в детали нет фланцев, то и ролики 7 и 8 не нужны. Включают привод вращения оправки 2, которая наматывает на себя препрег ленты и, сделав один оборот, флажком 36 через счетно-импульсное реле 35 выдают сигнал на включение электродвигателя 16, который посредством клиноременной передачи 17 вращает головку 18, и на включение электродвигателя 19. Головка 18, вращаясь через винт 20, гайку-шарнир 21, шатун 22, перемещает возвратно-поступательно ползунок 23 с прикаточным роликом 3 вдоль направляющих 15. За каждый оборот оправки 2 электродвигатель 19 вращает винт 20, который перемещает гайку-шарнир 21 на величину, равную шагу, и увеличивает амплитуду колебаний ползуна 23 на величину, равную приращению ширины ленты 1, до срабатывания датчиков 25 и 26 от флажка 24. Направляющие 15 в начале работы смещены внраво и по мере того как ползунок 23 смещается влево, смещаются и направляющие 15. Это перемещение осуществляется за счет того, что от сигнала, поступиБщего от счетно-импульсного реле 35 на электродвигатель 27, вращается винт 29 в гайке 30 и перемещает направляющие 15 до тех пор, пока флажок 32 не соверщит один оборот и не разомкнет цепь в датчике 31. Причем, при увеличении амплитуды ролика 3 на щаг винта 20 происходит на такую же величину перемещение направляющих 15 от электродвигателя 27, который через электрическую цепь взаимосвязан с электродвигателем 19 (показано на фиг. 3 пунктиром). По мере увеличения толщины намотки каретка 6 перемещается в направляющих 5 посредством привода через винт 13 и гайку 14 согласно сигналов от расчетноимпульснрго реле 35. В процессе работы при движении наматываемой композиционной ленты, например. со скоростью 14 м/мин и осцилляции прикаточного ролика 1400 двойных ходов в минуту за один двойной ход лента смещается на 10 мм. При обработке крупногабаритных деталей, например, диаметром 1500 мм и более это смещение перекрывается щириной прикаточного ролика, которая выбирается большей, чем 10 мм, например 15 или 20 мм. При этом неприкатанных участков на изделии нет, что повышает качество прикатки, а следовательно, и изготавливаемого изделия в целом, несмотря на любую его конфигурацию. Величину смещения ленты можно уменьщить уменьшением скорости движения ленты или увеличением числа двойных ходов прикаточного ролика. Предлагаемое изобретение позволяет повысить качество изготовления крупногабаритных композиционных деталей- путем намотки щирокой лентой переменной ширины за счет того, что прикатку роликом ведут послойно строчками поперек прикатываемой ленты. При этом снижаются габариты устройства и упрощается его конструкция.
fpuzA
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для прикатки изделий из композиционного материала | 1977 |
|
SU710821A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления труб | 1975 |
|
SU617276A1 |
| Солесос | 1922 |
|
SU29A1 |
