1
Изобретение относится к металлургии черных металлов, точнее к устройствам для внепечной обработки жидких металж) порошкообразными реагентами.
В связи с непрерывным повышением требований к качеству металла все. бо- . лее широкое распространение получает виёпечная обработка, жидких металлов 1юрошкообразными реагентами, вводимыми через погружаемые в жидкий металл, устройства.
Известны устрюйства для ввода порошкообразных реагентов -в жидкий металл состоящие из металлического каркаса с арматурой, трубки для подачи реагента и огнеупорной футеровки, наносимой в виде обмазки на каркас, l.
Недостатком этих устройств является их низкая эксплуатационная стойкость, вызванная тем, что при нанесении футеровки путем обмазки трудно обеспечить достаточное уплотнение и качество нане сенного огнеупорного слоя. Кроме того, прюцесс обмазки является трудоемкой
операцией, выполняемой вручную и трудгю поддающейся механизации.
Увеличить эксплуатационную стойкость позволяют устройства с секцион1к й огнеупорной футеровкой. Изготовление футеровки из отдельных секций можно производить механизированным путем на серийшзм оборудовании. Обеспечивающем высокую степень уплотнения в качество огнеупорных секций.
Известно устройство, содержащее несущий каркас с испарительной камерой и опорным фланцем, трубку для подачи реагента и огнеупорную секционную футеровку с арматурными кольцами. Несущий каркас выполнен из гстержней, а каждая секция огнеупорной футеровки имеет продольные отверстия, чэрез которые свободно насажена на стержни и трубку для подачи реагента 2J.
Арматурные кольца футеровки выполнены изолированными. Стержни несущего каркаса жестко прикреплень нижними концами к испарительной камере, а верхнимиконцами - к oirop.HOMy фланцу, на котором подвешено устройство.. Известное устройство работает следую щим образом По трубке для подачи реагента подают сжатый газ (воздух), и устройство погружают в расплавленный металл, В испарительной камере 1юверхность жид кого металла устанавливается на уровне отверстий, выполненш.1х в б 1ювой тен- ке этой камеры. При подаче реагента через трубку Он испаряется в йсгГаритёль ной камере, а пары через боковые отверстия попадают в жидкий металл и, поднимаясь вйерх, обрабатывают его. После подачи заданного количества реаге та прекращагот его подачу и извлекают устройртво из жидкого металла. Недостатюэм известного устройства, является епэ невысокая эксплуатационная стойкость. Наличие в секциях огнёупор™ й футеровки продольных отверстий, 1еобходимых для прохождения стержней нес щегх каркаса, футеровку и способ ствуёт образовавйпо трещин в местах их выполне.ния. Указанные отверстия увели чйвают также трудоемко.сть изготовления огнеупорных секций. . Эксплуатационная стойкость извест ного устройства снижается также за сче жёсткого крепления стержней несущего каркаса к зшорному фланцу, что затрудняет сборку огнеупорных секций и ухудшает качес-йво собранной футеровки. Это объясняется следующим. С целью обеспечения соосности огнез/порных секций с осью устройства и их плотного прилегания на стыках сборка секций рсуществляет ся при вертикальном .положении несущего Каркаса. Однако приварка в таком пoлoж НИИ на большой высоте опорного фланца к стержням каркаса трудно выполнима Поэтому после сборки огнеупорных секций устройство кантуется в горизонтальное положение для приварки фланца, при Этом происходит смейёние секций и на)рушение плотности их стыковки. Кроме того, огнеупорные и сва ючные работы производят в разных цехах зааэдав, что приводит к дополнительным транспортным Операциям, .. . При жестком креплении верхней опоры к стержням каркаса нёльзйя также осуществить замену выщедщей из строя огн упорной секции и процессе эксплу/атации устройства. В связи с этим в случае оазрушения одной из секций футеровки
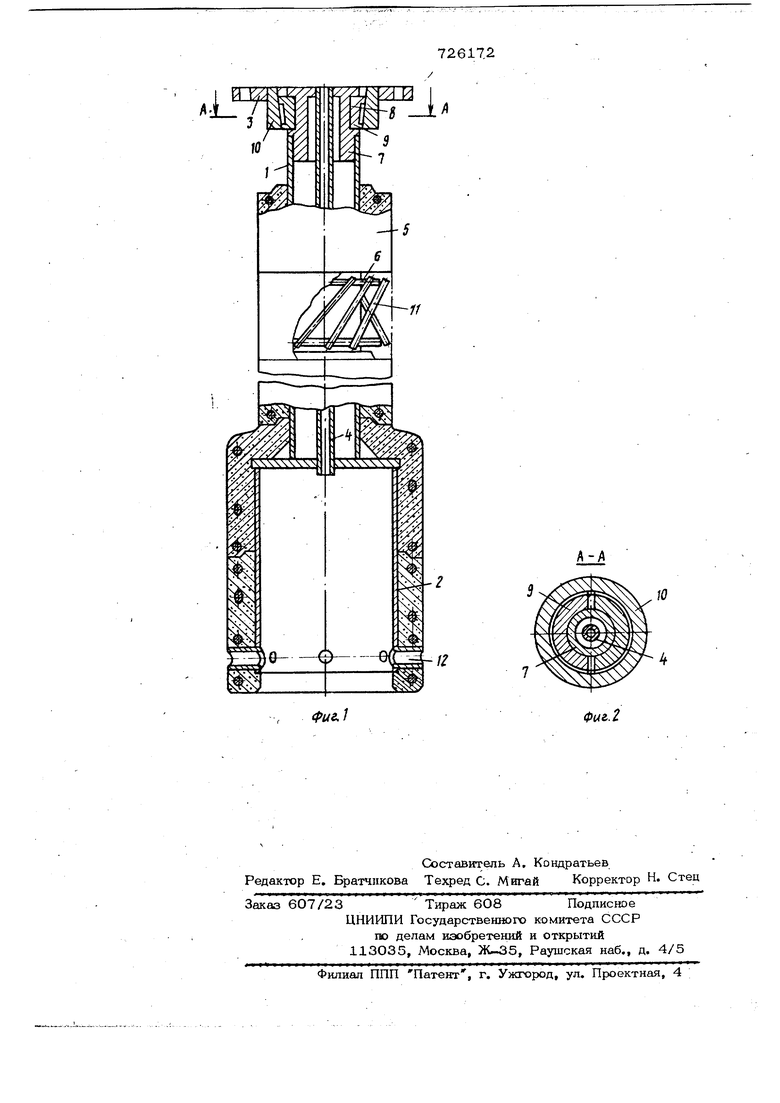
726172 устройство выходит из строя, хотя остальные секш1И еще пригодны к работе. Выполнение в известном устройстве арматурных колец изолированными одно от другого уменьшает образование в огнеупорных секциях только продольных трещин, нО не препятствует образованию поперечных трещин. Это также снижает эксплуатационную стойкость устройства. Целью изобретения является повышение эксплуатационгюй стойкости устройства для вюда порошкообразных реагентов в жидкий металл. . . Поставленная цель достигается тем, что в прёдлагаемом устройстве несущий каркас снабжен хвостовиком с двумя кольцевыми выступами, образующими кольцевой паз, в котором установлены заключейнью в коническую обойму два полукольца с расширяющейся кверху конической наружной поверхностью, причем коническая обойма жестко соединена с опорным фланцем, а меньший диаметр внут ренней конической поверхности обоймы больше на 0,01-0,0 чем. наружйые диаметры кольцевых выступов хвостовика и несущего каркаса. Вторым отличительным признаком устройства является ТО, что коническая поверхность полуколец имеет конусность в пределах от 1:3 до 1г10 и выполнена двумя коническими поясками с углублением между ними, а в месте стыка полуколец выполнен зазор. . Арматурные кольца огнеупорной секции футеровки соединены между собой металлическими прутками, расположенными наклонно в плоскости, параллельной оси секции. На фиг. 1 представлено устройство в разрезе по оси| на фиг. 2-разрез А-А фиг. 1.. Устройство состоит из несущего каркаса 1с испарительной камерой 2 и опорным фланцем 3, трубки 4 для подачи реагента и огнеупорной секционжй футеровки 5 с а)матурными кольцами 6. Несущий Каркас выполнен из трубы, которая жестко соединена с испарительной камерой 2 и хвостовиком 7, имеющим на наружной поверхности два кольцевых выступа, образующих кольцевой паз 8. В . кольцевом пазу 8 установлены два полукольца 9 с расширяющейся кверху конической наружной поверхностью. Полукольца 9 заключены в коническую обойму- 1О, котораяжестко соединена с опорным фланцем 3, при Этом меньший нижний диаметр внутренней конической поверххюсти обой .мы больше на 0,01-0,05 его величины чем наружные диаметры кольцевых выст пов хвостовиков и несущего каркаса. Наружная коническая поверхность по луколец имеет конусность в пределах от 1:3 до 1:10 и вьшолнена двумя-коническими поясками, расположенными на краях конуса, с углублением между поясками, В месте стыка полуколец выполнен зазор, АрматурньГе кольца в каждой секции футеровки соединены между собой мет лическими прутками 11, расположенным наклонно в плоскости, параллельной оси секции, Арматурньш кольца и соединяющие их прутки образуют металлический каркас секции, В боковйх стенках испарительной камеры выполнены отверстия 12 для выхода паров реагента. Устройство райэтает следующим образом. Устройство подводят к уровню жидко го металла, включают подачу сжатого газа, например,юздуха. и погружают .в жидкий мет1алл. По достижении определеншэй глубины погружения начинают по вать реагент, В испарительной камере 2 реагент испаряется,, а его пары ч е-, рез отверстия 12 попадают в жидкий метйлл и обрабатывают его. После BBOj необходимого количества реагеига прекращают его подачу, устройство йзвле кают из жидкого металла и выключают , подачу сжатого газа Выполнение в устройстве несущего каркаса из трубы, снабженной хвосуови ком, дает возможность изготавливать огнеупорные секции только с одним центральным отверстием для прохож- дения трубы и хвостовика, но без отверстий для стержней каркаса. Это иоключит-местное ослабление футеровки указанными отверстиями и устранит образование трещин в местах выполнения отверстий. Ввод хвостовика, двух полуколец- с конической наружной поверхностью и конической обоймы создает разъемное соединение опорного фланца с трубой, несущего каркаса, позволяющее быстро демонтировать и монтировать опорный фланец на устройстве при надежном и плотном его креплении в условиях и тенсивной вибрации. Наличие в хвостовике двух кольцевых выступов, образующих кольцевой паз, обеспечивает возможность уставовлей в пазе двух полуколец с конической наружной поверхностью. Верхний кольцевой выступ хвостХ1Вшса служит для . / опоры хвостовика на полукольцах при его провисании под действием веса устрой-, ства. Нижний кольцееой выступ ограничивает продвижение полуколец вниз по хвостовику. Зазор в месте стыка полуколец служит для более плотного зажима хвостовика полукольцами/щюисходящего под действием веса устройства, и уменьшения за счет этого зажима давления веса устройства на верхний кольцевой выступ хвостовика. -То, что меныций диаметр внутренней конической поверхности обоймы больше на 0,01-0,05 его величины, чем наружрные диаметры кольцевых выступов хвостовика и несущего каркаса, обеспечивает возможность снятия опорного фланца с устройства путем продвижения фланца с обоймой вначале вниз по трубе до освобождения полуколец, а затем, после извлечения полуколец из паза хвостовика, - вверх до выхода. верхнего кольцевого выступа хвостовика из конуса обоймы. Если мёныЦий диаметр внутреыней конической поверхности обоймы будет превыщать н ужные диаметры несу- щей трубы и кольцевых выступов ха стовика меньше, чем на 0,01 еврей величины, то это может затруднить снятие опорного фланца. Превышение более, чем на 0,05 величины меньшего внутреннего диаметра конуса обоКщг, приведет к чрезмерному увеличению размеров и веса обоймы с. опорнь1М фланцем. Разъемное соединение опорного с трубой несущего каркаса упрощает сборку огнеупорных секций футеровки, повышает качество сборки, обеспечивает возмоишость замены в процессе эксплуа- Tannji устрюйства вьщ1едщих из строя отдельных огнеупорных секций, что увеличивает срок службы. устройства. Конусность наружной поверхности полуколец в пределах от Ii3 до 1:10 .обьяоняется тем, что при конусЮсти меньшей, чем 1:10, происходит слишком сильное защемление полуколец конической обоймой, чего затрудняется разъем соединения при его разборке. При конусности большей, чем 1:3, слишком увеличиваются габариты и вес конической обоймы и опорного фланца. Выполнение конической поверхности полуколец двумя коническими поясКами с углублением ними повышает плотность и точность зажима полуколец в конической обойме, уменьшает усилие разъема конусных поверхностей колец и обоймы при снятии опорного фланца и снижает трудоемкость механической обработки полуколец, так как углубление между поясками можно обрабатыват с меньшей точностью либо вообще не подвергать механической обработке, а выпойнять, например, литьем. Соединение арматурньрс колец огнеупорной секции футеровки метйллйчёски- ми прутками уменьшает обраювание поперечных трещин в секциях. Наклонное расположение прутков в плоскости, параллель аой оси огнеутюрной секции, препятствует образованию не толысо хюпере Ных, BCf и продольных радиальных трещи дополняя действие арматурных 1юлец в промежутках между ними. Наклошюё рас положение прутюв увеличивает также по датливость металлического огне упорной секции, так как при вменении объекта секции во время ее нагребов и охлаждений наклонные прутки легче поддаются деформации, чем расположенные вертикально. Увеличение податливости каркаса уменьшит образование трещин в футеровке. Таким образом, повысится эксплуатационная стойкость устройств для ввода порошкообразш 1х реагентов в жидкий металл за счет исклкяения в огнеупорных секциях футеровки сквозных отверстий для прохождения стер1Яшёй каркаса, установки съемного опорного фланца и улучшения конструкции металлическогр каркаса огнеупорных секций футе{юв си. Повышение эксплуатационной стойкос ти устройства для ввода порошкообразных реагентов в жидкий металл позволи увеличить длительность обработки м. талла и, следовательно, количество ввод мого реагента. Это цредоставит возмож иость обработки данным устройством 728 йэльшего количества металла, что увеличит производителыюсть установки для об-, работки металла порошкообразными реагентами. рмуда изобретения 1.Устройство для ввода порошкообразных реагентов в жидкий металл, содержащее футерованньш огнеупорными секциями с арматурными кольцами несущий с испарительной камерой и опорным фланцем и трубку для подачи peaгента, отличающееся тем, что, с целью повышения эксплуатационной стойкости, несущий каркас снабжен хвоотовикомсдвумя кольцевыми выступами, образу ющими-кольцево и паз, в котором установлены заключенные в коническую обой« му два полукольца с расширяющейся кверху конической наружной поверхностью, 1фичем коническая обойма жесткосоединена с опорным фланцем, а меньший диаметр внутренней конической поверхности обоймы больше на 0,1-0,005 наруж1й.1х диаметров кольцевых выступов хвостовика и несущегокаркаса. 2.Устройство по п. 1, отличающееся тем, что полукольца выполнены с конусностыо в пределах 1:(3-10) и двумя коническими поясками с углублением между ними с зазором в месте стыка полуколец. 3.Устройство по п. 1. о т л и - ю щ е е с я тем, что арматурные кольца огнеупорной секции футеровки соединены между собой металлическими прутками, расположенными наклонно в плоскости, параллельной оси секции. Источники информации, принять1е во внимание при экспертизе 1.Авторское свидетельство СССР № 367154, кл. С21 С 1/00, 1971. 2.Авторское свидетельство СССР № 530903, кл. С 21 С 1/00, 1975.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ввода порошкообразных реагентов | 1975 |
|
SU530903A1 |
| Фурма для продувки металла в ковше | 1980 |
|
SU922158A1 |
| Станок | 1983 |
|
SU1116071A1 |
| Фурма для продувки жидкого металла | 1981 |
|
SU1006500A1 |
| ФЛАНЕЦ МЕТАЛЛОПЛАСТОВОЙ ТРУБЫ | 1993 |
|
RU2023933C1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ И ПРИГОТОВЛЕНИЯ МАГНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2273673C1 |
| ЛЮК СМОТРОВОГО КОЛОДЦА | 2006 |
|
RU2307213C1 |
| РЕЗИНОКОРДНЫЙ ПАТРУБОК ВЫСОКОГО ДАВЛЕНИЯ | 2013 |
|
RU2534200C1 |
| Способ совместного изготовления секций центрифугированной железобетонной стойки | 2023 |
|
RU2817348C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЮКА СМОТРОВОГО КОЛОДЦА | 2006 |
|
RU2307214C1 |